

38.Системы охлаждения контактных машин : назначение и их краткая характеристика.
Для уменьшения сечения токоведущих элементов вторичного контура в 2-10 раз при сохранении допустимой плотности тока эти элементы охлаждаются поточной водой. Особенно интенсивно охлаждают водой сварочные электроды, гибкие жильные кабели подвесных машин, ролики шовных машин, свечи, вторичный виток трансформатора, хоботы точечных машин,колодки стыковых машин.
Для безопасной работы с игнитронными лампами их охлаждают водой. Без принудительного охлаждения эти лампы, содержащие 100…500 г ртути, разрушаются, ртуть попадает в помещение, создает серьезную аварийную ситуацию, требующую остановки производства на несколько суток до полного удаления ртути и ее паров при помощи раствора хлорида железа.
Известны три принудительные системы охлаждения контактных машин:

1)Разомкнутая, т.е. с постоянным сливом воды в канализацию;
2)Полуразомкнутая, в которой часть воды после охлаждения элементов вторичного контура сливается в канализацию, а часть циркулирует между элементами вторичного контура и сливным баком;
3)Замкнутая с охлаждением воды в теплообменнике (холодильнике).
Известны полуразомкнутые системы с многократным использованием воды и ее охлаждением путем разбавления более холодной водой. Такая система предусматривает химическую стабилизацию воды.
В принудительных системах охлаждения индивидуально для каждой контактной машины могут быть предусмотрены три схемы разводки воды:
последовательная, при которой вода поступает от одного элемента к другому, постепенно нагреваясь до 80° C;
параллельная, при которой каждый элемент контура охлаждается самостоятельно и расход воды увеличивается пропорционально числу охлаждаемых элементов;
смешанная, при которой часть элементов охлаждается последовательно, часть – параллельно.
Для контроля за протоком воды в системе охлаждения применяется реле, принцип действия которого позволяет контролировать расход заданного количества воды.
К охлаждающей воде предъявляются требования : вода должна быть технической, оборотной, с показателями качества по электропроводимости, карбонатной жесткости, по мутности, по температуре на входе и выходе.
39. Приводы сжатия свариваемых деталей: назначение и их краткая характеристика.
Наиболее распространенные приводы сжатия точечных машин это:
1)пневматические
2)гидравлические (питание производится от насосных масляных станций)
3)пневмогидравлические (вместо гидронасосной станции применяется пневмогидропреобразователь)
4)механические
5)электромагнитные( питание производится от источника постоянного тока напряжением 36 В)
1)Пневматический привод обеспечивает плавное регулирование величины рабочего хода в пределах 10…30 мм и усилия сжатия от 2000 до 20000 Н, быструю установку раствора электродов до 150 мм, плавную скорость опускания верхнего электрода со скоростью 5…30 мм/с, быстродействие до 120 сварок в минуту, универсальность.

Состоит из :
пневмоцилиндра с поршнями и силовым штоком
электропневматического клапана
лубрикатора
регулятора давления
фильтра
трехходового крана
дросселирующих клапанов
ресивера
вентиля
глушителя
Большинство точечных, рельефных и шовных машин имеют пневматический привод рабочего хода верхнего электрода.
2)В конструкциях гидравлических приводов сжатия используют цилиндры с поршнем. Их схема и работа практически не отличаются от пневматических приводов. Питание привода производится от насосной станции, а рабочим телом, создающим давление, является масло.
3)В пневмогидравлических приводах вместо насосной станции используют пневмогидропреобразователь, в котором сжатие жидкости (воды), подаваемой в гидроцилиндр привода сжатия, производится за счет усилия, создаваемого поршнем при подаче в полость пневмогидропреобразователя сжатого воздуха.
