

2.3. Соединения деталей пайкой
Пайка – технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Припой - это металл или сплав, температура плавления которого меньше, чем у соединяемых изделий. Припой выбирают в зависимости от свойств соединяемых металлов, припоя и требований прочности спаянного соединения.
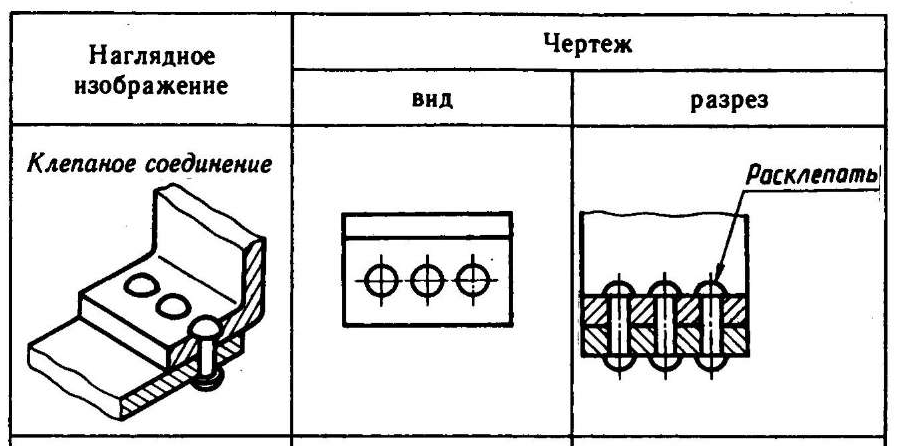
Р ис. 2.12. Изображение клепаного соединения на виде и разрезе
Рис. 2.13. Упрощенное изображение клепаного соединения
Для предохранения соединяемых поверхностей от окисления используют паяльный флюс – вещество:
очищающее поверхности и припой от оксидов и загрязнений;
предотвращающее образование оксидов;
увеличивающее растекаемость расплавленного припоя.
Преимущества паяных соединений:
высокопроизводительный процесс;
обеспечивает надёжное электрическое соединение;
позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы);
отсутствуют значительные температурные коробления;
допускает многократное разъединение и соединение соединяемых деталей.
Недостатком паяных соединений является относительно невысокую механическую прочность.
Технология пайки:
элементы деталей, припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей;
припой переходит в жидкое состояние и смачивает поверхности деталей;
нагрев прекращается, припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения зависит от:
зазора между соединяемыми деталями (от 0,03 до 2 мм);
чистоты поверхности;
равномерности нагрева элементов.
Соединения деталей пайкой находят широкое применение в приборостроении, электротехнике.

Рис. 2.14. Изображение паяного соединения
Припой на видах и разрезах изображают сплошной линией толщиной 2S.
Для обозначения пайки используют условный знак (рис. 2.14, а) - дуга выпуклостью к стрелке, который чертят на линии-выноске, указывающей паяный шов.
Если шов выполняется по периметру, то линию-выноску заканчивают окружностью. Номер швов указывают на линии-выноске (рис. 2.14, б).
2.4. Клеевые соединения
К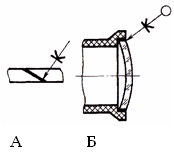 леевые
соединения позволяют соединять
разнообразные материалы. Клеевой шов,
как и паяный, согласно изображается
сплошной линией толщиной 2S.
На линии-выноске чертят условный знак
(рис. 2.15, а),
напоминающий
букву К.
леевые
соединения позволяют соединять
разнообразные материалы. Клеевой шов,
как и паяный, согласно изображается
сплошной линией толщиной 2S.
На линии-выноске чертят условный знак
(рис. 2.15, а),
напоминающий
букву К.
Рис. 2.15. Клеевое соединение
Если шов выполняется по периметру, то линию-выноску заканчивают окружностью (рис. 2.14, б). Марка клея записывается или в технических требованиях, или в спецификации в разделе «Материалы».
К недостаткам клеевых соединений относятся:
незначительная тепловая стойкость (при температуре выше +90° С прочность их резко снижается);
склонность к ползучести при длительном воздействии больших статических нагрузок;
длительные сроки сушки;
необходимость нагрева для получения стойких и герметичных соединений;
низкая прочность на сдвиг и др.
Клеевые соединения осуществляют различными способами. Чаще всего применяется соединение внахлестку и встык с помощью планки, втулки и т. п. (рис. 2.16). Надежное соединение деталей малой толщины, как правило, возможно только склеиванием.
Причины непрочности клеевых соединений:
плохая очистка склеиваемых поверхностей;
неравномерное нанесение слоя на склеиваемые поверхности;
затвердевание на поверхности клея до соединения деталей;
недостаточное давление на соединяемые части склеиваемых деталей;
н
 еправильный
температурный режим и недостаточное
время сушки соединенных частей.
еправильный
температурный режим и недостаточное
время сушки соединенных частей.
Рис. 2.16. Рекомендуемые конструктивные формы клеевых соединений:
а — плоскостные; б — тавровые; в — цилиндрические
I — нахлесточные соединения; II — врезные (шпунтовые); III — стыковые