

Содержание отчета.
1. Тема лабораторной работы.
2. Цель занятия.
3. Рисунок блок схемы полуавтомата KEMPPY FP-5(PS 3500, FU 20).
4. Таблица экспериментально подобранных параметров, 5. оптимального режима сварки, на полуавтомате KEMPPY FP-5 (таблица 9).
6. Выводы – оценка особенностей конструкции изучаемого сварочного полуавтомата.
Таблица 9. Параметры оптимального режима сварки.
Толщина металла |
Диаметр электрода |
Сварочный ток |
Напряжение на дуге |
Скорость подачи проволоки |
Скорость сварки |
мм |
мм |
А |
В |
м/час |
м/час |
|
|
|
|
|
|
Контрольные вопросы. Назначение различных узлов сварочного полуавтомата и способы регулировки режима сварки.
Литература:
Акулов А.И., Бельчук Г.А., Демянцевич В.П. «Технология и оборудование сварки плавлением». – М.: Машиностроение, 1977, - 432 с.
Думов С. И. Технология электрической сварки плавлением — Учебник для машиностроительных техникумов. — 3-е изд., перераб. и доп. — Л.: Машиностроение. Ленингр. отделение, 1987. — 461 с.: ил.
Справочник сварщика/Под ред. В. В. Степанова.— 4-е изд., перераб. и доп. — М.: Машиностроение, 1982.— 560 с., ил. (Серия справочников для рабочих).
ЛАБОРАТОРНАЯ РАБОТА N 6
ИЗУЧЕНИЕ ОБОРУДОВАНИЯ ДЛЯ СВАРКИ В СРЕДЕ ИНЕРТНЫХ ГАЗОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Аргонодуговая сварка – дуговая сварка, при которой в качестве защитного газа используют аргон. Применяют аргонодуговую сварку неплавящимся вольфрамовым и плавящимся электродами. Аргонодуговая сварка вольфрамовым электродом может быть ручной и автоматической. Сварка возможна без подачи и с подачей присадочной проволоки. Этот процесс предназначен главным образом для металлов толщиной 3 – 4 мм. Большинства металлов сваривают на постоянном токе прямой полярности. Сварку алюминия, магния и бериллия ведут на переменном токе.
Импульсно – дуговая сварка вольфрамовым электродом заключается в применении в качестве источника теплоты импульсной (пульсирующей) дуги с целью концентрации во времени теплового и силового воздействия дуги на основной и электродный металл. При стесненном теплоотводе полнее используется теплота на расплавление основного металла, чем при сварке постоянной дугой.
Дуга пульсирует с заданным соотношением импульса и паузы. Сплошной шов получается расплавлением отдельных точек с определенным перекрытием. Изменяя параметры режима импульсно – дуговой сварки, можно в широких пределах изменять кристаллизацию металла и таким образом влиять на свойства сварных соединений. Технологические преимущества сварки импульсной дугой вольфрамовым электродом в наибольшей степени проявляются при сварке тонко листовых материалов: практически отсутствуют дефекты формирования шва, провисание и подрезы, улучшаются условия формирования шва в различных пространственных положениях, снижаются требования к квалификации сварщика при ручной сварке.

Рисунок20. Блок-схема установки для сварки неплавящимся электродом в инертных газах с автоматом АДГВ.
Блок-схема установки для сварки неплавящимся электродом в инертных газах представлена на рис. 20, где: 1 - газовая аппаратура (см. лабораторную работу № 5); 2 - источник питания сварочной дуги ВСВУ-315; 3 - горелка ЭЗР-2-54; 4 - самоходный сварочный автомат АДСВ-5; 5 - пульт дистанционного управления.
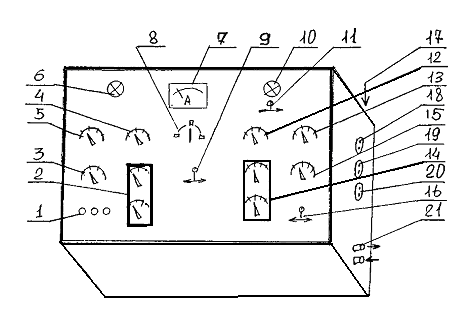
Рисунок 21. Схема пульта управления источника питания ВСВУ-5.
Схема пульта управления источника питания ВСВУ-5 представлена на рис. 21, где: 1. Блок предохранителей; 2 - импульс тока (время); 3 - дежурный ток (величина); 4 - нарастание тока импульса (величина); 5 - фронт нарастания импульса тока (время); 6 - ламп очный индикатор (включения сети); 7 – амперметр; 8 - переключатель управления сварочным током (источник питания/ пульт ДУ/ автомат); 9 - переключатель тока (постоянный / импульсный); 10 - лампочный индикатор (включения охлаждения источника питания); 11 - переключатель управления (местное / дистанционное); 12 - заварка кратера (время); 13 - отключение защитного газа после сварки (время); 14 - пауза (время между импульсами тока); 15 - регулировка сварочного тока (величина); 16 - ступени трансформации (1,2); 17 - выключатель (пакетник); 18 - клемма подключения осциллятора; 19 - клемма подключения пульта ДУ; 20 - клемма подключения автомата; 21 - подвод охлаждающей проточной воды.
Цель работы. Изучить принцип работы и устройство оборудования для сварки в аргоне вольфрамовым электродом.
Оборудование, приспособление, инструмент.
Газовая аппаратура (см. лаб. Раб. № 5).
Источник питания сварочной дуги ВСВУ-315.
Горелка ЭЗР-2-54.
Пульт дистанционного управления.
Порядок выполнения работы.
Изучить методические указания по выполнению данной работы.
Под руководством преподавателя изучить основные узлы оборудования.
Выполнить блок-схему основных узлов установки, с указанием назначения каждого из них.
Составить отчет.
Содержание отчета.
Тема лабораторной работы.
Цель занятия.
Блок-схема основных узлов установки, с указанием назначения каждого из них.
Техническая характеристика источника питания.
Таблица выбранных параметров режима сварки.
Сделать выводы.
Таблица 10. Параметры оптимального режима сварки.
Толщина металла |
Диаметр электрода |
Сварочный ток |
Напряжение на дуге |
Скорость подачи проволоки |
Скорость сварки |
мм |
мм |
А |
В |
м/час |
м/час |
|
|
|
|
|
|
Контрольные вопросы. Назначение различных узлов сварочной установки и способы регулировки режима сварки.