

2.4. Разработка процесса газовой сварки
Попытки использовать горючие газы для сварки металлов плавлением (без ковки), вероятно, делались многократно. Но необходимые для этого температура пламени и концентрация теплоты достигаются только при сжигании горючих газов (или паров горючих жидкостей) в смеси с кислородом. Поэтому газовая сварка не могла найти применение раньше, чем появилась возможность получать в промышленных масштабах технически чистый кислород.
Одновременно с поиском газов работали и над созданием надёжной аппаратуры для сварки. В первую очередь необходимо было сконструировать горелку, обеспечивающую хорошее смешение горючего газа с кислородом, высокую концентрацию теплоты на выходе из
сопла и взрывобезопасность (ацетилен в 1870 г. считался хорошим взрывчатым газом, что подтвердилось несколькими катастрофическими взрывами).
Одной из первых (1847 г.) заслуживающих внимания конструкций была горелка американского изобретателя Р. Хейра для получения водородно-кислородного пламени. В 1850 г. во Франции С. К. Девиль создал горелку, в которой водород и кислород смешивались ещё до выхода наружу (подобная схема применяется и в современных сварочных горелках). Температура кислородно-водородного пламени достигала 2600 °С.
Тем временем в поле зрения техников попадает ацетилен - газ, теплота сгорания которого в несколько раз больше теплоты сгорания водорода, а температура пламени в смеси с кислородом достигает 3200 °С. Ещё в 1836 г. ацетилен получали из карбида кальция, разлагавшегося в воде. Но в то время карбид кальция—дорогое химическое соединение, получаемое в лабораторных условиях. И только в 1892 г, когда был разработан процесс электрической выплавки карбида кальция при взаимодействии негашеной извести с коксом СаО + ЗС = СаС2 + СО,
себестоимость карбида кальция снизилась в тысячу раз, что позволило начать его широкое применение для получения ацетилена.
В 1895 г. французский исследователь Анри Ле Шателье отметил, что кислородно-ацетиленовое пламя не только имеет высокую температуру, но и не окисляет расплавленного железа. Именно такое пламя было необходимо для сварки. Горелки, в которых кислород и ацетилен смешивались снаружи, по выходе из сопла, оказались не-работоспособными. При горении образовывался твёрдый плотный нагар углерода, засорявший газовый канал.
Французский инженер Ш. Пикап рискнул смешать оба газа в горелке, до выхода из мундштука, подобно тому, как это делал Девиль с кислородом и водородом. Такая конструкция требовала подачи ацетилена под давлением, и горелки работали, когда газ подавался из баллонов.
При транспортировке сжиженного ацетилена в баллонах зачастую происходили взрывы, и это тормозило внедрение газовой сварки. Последнее препятствие преодолел А. Ле Шателье, предложивший помещать раствор газа в ацетоне в пористое тело. Баллоны наполняли губкой, а потом заливали ацетон и накачивали ацетилен.
Теперь для широкого промышленного применения газовой сварки необходимо было найти способ получения дешёвого кислорода. И с этой проблемой справился немецкий физик и инженер К. Линде. В 1885 г. он сконструировал и построил первую в мире промышленную установку для получения жидкого воздуха, а в 1902 г. создал ректификационный аппарат для разделения воздуха на компоненты. Это открыло дорогу широкому применению кислорода в технике.
Таким образом, к началу XX столетия трудами многих учёных и изобретателей был создан ещё один способ сварки металлов - ацетилено-кислородная сварка. Она не нуждалась в больших затратах электрической энергии; газосварочные установки были автономны, подвижны, несложны в эксплуатации. Серьёзным преимуществом этого способа по сравнению со способами Бенардоса и Славянова была возможность просто и эффективно улучшить качество металла шва, защитив пламенем зону сварки от воздействия воздуха.
Особенно много сторонников газовой (автогенной) сварки было во Франции и Германии. Здесь усиленно совершенствовали горелки, газовые генераторы для получения ацетилена, клапаны, редукторы, исследовали причины дефектов, выбирали оптимальные режимы сварки и формы разделки кромок.
В России газовая сварка освоена в 1906 г. Она применялась для исправления брака литья, для изготовления неответственных деталей машин, при ремонте изделий из низкоуглеродистой стали, меди и чугуна, в железнодорожных мастерских. К началу 20-х г. XX в. в сварочном производстве преобладала газовая сварка. Работало несколько заводов по производству кислорода. Газовую сварку применяли для сооружения магистральных нефтепроводов в 1926-1935 г. В 1926 г. было создано русско-американское акционерное общество «Рагаз», основная задача которого заключалась в развитии газовой сварки в СССР. Начался выпуск горелок, резаков, редукторов, ацетиленовых генераторов.
Для полной победы газа над дугой не хватало только увеличения скорости сварки. И тут оказалось, что у газовой сварки почти нет резерва, что из неё больше нечего «выжать» - ни мощность, ни концентрация пламени «не желали» повышаться. А при дуговой сварке
проблема увеличения скорости решалась путём увеличения силы тока дуги (разумеется, до определённого предела). Но пластичность металла шва, полученного дуговой сваркой, была низкой, что зачастую сводило на нет все
преимущества данного метода.
