

Газовая горелка
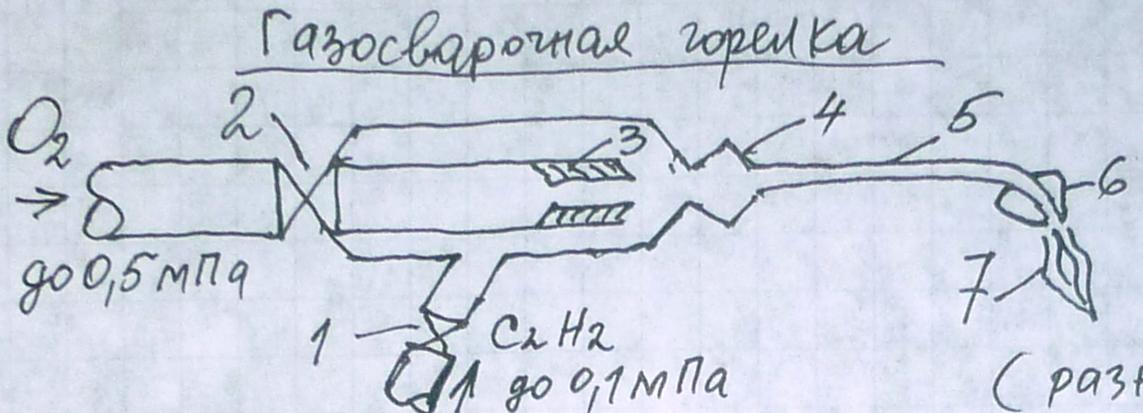
1 – вентиль ацетиленовый; 2 – вентиль кислородный; 3 – инжектор (втулка с отверстием); 4 – смесительная камера; 5 – ствол сменного наконечника (разные диаметры); 6 – мундштук (разные диаметры для разных толщин металла); 7 – газосварочное пламя.
Последовательность открытия вентилей
Зажигание: открывается кислород, затем ацетилен, зажигается;
Гашение: закрывается ацетилен, затем кислород. (Иначе – «обратный удар»).
Строение ацетиленокислородного пламени
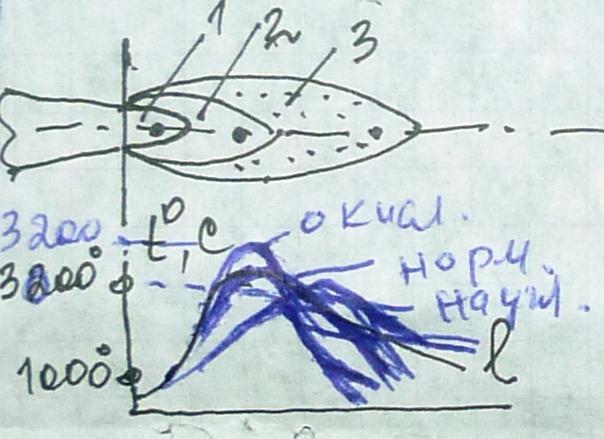
1 – ядро, нерабочая часть пламени. Частичный распад ацетилена С2H2 = 2С+H2; to = 1000oC; 2 – сварочная зона, 3200 oC. Первая стадия сгорания ацетилена за счет кислорода из баллона: С2H2+О2 = 2СО+H2О.
На 1 объем ацетилена требуется 2,5 объема кислорода.
Технологические свойства газового пламени

Нормальное пламя О2/С2Н2 = 1,1…1,2
Используется для сталей, чугунов, цветных металлов.
Науглероживающее пламя О2/С2Н2 < 1,1
Используется для высокоуглеродистых сталей и чугунов. Насыщение металла углеродом.
Окислительное пламя О2/С2Н2 > 1,2
Используется для латуни, чтобы образовывалась окисная пленка, препятствующая выгоранию цинка из латуни
.
