

2.2 Вибір виду і методу отримання заготівки
Деталь Вісь виготовлена зі сталі ОС ГОСТ 4728-96 відноситься до типу вал. Враховуючі тип виробництва крупносерійний пропонуємо наступні
методи отримання заготівки прокат і штамповка.
Вибираємо діаметр прокат для заданої деталі .
d= ;
(10)
;
(10)
де L - довжина деталі; мм
 D
- діаметр деталі; мм
D
- діаметр деталі; мм
 мм
мм
D=209мм [11] табл. 4 с 584
Ескіз заготівки показан на рисунку 2.
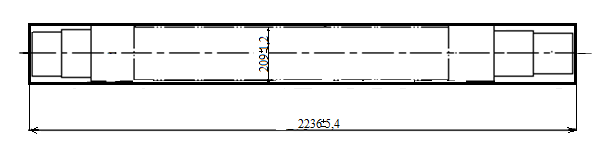
Рисунок 2 – Прокат
Припуск на довжину zL=1,5ˑzd =1,5ˑ7=10,5 мм, приймаємо zL=10 мм
Довжину прокату знаходимо за формулою :
Lзаг=Lдет+2zL (11)
де Lдет - довжина деталі; мм
Lзаг=2216+2ˑ10=2236 мм;
Розраховуємо масу заготівки за формулою:
m
=
 ;
(12)
;
(12)
де L – довжина прокату;мм
D – діаметр прокату ;мм
ɣ - питома вага сталі ;
ɣ=7,8ˑ10-6 кг
 ;
;
Визначаємо коефіцієнт використання матеріалу
 ;
(13)
;
(13)
де MЗ – маса заготівки ;кг
Розраховуємо вартість прокату за формулою:
Sпр=М+ΣСо.з ; (14)
де М- затрати на матеріал заготівки;
ΣСо.з.- технологічна собівартість операцій правки, калібрування, розрізання їх на штучні заготівки.
 ;
(15)
;
(15)
де Сп.з. - приведені затрати на робочому місці;
Тшт – штучний час виконання заготівельної операції.
Відрізання заготівки пилами – 1210 коп./час, фрезерно-центрувальна - 2500 коп./час.
М=Q·S-(Q-q)· ; (16)
; (16)
де Q - маса заготівки, кг;
q – маса деталі, кг;
S – вартість прокату, грн;
Sвідх - ціна однієї тони відходів, грн.
 М=608,7·1,8-(608,7-402)·
М=608,7·1,8-(608,7-402)· =1037,7
грн
=1037,7
грн
Відрізка :
То=0,19ˑD ;
(17)
;
(17)
де D - діаметр заготівки, мм;
То=0,19ˑ209
=8299ˑ10 хв.;
хв.;
Тшт
= ˑТо;
(18)
ˑТо;
(18)
де - коефіцієнт, який залежить від обладнання та виду виробництва;
То – основний час на обробку деталі, хв.;
 Тшт
=1,51ˑ8299ˑ10
=12,5
хв
Тшт
=1,51ˑ8299ˑ10
=12,5
хв
 грн.;
грн.;
Провка:
Тшт пров..=20 хв.
 грн.;
грн.;
Визначаємо загальну технологічну собівартість операцій правки, калібрування, розрізання їх на штучні заготівки.
Со.з= Со.з1+ Со.з2; (19)
Со.з=2,52+8,3=10,82 грн.
Sпр=1037,7+10,82=1048,52 грн.
Розраховуємо орієнтовану масу штамповки з урахуванням коефіцієнт використання матеріалу для багатосерійного типу виробництва за формулою:

(20)
 де
Кв.м. – коефіцієнт використання матеріалу
де
Кв.м. – коефіцієнт використання матеріалу
mд – маса деталі, кг
 кг.;
кг.;
Визначаємо групу складності деталі за коефіцієнтом складності:
 (21)
(21)
Де mф – маса геометричної фігури в яку вписується деталь
(22)

