

7.3 Експериментальна частина
Особливу увагу треба приділити технології виготовлення зразків (суворо додержуючись ідентичності застосованих режимів механічної, термічної обробок):
1. Виготовлення заготівок 3х15х60 мм
2. Фрезерування (в розмір 3х12х57 мм)
3. Попереднє шліфування ( до t=2,7 мм)
4. Свердління отвору (d=8мм) у кондукторі.5.
5. Фрезерування робочої частини зразка в спеціальному пристрої.
6. Свердління концентраторі в(якщо необхідно) у кондукторі.
7. Термічна обробка (для одержання необхідної структури)
8.
Завершальне шліфування зразків за
товщиною до розміру
2,5![]() 0,01
мм.
0,01
мм.
9. Ручне полірування робочої частини зразку.
10.Після механічної обробки зразки знежирюють у бензині, ацетоні, спирті, ефірі.
11.При необхідності зразки можна піддати електрополіруванню (сірчано-фосфорний електроліт з добавкою хромового ангідриду- CrO3), відношення CrVI/Cr3+ =60/40 або 40/60, =1,6...1,7 г/см3, в'язкість 7-20 сантіпуаз, іа=3...4 А/см2, Т= 343...353 К, =10...12 хв., для високовуглецевої сталі та термічно обробленої – до 6 хв.
Малоциклову втому стальних зразків (рисунок 7.2) вивчають на машині ІП-2 (рисунок 7.3) в режимі віднульового згину (одна сторона зразка весь час зазнає напруження розтягу, а друга - напруження стиску). Частота навантаження 50 циклів за хвилину.
|
t |
|
|||||||||||||
|
|||||||||||||||
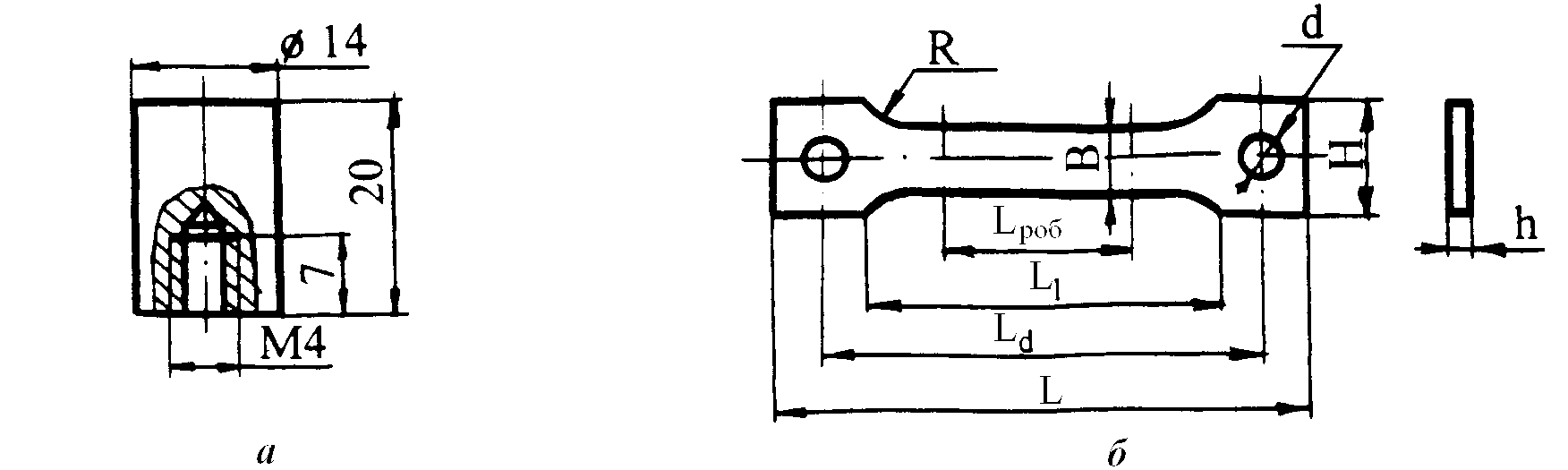
Рисунок. 7.1 - Схема для визначення відносної деформації зразка |
Рисунок 7.2 - Зразок для випробувань на малоциклову втому |
||||||||||||||

Порядок виконання роботи:
1. Підготовлений до випробувань зразок закріпляють в утримувачі, завдаючи йому певний прогін та ступінь деформації (указує викладач).