5)Электромагнитные
приводы сжатия(ЭПС)
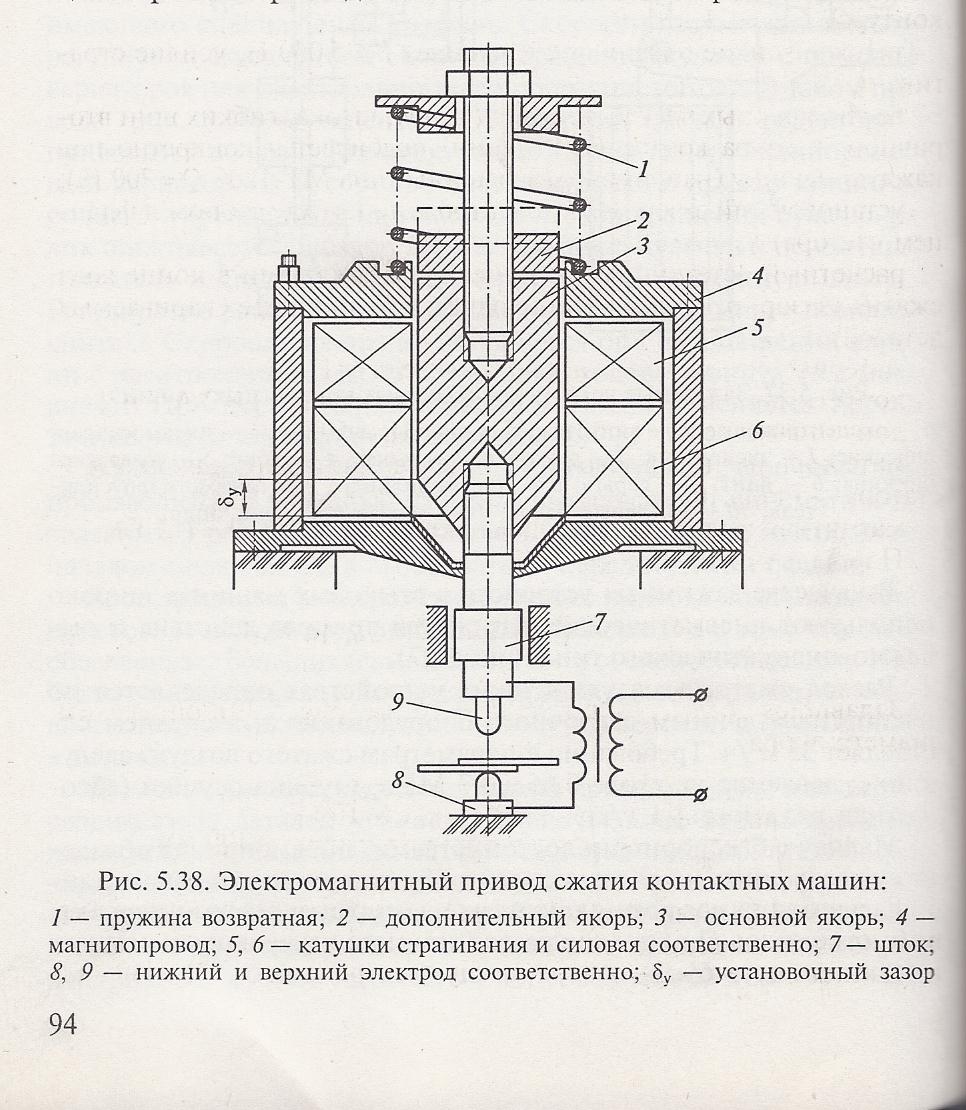 в последнее время находят все большее
распространение, так как лишены всех
недостатков, присущих пневматическому
приводу. Среди всего разнообразия для
контактных машин наиболее приемлемы
ЭПС постоянного тока со втягивающимся
якорем.
в последнее время находят все большее
распространение, так как лишены всех
недостатков, присущих пневматическому
приводу. Среди всего разнообразия для
контактных машин наиболее приемлемы
ЭПС постоянного тока со втягивающимся
якорем.
Приводы зажатия стыковых машин предназначены для сжатия свариваемых деталей усилием, исключающим проскальзывание последних в губках машины при осадке, и создания стабильного электрического контакта при подводе сварочного тока к деталям.
Из конструкций зажимных устройств для контактной сварки наиболее распространены ручное рычажное устройство с пружинным приводом сжатия, эксцентриковое ручное устройство, винтовое устройство.
