

4. Средства технологической оснастки для ручных методов сварки
К ручным методам сварки металлов относятся сварка покрытыми электродами, сварка в защитных газах неплавящимся (вольфрамовым) электродом, ручная газовая сварка и ручная плазменная резка и строжка.
При сварке покрытыми электродами применяются электрододержатели.
По конструкции они различаются на винтовые, пластинчатые, вилочные, пружинные. На рис. 11 представлен пружинный электрододержатель, который присоединяется к гибкому многожильному кабелю марки ПРГД или ПРГДО, изготовленному по ГОСТ 6731-77. Кабель сплетен из большого количества проволок диаметром 0,18 - 0,2 мм. Связь свариваемого изделия со вторым полюсом источника тока осуществляется посредством такого же кабеля.

Рис. 11. Электрододержатель ЭП:
1 – защитный пружинный колпачок; 2 – пружина;
3 – рычаг с верхней губкой; 4 – теплоизоляция; 5 – нижняя губка;
6 – конус резьбовой втулки крепления сварочного кабеля
При ручной сварке в защитных газах неплавящимся электродом применяются горелки, общий вид и устройство которых представлены на рис. 12.
Подобных горелок на токи от 100 до 500 А существует много типов. Основные различия их состоят в том, что у горелок на токи до 300 А корпуса головок (см. рис. 10) и сопла охлаждаются защитным газом, поступающим в горелку, а на токах свыше 300 А эти элементы охлаждаются водой, подводимой в горелку.
Рис. 12. Электрододержатель для сварки неплавящимся электродом: 1 – колпачок; 2 – газовый вентиль; 3 – корпус;
4 – газо- и токопроводящие коммуникации; 5 – сопло
Кроме горелок при ручной сварке активных в нагретом состоянии металлов, таких, как титан, ванадий, и т. д. применяются устройства для защиты, разогретой до высоких температур лицевой и тыльной части шва. В разделе «Дуговая сварка в защитных газах» представлены устройства, применяемые для защиты тыльной части шва (см. рис. 00). Устройства для защиты остывающей лицевой части шва укрепляются на сопло таким образом, чтобы между началом устройства, прилегающим к шву, и соплом не существовало свободного промежутка.
Для ручной газопламенной сварки и правки конструкции применяются газовые горелки.
Газовые горелки классифицируются:
По способу подачи газа в смесительную камеру: на инжекторные и безинжекторные.
По роду горючих газов: на ацетиленовые, ацетилено – заменительные и жидкостные.
По мощности пламени: на микромощные – 10 – 60 дм³/час ацетилена, малой мощности – 25 – 700 дм³/час, средней мощности – 50 – 2800 дм³/час, большой мощности – 2800 – 7000 дм³/час.
По назначению: на универсальные (сварка, пайка, наплавка, подогрев) и специальные (только для сварки или подогрева, или закалки).
По количеству пламени: на однопламенные и многопламенные.
По способу применения: на ручные и машинные.
Инжекторные и безинжекторные горелки отличаются друг от друга конструкцией камеры смешения кислорода с горючим газом. Конструкции этих камер приведены на рис. 13.
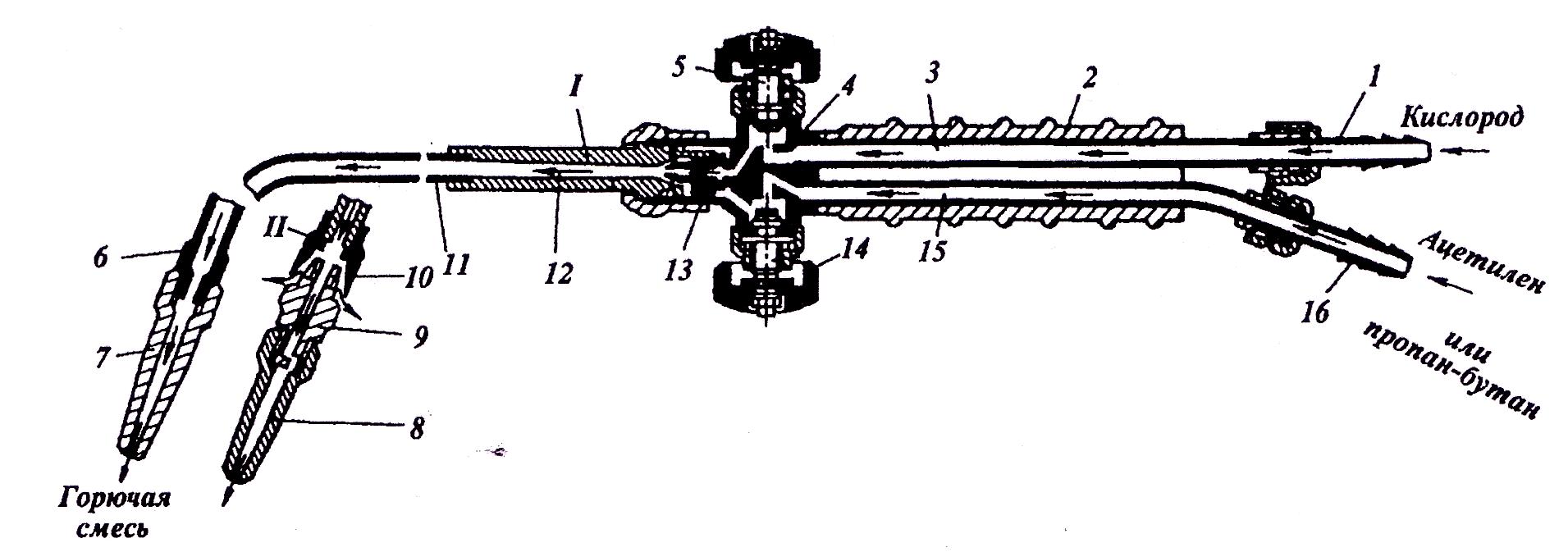
Рис. 13. Горелка инжекторная: 1 – кислородный ниппель;
2 – рукоятка; 3 – кислородная трубка; 4 – корпус;
5 – регулирующий кислородный вентиль; 6 – ниппель наконечника; 7 – мундштук ацетиленокислородной горелки;
8 – мундштук пропан-бутан-кислородной горелки; 9 – штуцер;
10 – подогреватель; 11 – трубка для подачи горючей смеси;
12 – смесительная камера; 13 – инжектор; 14 – регулирующий вентиль горючего газа; 15 – трубка для подачи горючего газа;
16 – ниппель горючего газа; I – сменный наконечник для ацетиленокислородной горелки;
II – то же для пропан-бутан-кислородной горелки
Из рисунка видно, что у инжекторных горелок расход горючего газа регулируется за счет падения статического давления в струе кислорода. В безинжекторной горелке расход горючего газа регулируется вентилем. Недостатком инжекторных горелок является их чувствительность к подогреву в процессе сварки мундштука и смесительной камеры (см. рис. 13). Это способствует обогащению смеси кислородом, возникновению хлопков и обратных ударов. Как видно из рис. 13, горелка комплектуется двумя мундштуками – однопламенным для ацетиленового пламени и двухпламенными для пропан-бутанового пламени.