

4.Методы оценки результатов обогащения
Достигнуть полного разделения исходного угля или другого полезного ископаемого на полезный и неполезный компоненты, как известно, невозможно. Всякое обогащение любого ископаемого сопряжено с потерями части полезного компонента в отходах и засорением концентратов породой.
Поэтому оценка полученных результатов обогащения, а также целесообразные пределы обогащения должны определяться, с одной стороны, показателем технической эффективности, характеризующей совершенство процесса разделения, и, с другой, технико-экономическим показателем, характеризующим экономическую целесообразность обогащения того или иного полезного ископаемого. Эти два показателя определяют эффект, получаемый в результате обогащения угля.
Формулы и методы оценки технической эффективности
Исследования в области технической эффективности обогатительных процессов начались с появлением кривых обогатимости Анри, опубликованных впервые в 1905 г. За время, прошедшее с тех пор, многими авторами были предложены разные методы и формулы оценки как результатов работы фабрик, так и результатов исследования полезных ископаемых на обогатимость. Наиболее известные из них приведены ниже.
4.1.Формула Ханкока — Луйкена
В 1918 г. Ханкок, а затем несколько позже Луйкен [8, 25, 63, 64] предложили для определения абсолютного коэффициента обо гащения руд, а также максимума технического эффекта следующую формулу:
 ,
(22)
,
(22)
где αмин— количество чистого рудного минерала в сырой (исходной) руде, равное
 ;
;
βt—теоретическое содержание полезного элемента в рудном
минерале, %;
ε— извлечение полезного элемента в концентрат, выражается известной формулой
![]() ;
;
где β — содержание полезного элемента в концентрате, %;
α — содержание полезного элемента в исходном материале, %. Подставляя значение ε и αмин в формулу (18), получим
 ,в долях единицы.
(23)
,в долях единицы.
(23)
Эта же формула широко популяризировалась Дином и Бирбауэром. Г. О. Чечотт [69] также предлагает пользоваться при подсчете эффективности формулой (18), представленной в следующем виде:
 ,
,
так как αмин = γt , т. е. выходу, отвечающему полному отделению пустой породы.
Формула Ханкока — Луйкена (23) Г. Маделем [25, 27, 63, 64] предложена в ином виде:
Е = ε — ε3 = ε—(100—ε1) = ε + ε1—100, %, (24)
где ε3— извлечение неполезной части в концентрат, %;
ε1— извлечение неполезной части в хвосты, %.
Если в формулу (20) подставить значения ε и
![]() ,%,
,%,
то получим ту же формулу Ханкока — Луйкена в выражении (23):
![]() , %,
, %,
Формула Маделя в выражении (24) позже предложена П. П. Землянским для определения точности разделения углей в тяжелых средах [21].
Г. В. Ньютон и В. Г. Ньютон формулу (23) применили для определения эффективности сепарации и грохочения материала в следующем виде [35, 64]:
по концентрату (по надрешетному продукту)
 ,
в долях единицы; (24)
,
в долях единицы; (24)
по хвостам (по подрешетному продукту)
 ,
в долях единицы, (25)
,
в долях единицы, (25)
где θ—содержание неполезного элемента в хвостах (в долях единицы). Значения γ, β и α тоже даны в долях единицы. Если формулу (24) преобразовать, а в формулу (25) подставить значение
![]()
то обе эти формулы примут одно и то же выражение, представляющее ту же формулу (23).
Эта же формула (23) А. Ф. Таггартом [44] была применена для подсчета эффективности работы классификаторов.
П. В. Лященко [26, 64] степенью обогащения называет отношение разности содержания полезного элемента в концентрате и в исходном сырье β-α
к разности предельно возможного содержания полезной части в концентрате и содержания ее в исходном материале
![]()
и выражает это так:
![]()
С другой стороны, успешность обогащения характеризуется отношением действительного выхода концентрата к идеальному выходу. Фактический выход концентрата равен
![]()
где θпол — содержание полезной части в отходах.
Следовательно, отношение это будет иметь следующий вид:
![]()
Рассматривая коэффициент полезного действия обогащения как произведение λ и μ, Лященко получил формулу эффективности
![]() (26)
(26)
Так как выражение
![]()
то после преобразования имеем ту же формулу (23). Позже коэффициент λ
был предложен Бирбауэром и Курода как самостоятельный показатель для оценки качественной эффективности обогащения угля.
Коэффициенты λ и μ как самостоятельные показатели предлагались и Гайденрайхом [39].
Формула (23) была предложена и Н. Г. Тюренковым [48].
Для определения технической эффективности обогащения каменных углей эту же формулу предложил использовать Ф. А. Барышников [2] в следующем виде:
![]() (27)
(27)
где ε3 — извлечение золы в концентрат, %;
γопт— содержание горючей массы в исходном угле (теоретический выход горючей массы), %.
Позже формула (27) использовалась Я. И. Фоминым для подсчета эффективности обогащения угля.
