Сверление
1.Общие сведения. Сверла
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента - сверла, совершающего вращательное и поступательное движения относительно своей оси.
Сверление применяется для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепежные болты, заклепки, шпильки и т. д.; для получения отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливанием называется увеличение размера отверстия в сплошном материале, полученного литьем, ковкой, штамповкой или Другими способами.
Сверлением и рассверливанием можно получить отверстие с точностью по 10-му, в отдельных случаях по 11-му квалитету и шероховатостью поверхности. Когда требуется более высокое качество поверхности отверстия, его (после сверления) дополнительно зенкеруют и развертывают.
Точность сверления в отдельных случаях может быть повышена благодаря тщательному регулированию станка, правильно заточенному сверлу или сверлением через специальное приспособление, называемое кондуктором.
Сверла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твердых сплавов.
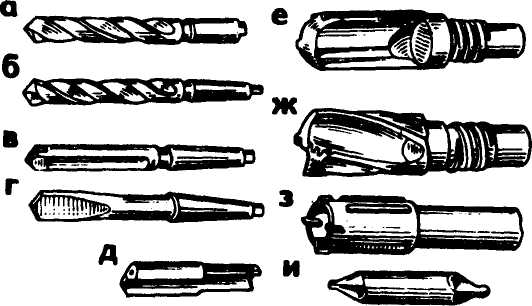
Сверла:
а, б - спиральные, в - с прямыми канавками, г - перовое, д - специальное, е - однокромочное с внутренним отводом стружки для глубокого сверления, ж - двухкромочное для глубокого сверления, з - для кольцевого сверления, и центровочное.
2.Сверлильные станки.
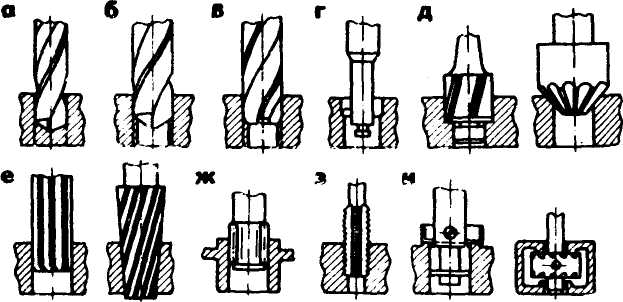
Общие сведения. На сверлильных станках могут быть выполнены следующие работы:
сверление сквозных и глухих отверстий;
рассверливание отверстий ;
зенкерование, позволяющее получить более высокий квалитет и меньшую шероховатость поверхности отверстий по сравнению со сверлением;
растачивание отверстий, осуществляемое резцом на сверлильном станке;
зенкование, выполняемое для получения у отверстий цилиндрических и конических углублений и фасок;
развертывание отверстий, применяемое для получения необходимых точности и шероховатости;
выглаживание, производимое специальными роликовыми оправками, или развальцовывание, имеющее назначение уплотнения — сглаживания гребешков на поверхности отверстия после развертывания деталей из дюралюминия, электрона и др.
нарезание внутренней резьбы метчиком
цекование - подрезание торцов наружных и внутренних приливов и бобышек .
Этими видами работ не исчерпываются возможности сверлильных станков, на которых выполняют и другие операции.
Сверлильные станки делятся на три группы — универсальные (общего назначения), специализированные и специальные.
Универсальные сверлильные станки. К универсальным относятся вертикально- и радиально-сверлильные станки. У вертикально-сверлильных станков шпиндель расположен вертикально. Одной из разновндно вертикально-сверлильных станков являются настольные вертикальносверлильные станки.
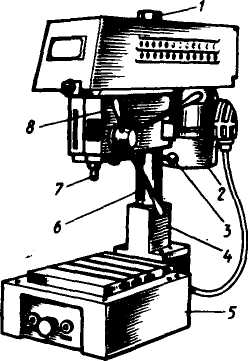
Настольный вертикально-сверлильный станок 2М112 предназначен для сверления отверстий диаметром не более 12 мм в небольших деталях. Ручная подача шпинделя осуществляется вращением рукоятки 6. На переключателе имеются надписи "Влево", "0", "Вправо". Для осуществления правого или левого вращения рычажок барабанного переключателя поворачивают в соответствующее положение.
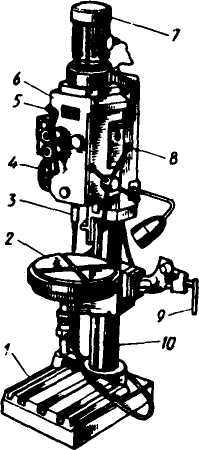
Универсальный вертикально-сверлильный станок 2Н135Л рассчитан для работы во вспомогательных и основных цехах машиностроительных заводов и предназначен для сверления, рассверливания, а также для нарезания резьб (с ручным управлением реверсирования шпинделя). Основными частями этого станка фундаментная плита / и установленная на ней колонна 10. колонне смонтированы стол 2 и шпиндельная бабка 6, внутри которой размещены коробка подач и коробка скоростей. Вращение шпинделя 3 осуществляется от электродвигателя 7, расположенного в верхней части станка.
Ручное перемещение шпинделя производится рукояткой 8, а пересечение его скоростей и изменение подачи - рукоятками 4 и 5. Стол 2 поднимается и опускается с помощью рукоятки 9. Наибольший диаметр сверления — 25 мм.