3.6 Опоки
Д ля
удобства изготовления, разборки при
удалении модели, сборки, переноски форм
и для преодоления усилий, возникающих
в форме при заливке, литейную форму
изготовляют в специальных ящиках,
называемых опоками.
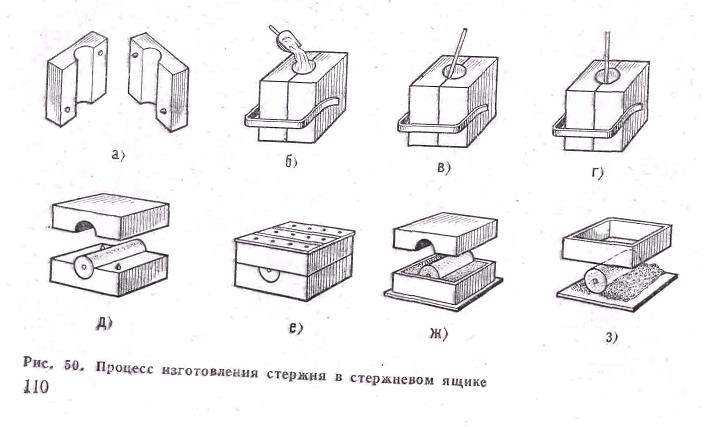
Опока
(рис. 30) — это ящик без дна и крышки.
Наиболее часто форму собирают из двух
(верхней и нижней) или нескольких опок,
соединяющихся между собой штырями 1,
укрепленными
в ушках 2,
расположенных
на ее боковых стенках. Спаривают
опоки при помощи съемных сборочных
штырей, вставляемых в отверстия ушков
верхней опоки.
ля
удобства изготовления, разборки при
удалении модели, сборки, переноски форм
и для преодоления усилий, возникающих
в форме при заливке, литейную форму
изготовляют в специальных ящиках,
называемых опоками.
Опока
(рис. 30) — это ящик без дна и крышки.
Наиболее часто форму собирают из двух
(верхней и нижней) или нескольких опок,
соединяющихся между собой штырями 1,
укрепленными
в ушках 2,
расположенных
на ее боковых стенках. Спаривают
опоки при помощи съемных сборочных
штырей, вставляемых в отверстия ушков
верхней опоки.
Толщина стенок опоки может быть от 6 до 20 мм в зависимости от размеров опоки и рода материала, из которого она изготовлена. Для удобства разборки, сборки и переноски формы опока имеет ручки 3, а для того чтобы уплотненная в ней формовочная смесь не выпадала (в малых и средних опоках), делают ребра 4 и буртики 5. В опоках больших размеров пересекающиеся ребра образуют крестовины.
Качество опоки влияет на качество изготовляемой в ней формы и отливаемого изделия. Поэтому, при изготовлении или подборе опок необходимо руководствоваться следующими правилами:
Опока должна быть прочной. Нельзя допускать трещин в ее стенках, прогибов их при уплотнении формовочной смеси, при заливке металла в форму.
Опоки в комплекте должны быть хорошо подогнаны друг к другу и не должны смещаться на штырях.
Опока должна быть сделана так, чтобы набиваемая в нее смесь при изготовлении формы не выпадала.
Виды опок. По конфигурации опоки делятся на прямоугольные, круглые, фасонные.
Существуют специальные конструкции съемных опок, используемых при изготовлении форм для безопочной заливки.
По материалу, из которого изготовляют опоки, они делятся на деревянные, чугунные, стальные, алюминиевые. Опоки перемещают вручную или краном. Ручные опоки имеют массу (без формовочной смеси) до 30 кг; опоки массой до 60 кг — комбинированные, имеют устройства для транспортировки вручную и краном.
3.7 Формовочный инструмент
Формовочный инструмент можно разделить на две группы. К первой группе относятся инструменты, необходимые для набивки формы и удаления из нее модели: лопаты, сита, ручные и пневматические трамбовки, линейки, вентиляционные иглы, деревянные молотки-киянки, бруски, пульверизаторы, кисти, подъемы для извлечения модели, мешочки для припыла,, щетки для обметания модели. Ко второй группе относятся инструменты, применяемые для отделки формы: гладилки, подрезные и отделочные ланцеты, крючки для извлечения кусочков смеси из глубоких частей формы, цилиндрические, плоские и угловые оправки, двойные и одинарные иголки для снятия частей -кусков формы с модели, кисти из перьев птиц для обметания лицевой стороны кусков формы, кисти-примочки и т. д.
Трамбовки. Формовочная смесь уплотняется трамбовками различных размеров и форм. Для набивки форм малых и средних размеров применяют совмещенные набойки — трамбовки с чугунным башмаком, которым уплотняют верхний слой смеси в опоке и выравнивают его. Вентиляционные иглы. Для увеличения газопроницаемости формы формовщик накалывает ее перед разборкой длинными иглами, которые образуют в форме каналы для выхода газов. Подъемы - модели из формы извлекают стальными заостренными стержнями или стержнями, имеющими на конце резьбу – подъемные стержни.
Гладилки. При извлечении модели из формы возможны небольшие повреждения последней, обрыв стенки, шероховатость поверхности и т. д. Отделочные ланцеты. Для исправления повреждения в труднодоступных местах форм и отдельных частей (кусков) ее применяют ланцеты. Проводки. Этот инструмент представляет собой стальные пластины и применяется для прорезания щелевых литников при формовке тонкостенных ажурных изделий. Толщина проводки зависит от необходимых размеров питателя.