

Обладнання та типи кованок
1. Штампування кованок на молотах
Штампування кованок виконують за допомогою підкладних і стаціонарно закріплених до бойків молота штампів за 3-5 ударів. Для штампування кованок використовують такі молоти: пневматичні, пароповітряні, фрикційні, гвинтові, гідравлічні, безшаботні із нижньою рухомою бабою тощо.
Штампування на молотах економічно доцільне на серійному виробництві. Крупногабаритні кованки масою вище 60 кг через обмежену потужність пресів можуть бути відштамповані тільки на важких штампувальних молотах. При штампуванні на молотах можна регулювати енергію удару, слабкі удари можуть бути нанесені з підвищеною частотою. Деформування в одному рівчаку відбувається за декілька ударів. Великі швидкості деформації при штампуванні на молотах сприятливо позначаються на заповненні складного рельєфу штампа.
Молоти мають малий ККД (до 30%). Вони неекономічні в експлуатації при виготовлені дрібних та середніх кованок. Висока вартість молотових установок пов’язана з використанням котельних або компресорних станцій та громіздких фундаментів.
Штампування на молотах характеризує невисока продуктивність праці, невисока точність розмірів кованок (допуск сягає декількох міліметрів), великі витрати металу на напуски від штампувальних ухилів внаслідок обмеженого застосування виштовхувачів.