Формула (27) легко приводится к виду (23). Если в формулу (27) подставить значение
![]()
то получим ту же формулу (23), а именно:
Для определения эффективности обогащения углей эта формула под наименованием «Формула Комитета по обогащению руд» была предложена немецкой Обогатительной комиссией Общества металлургии и горного дела в следующем виде:
![]() (28)
(28)
где а — содержание всплывшей фракции в исходном материале, %;
с — содержание всплывшей фракции в концентрате, %;
b — содержание всплывшей фракции в отходах, %.
Если заменить в этой формуле обозначения с, а, b соответственно на β, α, θпол, то получим формулу Ханкока — Луйкена:
![]() (23)
(23)
Отличие формулы «Комитета» заключается только в том, что подсчет рекомендуется производить не по данным технического, а по данным фракционного анализа углей, т. е. по данным расслоения углей в тяжелых жидкостях.
И. М. Верховский в своих работах [6, 7, 8] показал, что, пользуясь аналогией между фракциями расслоенного угля в жидкостях больших плотностей и компонентами руды — минералом или двумя минералами и породой, можно производить ряд подсчетов, связанных с контролем и проектированием технологического процесса обогащения углей.
Рассматривая уголь по аналогии с рудой как монометаллическую руду, где полезным компонентом является всплывшая фракция при соответствующей плотности, и заменяя обозначения применительно к углю, получим формулу Ханкока — Луйкена:
![]()
При
рассмотрении этой формулы в таком виде
оказалось, что
в еличина
еличина
![]()
есть не что иное, как качественный показатель из формулы Дрейкли. Этот же показатель популяризировался и
Рис.20. Графическое опре- Андерсоном[19, 39]. На основании этого
деление эффективности формулу Ханкока — Луйкена И.
выделения продуктов при М. Верховский представил в следующем
разделении двухкомпоне- виде:
нтной
смеси на два
![]()
продкта
В 1954 г на втором международном конгрессе по обогащению углей немецкий исследователь Зоммер предложил графическое истолкование формулы Ханкока- Луйкена [4, 81] (рис. 20).
На координатной оси АВ, разделенной на 100 частей, слева направо откладывается процентное содержание полезного компонента. В точке А полезного компонента содержится 0%, в точке В — 100%. Содержание полезного компонента в исходной смеси соответствует точке О, в концентрате — точке М, а в отходах — точке К. Чем ближе расположена точка К к точке А и точка М к точке В, тем чище продукты разделения. В идеальном случае точки К и М должны совпадать с точками А и В, т. е. если отрезок КМ равен отрезку АВ, эффективность разделения равна 100%. При совпадении точек К и М с точкой О эффективность разделения равна нулю. Таким образом, отношение отрезка КМ к отрезку АВ характеризует эффективность разделения
![]()
Но так как АВ = 100%, то
е = КМ, %. (29)
По рис. 20 может быть оценена эффективность выделения каждого из двух продуктов разделения в отдельности. Так, эффективность выделения продукта К равна отношению отрезка КО к отрезку АО. Эффективность выделения второго продукта определяется отношением отрезка ОМ к отрезку ОВ, т. е.
![]()
![]()
В отличие от показателя эффективности е, показатели е1 и е2 зависят от состава разделяемой смеси и называются частными показателями.
Величину эффективностей выделения продуктов е1 и е2 можно представить графически (рис. 20).
Через точки А и В восстанавливают перпендикуляры и откладывают на них шкалу от 0 до 100%. Точку О соединяют с конечными точками перпендикуляров R и S. Затем из точек К и М восстанавливают перпендикуляры, пересекающие линии OS и OR в точках S' и R'. Величины перпендикуляров S'K и R'M равны величинам эффективностей выделяемых продуктов К и М — е1 и е2.
Показатель технической эффективности обогащения представляет собой среднее значение из трех выше приведенных показателей разделения е, е1 и е2 и выражается формулой
![]() .
(30)
.
(30)
Эта формула легко приводится к формуле Ханкока — Луйкена. Если обозначить:
α0— содержание полезного компонента в исходном угле, %;
α1— содержание полезного компонента в отходах, %;
α2— содержание полезного компонента в концентрате, %,
тогда отрезки, обозначенные буквами на рис. 20, соответствуют:
АК = α1; ОМ = α2—α0;
АО = α0; OS = 100 — α0;
AM = α2; КО = α0— α1;
АВ = 100%; KS'=е1;
R'M= е2
Из подобия треугольников SAO и S'KO, ORB и О R'M находим, что
![]()
![]()
Техническая эффективность процесса разделения независимо от состава исходного материала определяется, как отношение отрезков
![]()
Общий показатель технической эффективности равен
![]() (31)
(31)
Если в формулу (28) подставить принятые ранее обозначения: α— содержание золы в исходном угле; β — содержание золы в концентрате, получим формулу Ханкока — Луйкена:
![]() (23)
(23)

Рис. 21. Диаграмма деления трехкомпонентного продукта О на продукты D, Е и F
Определение технической эффективности разделения трехкомпонентной смеси на три продукта производится следующим образом (рис. 21).