Ацетиленовый генератор: (плакат ГНВ1.25)
Предназначен для получения ацетилена при взаимодействии карбида кальция с водой. Карбид – это сплав кальция с углеродом: CaO+3C = CaC2+CO, т.е. негашеная известь + кокс = карбид кальция + окись углерода).
CaC2 + 2 H2О = С2Н2 + Ca(ОН)2 +127,3 кДж/моль (ацетилен+гашеная известь)
Вода в трубке 7 омывает корзину с карбидом кальция. Выделяется газообразный ацетилен, он собирается, вытесняя воду. Через водяной затвор ацетилен поступает в шланг, давление его падает, вода снова поступает в корзину и т.д.
Водяной затвор (2 схемы на плакате)
Препятствует проникновению при обратном ударе ацетилено-кислородного пламени в генератор с ацетиленом.
Причины обратного удара: 1) касание грелкой изделия; 2) засоренность мундштука при работе; 3) малое давление газа на выходе, когда пламя засасывается в шланг (это главная причина).
При поступлении пламени в водяной затвор давление повышается. Вода поступает в трубку, которая ведет к генератору, перекрывая доступ туда пламени, одновременно вода освобождает предохранительную трубку, через которую пламя выходит в атмосферу.
Газовый редуктор (плакат верхний эскиз с перечнем элементов)
- понижает давление газа с баллонного до рабочего (со 150 атм. до 5);
- регулирует давление газа в горелке в зависимости от внешнего возмущения;
- поддерживает давление газа в грелке постоянным.
В редукторе теряется часть кинетической энергии – газ поступает из камеры малого объема в камеру большего объема.
Грубая регулировка производится винтом, плавная – за счет пружин. При вворачивании винта клапан приоткрывается, давление в камере повышается, и наоборот.
В процессе газовой сварки должно быть:
-
Мощность пламени = const;
-
Скорость передвижения пламени вдоль детали Vcв = const;
-
Количество расплавленного присадочного прутка вдоль шва = const.
2.Оборудование и приборы
Баллоны кислородный и ацетиленовый
Редукторы кислородный и ацетиленовый
Сварочные горелки со сменными наконечниками
Газовые резаки и шланги
Плакаты по газовой сварке со схемами газовых генераторов, предохранительных затворов, редукторов
Стол для газовой сварки
3.Порядок выполнения работы
Изучение техники безопасности. Изучение представленного оборудования по имеющимся образцам. Разбор и сбор газовых горелок и резаков. Детальное изучение действия оборудования по плакатам. Выбор диаметров сварочной проволоки, сварочных наконечников по таблицам. Определение мощности пламени и скорости сварки. Изучение всех режимов и способов газовой сварки по плакатам и пособиям газосварщика.
Ацетиленокислородная резка
Сущность процесса: сгорание раскалённого металла в струе кислорода и удаление этой струёй жидких окислов.
Условия для ацетиленокислородной резки:
1.У металла должно быть t0 горения< t0плавления. Например, сталь плавится при 15390С а сгорает при 1300 – 1400о в струе кислорода. Чугун подобным способом резать нельзя, поскольку у него температура воспламенения выше температуры горения.
2.Температура плавления окислов должна быть ниже температуры плавления металла, иначе окислы не будут выдуваться струёй кислорода.
3.Теплопроводность металла не должна быть высокой. Поэтому медь, алюминий и их сплавы поддаются только кислородно-флюсовой резке.
4.Образующиеся при сгорании металла шлаки должны быть жидкотекучими, тугоплавкие и вязкие шлаки не выдуваются кислородной струёй из полости реза. Поэтому чугуны поддаются только кислородно-флюсовой резке.
5.Количество теплоты, выделяющееся при сгорании металла в струе кислорода, должно быть достаточным для поддержания процесса резки.