Кількість та послідовність переходів штампування кованок на молотах в основному визначається складністю їх форми. За конструктивно-технологічною складністю форми гарячоштамповані кованки поділяють на чотири групи за зростанням їх складності. На молотах виготовляють кованки тільки перших трьох груп. На рис.4 (а,б,в) зображено приклад кованок відповідно першої, другої, третьої і четвертої груп складності.
а ) б)
) б)
Рис.4 (а,б): а) кованки першої групи складності, які штампують на молотах; б) кованки другої групи складності, які штампують на молотах;
2. Штампування кованок на кгшп
Особливістю конструкції КГШП є можливість створення великих зусиль штампування у нижній позиції шатуна від незначного крутного моменту приводу (рис.5). Ця обставина сприяє процесу штампування, в якому найбільший опір деформуванню металу виникає також у нижчій позиції верхньої половини штампа, коли досягає максимального значення об’єм металу, що деформується КГШП витіснили молоти і отримали розповсюдження в великосерійному та масовому виробництві кованок складної форми масою до декількох сотень кілограмів.
Переваги даного способу – висока точність форми та розмірів кованок, підвищений коефіцієнт використання металу, продуктивність праці коефіцієнт корисної дії основного устаткування, менша вартість кованок,
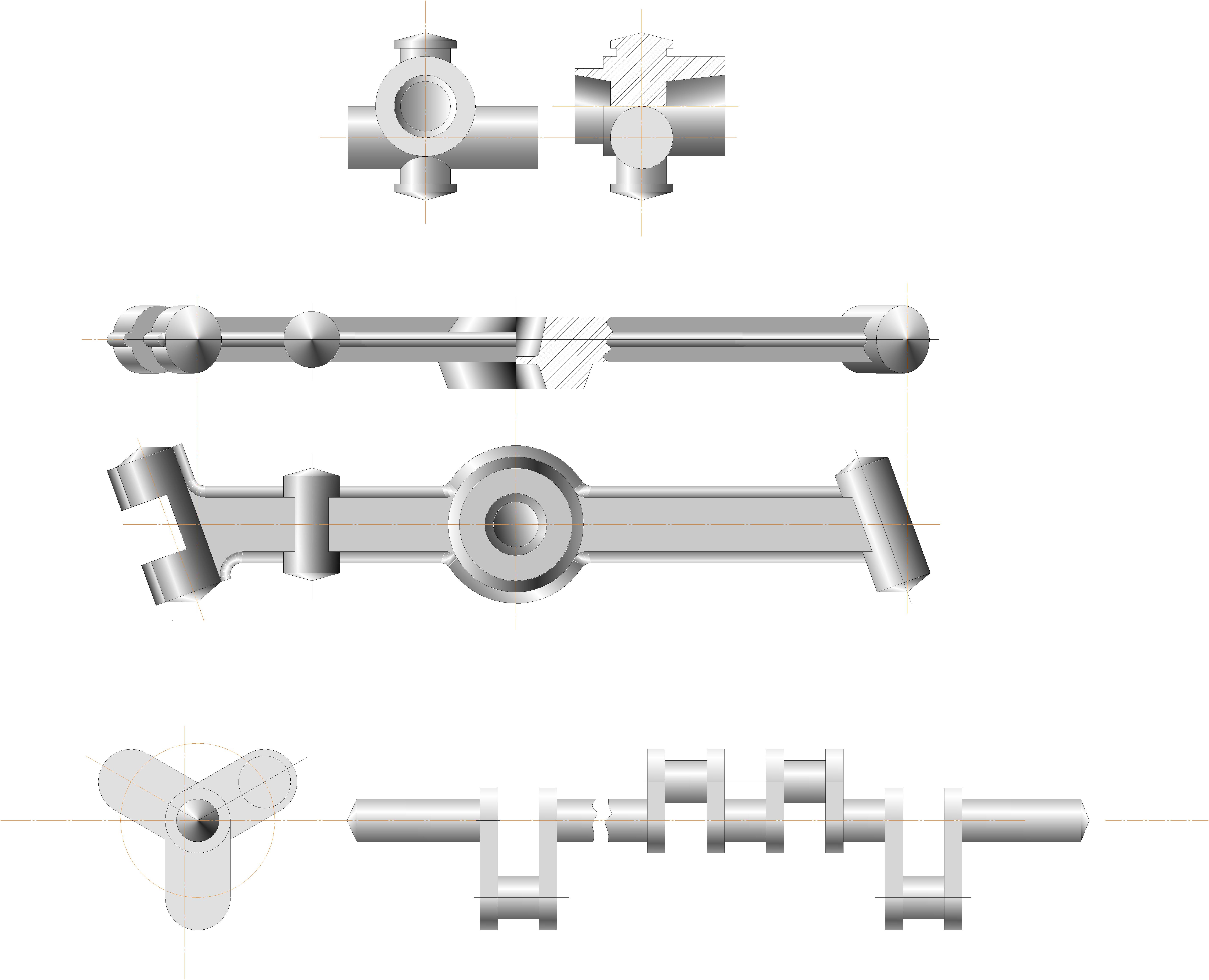