Так як Кс>0,63, група складності С1.
Визначаємо групу матеріалу. За умовою, якщо вміст вуглецю ≥0,4%, група сталі М2.
Визначаємо табличне значення припуску в залежності від маси заготівки, групи сталі, групи складності і якості обробки поверхні по ГОСТ 7505-84.
Приймаємо клас точності штамповки II.
Призначаємо припуск на заготівку – штамповка. Вихідні дані для розрахунку загальних припусків записуємо в таблицю 5.
Таблиця 5 – Розрахунок припусків і розмірів заготівки (штамповка)
Розмір деталі |
Клас точності
|
Шорсткість |
Припуск |
Допуск |
Розмір заготівки |
Ø130 |
6 |
1,25 |
2×6,5 |
+5,5 -3,0 |
Ø 143 |
Ø165 |
6 |
2,5 |
2×6,5 |
+5,5 -3,0 |
Ø178 |
Ø195 |
6 |
1,25 |
2×6,6 |
+6,0 -3,5 |
Ø208,2 |
Ø 172 |
|
2,5 |
2×6,6 |
+6,0 -3,5 |
Ø185,2 |
76 |
10 |
5 |
2,2 |
+5,0 -2,5 |
78,2 |
190 |
10 |
5 |
6,6 |
+6,0 -3,5 |
203,2 |
250 |
10 |
5 |
2×6,6 |
+6,0 -4,0 |
263,2 |
1836 |
10 |
5 |
8,4 |
+7,0 -,50 |
1852,8 |
2216 |
10 |
5 |
8,4 |
+7,0 -,50 |
2232,8 |
 12
12
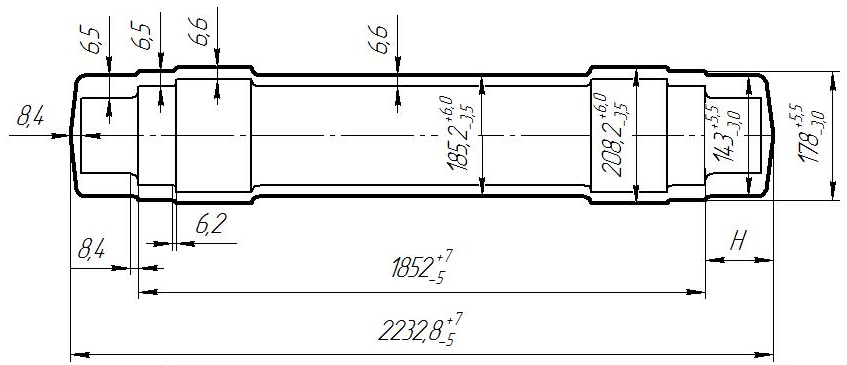
Рисунок 3 – Штамповка
Визначаємо масу заготівки за формулою:
 (23)
(23)
де Vзаг. – загальний об’єм, який складається з простих фігур;
 – густина сталі;
– густина сталі;
 (24)
(24)
де V1, V2 – об’єм першої та другої фігури;
 (25)
(25)
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 кг
кг
 ,
(26)
,
(26)
де
 – базова вартість 1 тони заготівки, грн;
=
3600 грн;
– базова вартість 1 тони заготівки, грн;
=
3600 грн;
 – вартість
1 тони відходів, грн;
= 280 грн;
– вартість
1 тони відходів, грн;
= 280 грн;
Кт
– коефіцієнт, що залежить від точності;
 = 1,0;
= 1,0;
Кc – коефіцієнт, що залежить від групи серійності Кc = 1;
Кв
–
коефіцієнт, що залежить від маси матеріалу
 = 0,62;
= 0,62;
Км
– коефіцієнт, що залежить від марки
матеріалу,
 = 1;
= 1;
Кn
- коефіцієнт, що залежить від об`єму
виробництва заготівки,
 =0,5;
=0,5;
 – маса
заготівки, кг;
– маса
заготівки, кг;
 – маса
деталі, кг;
– маса
деталі, кг;
 ,
,
Визначаємо економічний ефект:
Ез = (Sпр- Sшт.)ˑN, (27)
де Sпр, Sшт.- вартість зіставлених заготівок, грн.;
N - кількість виготовляємих деталей, шт.
Ез=
(1040,9 -
 )ˑ5000
=2704900 грн.
)ˑ5000
=2704900 грн.
Отже, доцільніше виготовляти заготівку методом штамповки. При цьому методі витрачається менше матеріалу і менша собівартість заготівки.