Схема ацетиленокислородного резака
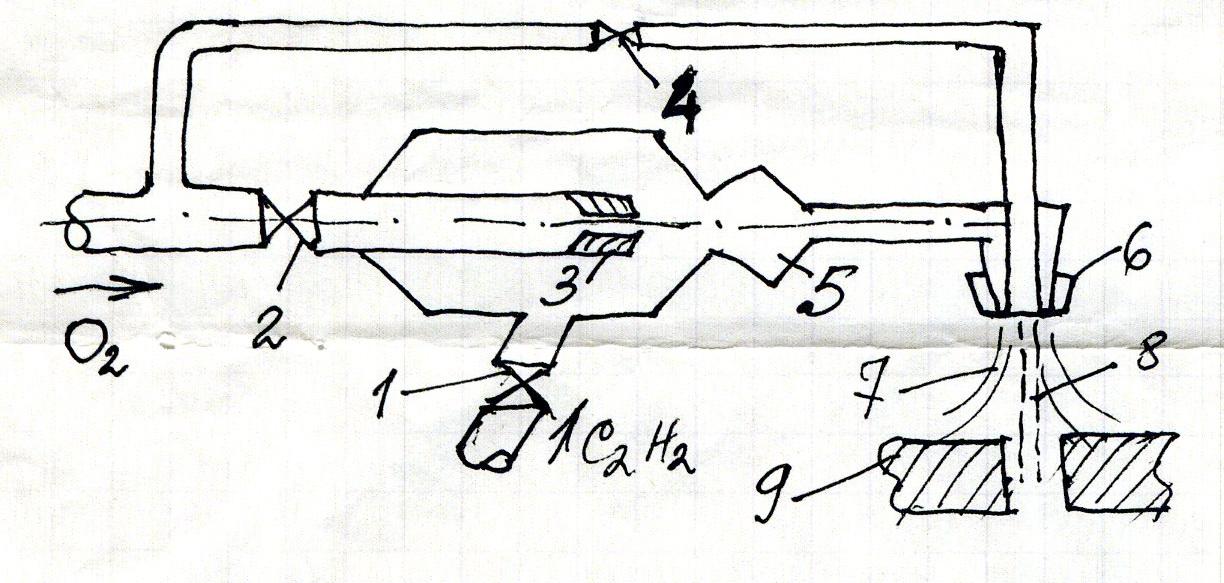
1 – вентиль подачи ацетилена; 2 – вентиль подачи подогревающего кислорода; 3 – инжектор; 4 – вентиль подачи режущего кислорода; 5 – смесительная камера; 6 – мундштук; 7 – подогревающее пламя; 8 – струя режущего кислорода; 9 – заготовка.
Процесс резки стали: 1) открывается вентиль 2 затем 1; 2) зажигается пламя; 3) разогревается край заготовки до 1200 – 13500С; 4) открывается вентиль 4; 5) металл сгорает в струе кислорода и выдувается из среза. Ширина реза 3 – 5мм.
Выводы
Наиболее широко при газовой сварке используется нормальное пламя. Диаметр сварочной проволоки(d)и номер наконечника газовой горелки (N)выбирают в зависимости от толщины (S) свариваемого изделия.
|
номер наконечника горелки |
000 |
00 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
толщина свариваемой низкоуглеродистой стали, мм |
0,05- -0,1 |
0,1- -0,25 |
0,2- -0,5 |
0,5- -1,0 |
1,0--2,0 |
2,0-4,0 |
4,0-7,0 |
7,-11 |
11-17 |
17-30 |
30-80 |
св. 80 |
Скорость газовой сварки ориентировочно определяется также в зависимости от толщины (S) свариваемого изделия.
Правый способ сварки с перемещением горелки слева направо используют при толщине металла более 3мм с разделкой кромок, d=S|2+1(мм). Левый способ сварки применяют при толщинах до 3мм, d=S|2(мм). Качество шва при правом способе сварки выше, чем при левом, так как металл лучше защищё факелом пламени. Вертикальные и горизонтальные швы на вертикальной плоскости выполняют правым способом.
Ацетиленокислородная резка стали основана на процессе сгорания стали в струе кислорода и не обеспечивает аккуратность и точность реза металла.