Рис.4 в. Кованки третьої та четвертої груп складності, які штампують на молотах.
відсутність ударних навантажень тощо.
При штампуванні на КГШП отримують кованки, більш близькі за формою до готової деталі (рис.6а,б) з точнішими розмірами (особливо по висоті), ніж при штампуванні на молотах. Досконаліша конструкція штампів забезпечує меншу величину зміщення половинок штампа, зменшення припусків (на 20…30%), напусків, штампувальних ухилів (в 2…3 рази), допусків, і як наслідок – підвищення коефіцієнта використання металу.
До числа основних недоліків КГШП відносяться їх висока вартість, менша універсальність, гірше заповнення глибоких порожнин металом через малу швидкість деформації, складніша конструкція, регулювання та експлуатація штампів.
На КГШП часто виконують такі операції штампування: осаджування, перетискування, вигинання, попереднє та остаточне штампування у відкритих та закритих штампах, штампування витисканням, калібрування, відрубування тощо. На рис. 7 представлено приклад кованок, які штампуються на КГШП.
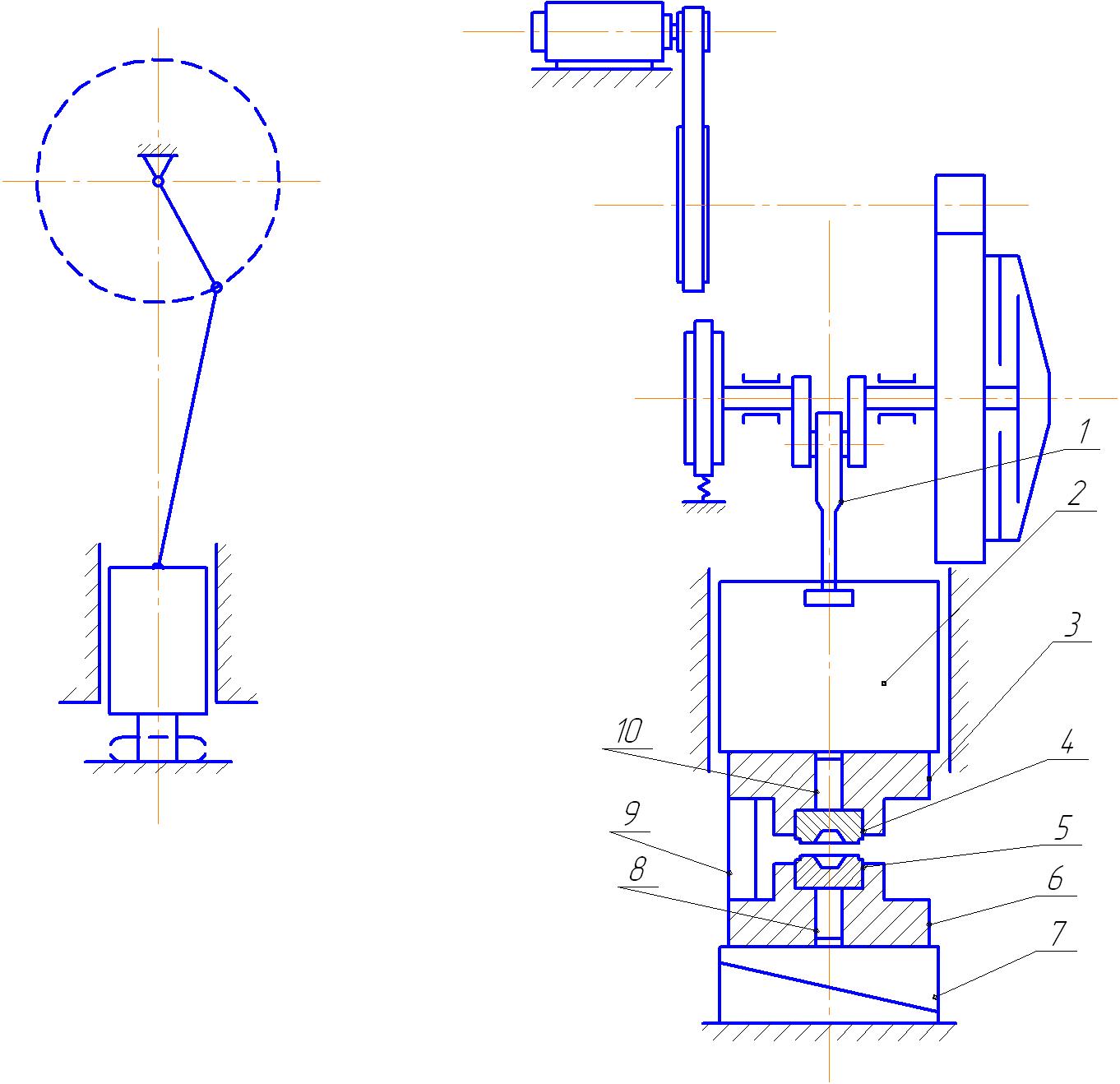
Рис.5. Схеми кривошипно-шатунного механізму (а) та КГШП (б):
1 – приводний механізм; 2 – повзун; 3, 6 – плити штампа; 4, 5 – рівчакові вклади штампа; 7 – стіл; 8 – виштовхував; 9 – напрямна колона.
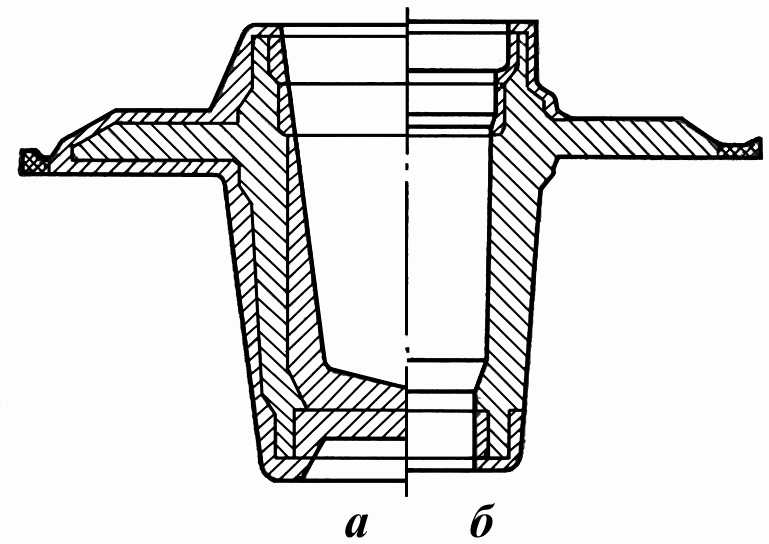
Рис. 6 (а,б) Заготовка деталі, отримана штампуванням на молоті (а) і на КГШП (б)