

Моделирование литья под давлением для винта
Аннотация
Представление будет иметь дело с имитацией экструдера для процесса литья под давлением. Это показывает теория и метод моделирования экструдера для экструзионного процесса является изменение для покрытия эффекта в литье под давлением, основные факты, что винт не вращается определенное время и он движется назад в течение поворота и плавления. Чтобы увидеть качество прогнозирования такой модифицированной программы серия экспериментов была выполнена. Сравнение результатов этих экспериментов с программой прогнозов будет показано на рисунке. Представление будет также охватывать наиболее важные переменные, которые будут проверяться на хорошую производительность экструдера в процессе литья под давлением.
Ключевые слова: моделирование пластификации винта, моделирование литья под давлением, производительность пластификации винта.
Введение
Процесс внутри экструдера начали изучать в конце 1950-х и в начале 1960-ч годов [1,2]. В настоящее время, упор был сделан на одношнековый экструдер, используемый в процессе экструзии. С того времени, было сделано много попыток для улучшения моделирования, а также включить более сложную геометрию винта, как они появлялись в течение времени. Почти все события были проведены для экструдеров(или пластифицирующих устройств), используемые в процессе экструзии. Можно сказать, что имело место серьезные усилия, чтобы лучше понять процесс пластифицирования материала и выталкивание. Например, на конференции SPE ANTEC есть каждый год хотя бы одно представление, касающиеся исследований в этой области экструдера, но почти всегда для процесса экструзии.
В процессе литья под давлением использование моделирования, как правило более устоявшиеся, чем в экструзии, но в основном для моделирования заполнения формы и всех последующих этапов. Там было уделено очень малое внимание подготовки материала внутри единицы пластификации; несмотря на то, что в некоторых случаях подготовка материалов по крайней мере так важно, как заполнение, охлаждение и т.д. [3,4]. Например, у нас могут быть подходящие свойства конечного продукта, тогда как не очень хорошее смешивание красящих красок в материал делает вид недопустимым. Другой пример, когда условие процесса задается некорректно, и материал перед введением имеет высокое изменение температуры. Даже при идеальном моделировании этап заполнения результатов могут не соответствовать реальности, потому что основное предположение для моделирование заполнение(что температура материала постоянная) не выполняется. Кроме того, есть потенциал для дополнительных проблем, такие как чрезмерный сдвиг нагрева расплава и нестабильность процесса вроде растет.
Процесс пластифицирования материала при литье пластмасс имеет некоторое сходство и некоторые различия по сравнению с процессом экструзии [3]. Сходство формы оборудования. Разница заключается в том, что процесс является разрывным, поэтому мы имеем определенное время, когда винт вращается(так называемое время восстановление) и определенное время, когда винт «сидит» и не двигается. Кроме того, винт движется назад во время процесса пластифицирования. Напротив, в процессе экструзии, экструзия винта вращается непрерывно на том же месте.
ТЕОРИЯ
В том числе единица пластифицирования в моделирования литья под давлением был впервые изучено Потентом и др [3,4]. Как уже говорилось, есть некоторые различия между экструзии и литьем под давлением процесса пластифицирования, который должен учитываться при моделировании.
Первое отличие заключается в том, что винт движется назад, в то время как он вращается, в процессе пластифицирования. Для упрощения целей, он является общим для такого моделирования предполагающий систему координат, в котором винт стационарный и баррель вращается в противоположном направлении. При единице пластификации литья под давлением, это также соответствует относительному движению баррель двигающиеся вперед. Следовательно, есть еще одна составляющая скорости относительно движения барреля против винта. Как показано на рис.1 эта составляющая скорости способствует вниз транспортировки материала канала, но в то же время он уменьшает материал вращением внутри канала. Это означает, что уменьшается эффективность перемешивания. Для моделирования это означает, что составляющая скорости множества в качестве граничных условий для скоростей вниз канала и через канал будет иметь вклад(содействие) барреля перемещения.

где Vch является компонентом нижнего канала, Vr является компонент скорости вращения, Vb является баррель скорости вращения поверхности и Vs является баррель скорости сдвига.
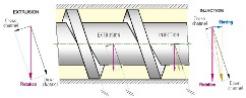
Рис 1. Сравнение составляющей скоростей в процессе экструзии и литья под давлением.
Второе отличие, как уже говорилось, что винт не вращается определенное время и материал нагревается за счет теплопроводности из барреля(бочки). Твердая платформа(русло) и расплав бассейна в сечении показано на рисунке 2.

Рисунок 2. Материал фазы внутри винта канала в конце восстановления.
Мы будем предполагать, что нет проводимости в направлении канала. Из-за этого теплообмен может быть решен как проблема станка(!). Твердый и расплавленный материал будут приняты, поскольку они в конце движения назад на каждом поперечном сечении. Зависящие от времени уравнения баланса энергии:

где T температура, x и y координаты, t это время, ρ, Cp и λ плотность, теплоемкость и электропроводность одного из расплава или твердого тела на основе позиции, соответственно. E является энергопотреблением внутри решаемой области. Это представляет собой теплоту плавления для криссталических материалов. Он равен нулю везде, но на позиции твердого расплава, где изменение фазы. Уравнение 2 решается в сечении винта с исходной формы определяется ситуацией в конце винта вращения. Кроме того, начало распределение температуры задается как в конце вращения винта. Граничные условия постоянны во времени и задается баррелем и температурой винта. Результатом такого расчета распределение температуры в конце поворота без времени и что еще более важно, размер твердой платформа(русло). Размер будет меньше, чем в случае непрерывного процесса, а в крайнем случае, твердый материал может растаять полностью. Рассчитывается форма твердой платформы(русло) будет использоваться в качестве отправной формы для следующего расчета.
Две описанные выше эффекта будут влиять на конечную температуру расплава в конце винта и выходе экструдера, и к этому, время восстановления.
Существует еще одна важная характеристика единицы пластифицирования, это микширование. Этот термин или просто «перемешивание» часто упоминается, но нет никакого выражения, описывающие такое поведение. С другой стороны ясно, что добавки лучше смешиваются и материал имеет более равномерные свойства при высокой деформации применяемые для поля течения. В связи с этим мы сосредоточимся также на скорости сдвига по винту и в основном наибольший объем скорости сдвига. Посколько известно, что удлинение потока также способствует смешивание частиц, и даже больше, чем сдвиг течения, мы также будем следить удлинению скорости вдоль винта.