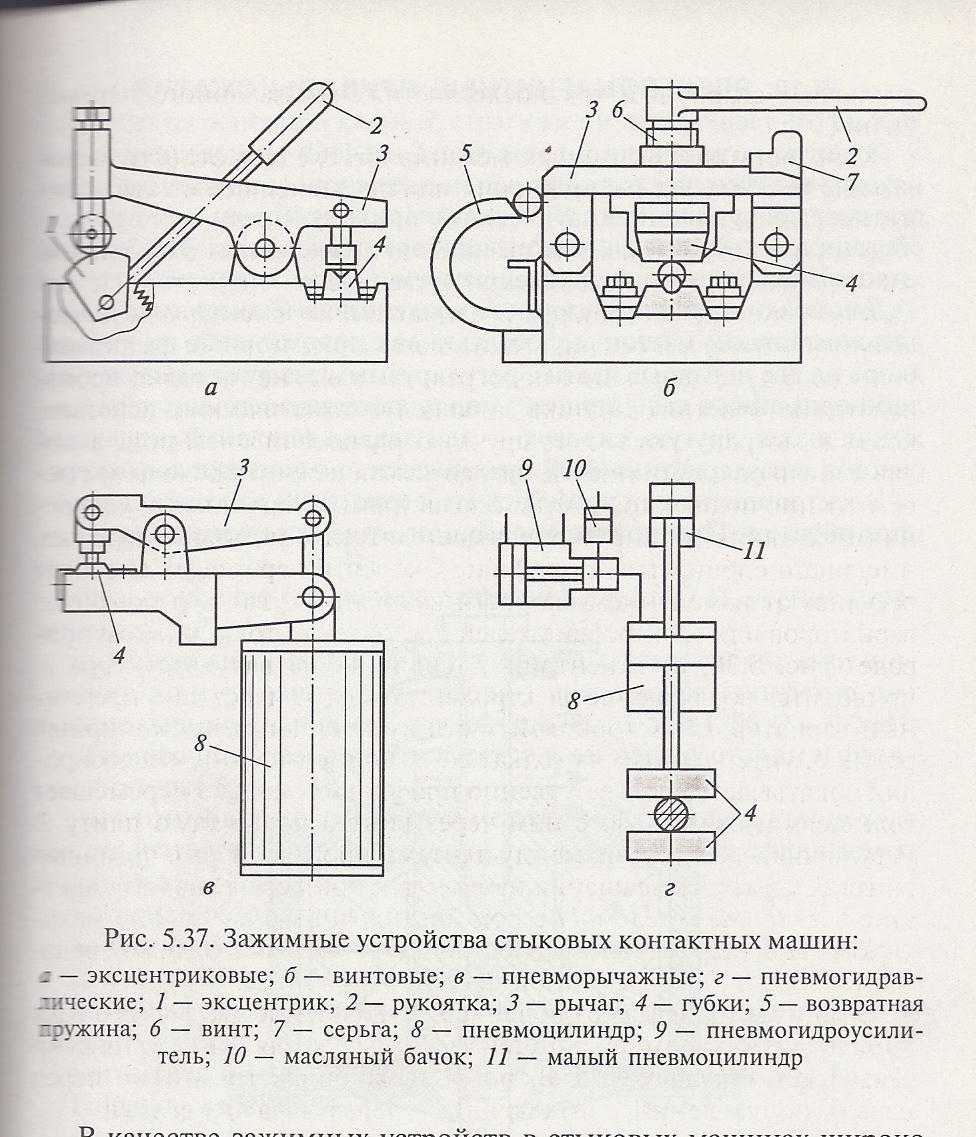
В качестве зажимных устройств в стыковых машинах широко используют пневматические устройства прямого действия и рычажно- пневматического типа.
Наряду с бесспорными достоинствами, пневмопривод обладает существенными недостатками:
требуется компрессорная станция
требуются элементы воздухоподготовки
требуется электропитание для управление клапанами
при выходе уровень шума достигает более 85 дБ