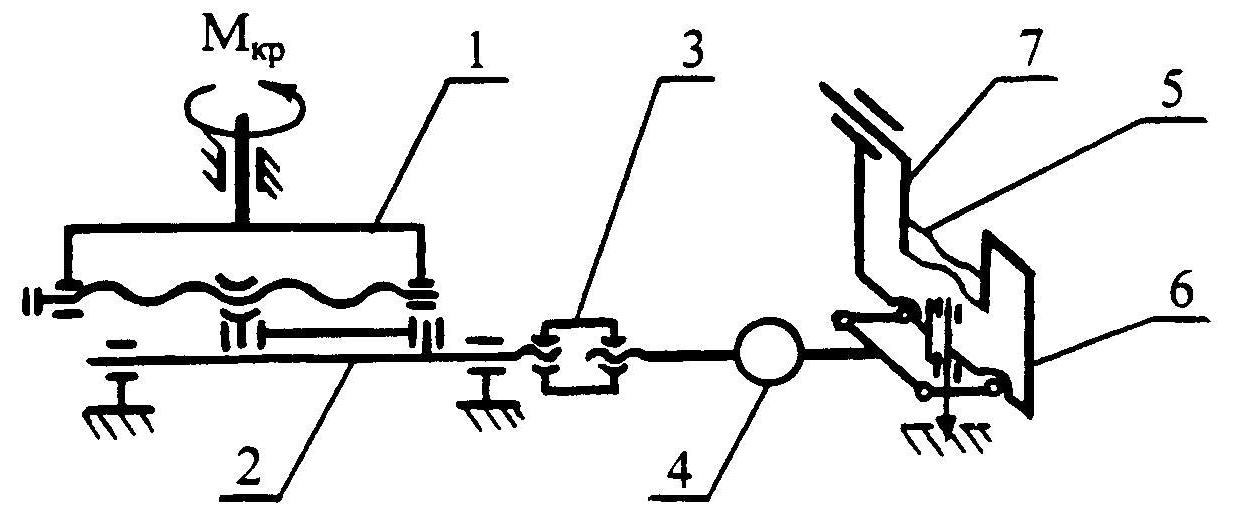
Рисунок 7.3 - Принципова схема машини ІП-2: 1 – гвинт, 2 – тяга, 3 – гайка, 4 – динамометр, 5 – зразок, 6,7 – опори
2. Вмикають в електромережу машину ІП-2 і визначають число циклів до руйнування у повітрі –NП (за лічильником).
3. Закріпляють посудину з робочим середовищем - 3%NaCl і проводять аналогічне визначення числа циклів до руйнування зразків в корозійному середовищі - Nc .
4. Заповнюють посудину свіжим розчином - 3%NaCl, зразок катодно поляризують (ік =0,05-0,1 А/см2 ), анод – Pt-дріт або графітові стрижні, і визначають число циклів до руйнування в наводнювальному середовищі – Nн та в корозійно-наводнювальному – NACE (5% NaCl+0.5М CH3COOH, H2S насич.) або типу NACE (3% NaCl+0.5М CH3COOH, pH4) (без катодної поляризації).
5. Повторюють випробування в тих же середовищах але із застосуванням певних засобів захисту від МЦКВ і МЦВВ (за вказівкою викладача).
Розраховують такі показники:
7.3.1
Ступінь
захисту
від малоциклової корозійної втоми – К
відносно повітря (7.6) та корозійного
середовища (7.7) і коефіцієнт гальмування
МЦКВ – ![]()
K=[(Nc’–Nc) / (Nп–Nc)]·100,% (7.6)
K=[(Nc’–Nc) / Nc ]·100,% (7.7)
= Nc’/Nc, (7.8)
7.3.2
Аналогічно визначають ступінь
захисту
від малоциклової водневої втоми (МЦВВ)
– КН
та коефіцієнти гальмування МЦВВ – ![]()
K=[(NН’–NН) / (Nп–NН)]·100,% (7.9)
K=[(NН’–NН) / NН ]·100,% (7.10)
= NН’/NН, (7.11)
7.3.3 Коефіцієнти впливу середовища: корозійного – с, наводнювального – н, корозійно-наводнювального – сн (у порівнянні з повітряним):
с=Nп/Nc, сн= Nп/Ncн, н= Nп/Nн (7.12)
У формулах 7.6 –7.12 Nп, Nс, Nсн, Nн – кількість циклів до руйнування в повітрі, корозійному, корозійно-наводнювальному і наводнювальному середовищах (штрих – із захистом).