Сущность процесса газовой сварки заключается в следующем: кислород и

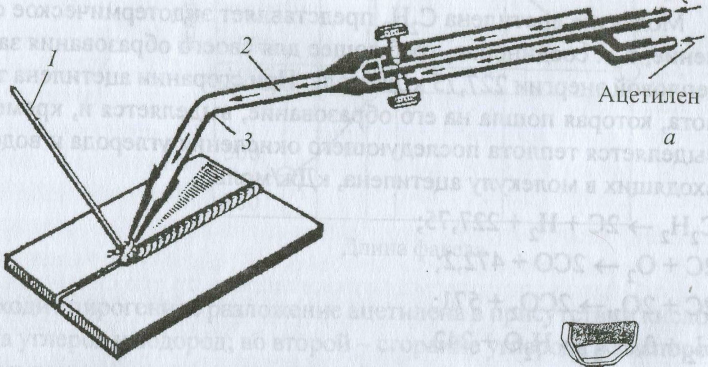 Рис.
2.9. Ацетиленокислородная газовая сварка:
Рис.
2.9. Ацетиленокислородная газовая сварка:
а - схема газовой сварки; б - комплект газосварщика; в - передвижной пост газовой сварки; 1 - присадочная проволока; 2 - горючая смесь; 3 –наконечник
ацетилен подаются в газовую горелку по резиновым шлангам, а на выходе из сопла горелки образуется пламя, мощность и состав которого можно регулировать, изменяя расход газа и соотношение между поступающими кислородом и ацетиленом. Схема ацетиленокислородной горелки с двойной регулировкой поступающих газов, а также комплект газосварщика и общий вид передвижного газосварочного поста приведены на рис. 2.9.
Ацетилен - это газ немного легче воздуха с характерным резким запахом. Основным способом получения ацетилена для газопламенной обработки является взаимодействие карбида кальция с водой
СаС2 + 2Н2О = С2Н2 + Са(ОН)2.
Молекула ацетилена С2Н2 представляет эндотермическое соединение, т. е. соединение, требующее для своего образования затраты тепловой энергии 227,75 кДж/моль. При сгорании ацетилена та теплота, которая пошла на его образование, выделяется и, кроме того, выделяется теплота последующего окисления углерода и водорода, входящих в молекулу ацетилена, кДж/моль:
С2H2=2С + Н2 + 227,75 кДж/моль:
2C+ О2=2СО + 472,2 кДж/моль:;
2C+2О2 = 2CО2 + 571 кДж/моль:
H2 + 0,5 О2 = Н2О + 242 кДж/моль:
Поэтому ацетиленокислородное пламя имеет высокую температуру (более 3000 °С).
Ацетилен - опасный газ, так как образует с воздухом взрывчатые смеси (от 2,3 до 82 % ацетилена по объёму).
Ацетилен можно получать на месте сварочных работ в аппаратах, называемых генераторами, или в баллонах, в которых он находится в сжатом состоянии. Баллоны заправляют централизованным путём на ацетиленовых станциях. Газ в баллонах находится над жидким раствором ацетилена в ацетоне под давлением 1,5-1,8 МПа. Баллоны с кислородом окрашены в синий цвет, и штуцер для редуктора у этих баллонов имеет правую резьбу, чтобы его не перепутать с каким-либо другим баллоном. Необходимо оберегать баллоны с кислородом, подающую систему и редуктор от попадания масла, так как это может привести к взрыву.
Ацетиленокислородное пламя (рис. 2.10) состоит из трёх зон: ядра 7, восстановительной (средней) зоны 2 и факела 3. В первой зоне
Р ис.
2.10. строение нормального газового
пламени и распределение температуры
по его длине
ис.
2.10. строение нормального газового
пламени и распределение температуры
по его длине
происходит пирогенное разложение ацетилена в присутствии кислорода на углерод и водород; во второй - сгорание углерода в кислороде, поступающем из горелки; в третьей—дальнейшее окисление продуктов реакций горения и разложения (СО и Н2) кислородом, подсасываемым из окружающей среды. Максимальная температура развивается в средней зоне, в которой и располагают свариваемый металл (см рис. 2.10).
Если объём поступающего в горелку кислорода примерно равен объёму поступающего ацетилена, то суммарное уравнение горения можно записать в виде : С2Н2 + О2 = 2СО + Н2О.
В этом случае металл не окисляется, а наоборот, окисленный металл может восстанавливаться водородом и оксидом углерода. Такое пламя называют нормальным (рис. 2.11); оно сохраняет восстановительные свойства даже при некотором избытке кислорода.
Если объём кислорода меньше объёма ацетилена, то при сгорании ацетилена останутся свободные атомы углерода, которые будут повышать содержание углерода в поверхностных слоях металла. Этим иногда пользуются, чтобы упрочнить поверхностные слои изделия.
Если пламя содержит избыток кислорода, то оно сильно окисляет металл. Такое пламя, называемое окислительным, и применяют обычно только для подогрева металла.
В настоящее время газовую сварку применяют для соединения стальных деталей и узлов небольшой толщины. Её можно применять для сварки сплавов цветных металлов с использованием флюсов, которые способствуют растворению образующихся оксидов. Сварка ацетиленокислородным пламенем эффективна в ремонтных работах. Однако это — малопроизводительный процесс, требующий высокой квалификации сварщика. В промышленности газовая сварка практически вытеснена другими, более прогрессивными способами.