На треугольнике ABC сторона АВ представляет собой ось двухкомпонентных смесей, состоящих из А и В, сторона ВС — ось смесей из В и С, СА —ось смесей из С и А. Процентное содержание компонентов отсчитывается по оси в направлении, указанном стрелками. В вершинах треугольника — 100% содержания соответствующего компонента. Таким образом, однокомпонентной смеси отвечает вершина треугольника, двухкомпонентной — какая-либо точка на стороне треугольника, трехкомпонентной — точка внутри треугольника. Например, точкам О, D, Е и F соответствует следующее содержание компонентов в продукте (рис. 21),
Содержание
компонента А компонента В компонента С
О 30 60 10
D 95 2 3
Е 2 92 6
F 20 15 65
О — соответствует содержанию в исходном угле концентрата, промпродукта и породы, D, Е, F — продукты разделения. Стрелки на диаграмме объясняют нахождение точек в сетке треугольника. Соединяя эти точки, получим треугольник DEF.
Показатель технической эффективности процесса разделения определяется как отношение площади треугольника DEF к площади координатного треугольника ABC:
![]() (32)
(32)
При разделении исходного материала на три продукта стремятся получить чистые продукты А, В, С. Чем ближе точка D к А, Е к С, F к В, тем эффективнее разделение.
Для определения эффективности выделения каждого из трех продуктов из точки О проводятся шесть линий к вершинам двух треугольников. Если из продукта О стремятся получить продукты составов А, В и С, а фактически получают продукты составов D, Е, F, то вместо того, чтобы двигаться в направлениях АО, ОВ и ОС до точек А, В и С, двигались к точкам D, Е и F в направлениях DO, ОЕ и OF. В направлении ОА, ОВ и ОС полезное продвижение определяется расстояниями OD', ОЕ' и OF', которые находятся как проекции на соответствующие отрезки, отсекаемые линиями, параллельными противолежащей стороне треугольника.
Эффективность выделения продуктов А, В и С раздельно определяется отношением отрезков:
![]()
![]()
![]()
Тогда общая техническая эффективность по Зоммеру будет выражаться формуло
![]() (33)
(33)
Этот графический метод оценки процессов разделения широко популяризировался Г. С. Бергером [4] как в отношении его применения при подсчете эффективности классификации и обогащения, так и обезвоживания.
Рассмотренные формулы технической эффективности Ханкока, Луйкена, Дина, Чечотта, Маделя, Г. Н. Ньютона и В. Г. Ньютона, Таггарта, Лященко, Тюренкова, Барышникова, Фомина, Верховского приводятся к одному и тому же уравнению (19), т. е. все они являются одной и той же формулой, но представленной авторами в различных интерпретациях [64].
Для более полного раскрытия физического смысла этой формулы рассмотрим подробнее положения, которыми пользовались указанные авторы при выводе формулы. Ханкок, а затем Луйкен выводили формулу не аналитическим, а графическим путем. Они предполагают, что эффективность обогатительного процесса равна отношению площадей, выражающих фактический и теоретический количественный прирост полезного минерала в концентрате, происшедший за счет обогащения.
Показатель технической эффективности, полученный по формуле Ханкока, Луйкена и других, будет меньше степени извлечения полезного минерала в концентрат и меньше действительной эффективности
происшедшего процесса обогащения. Это объясняется тем, что при постоянном знаменателе числитель в этой формуле изменяется на величину, равную содержанию полезного минерала в концентрате в виде рядового материала, т.е. в числитель входит не все количество полезного минерала, содержащегося в полученном концентрате, а лишь прирост его от обогащения. Но это не значит, что если в числитель этой формулы подставит все количество полезного минерала, заключенного в концентрате, то получится формула более правильно характеризующая эффективность процесса обогащения; при этом условии мы получим лишь степень извлечения полезного элемента в концентрат. Для полноты характеристики процесса обогащения необходим и другой показатель- степень извлечения неполезной части в хвосты.
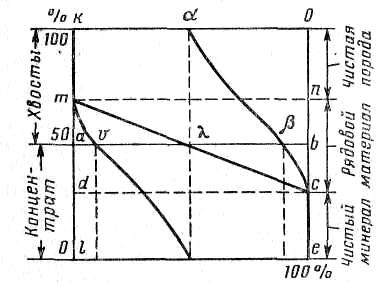
Рис.22.Диаграмма деления концентрата и хвостов на фракции, аналогичные исходному материалу, по содержанию полезной и неполезной частей
Г. В. Ньютон и В. Г. Ньютон, а также Таггарт исходили из того, что концентрат делится на две фракции: аналогичную по содержанию полезного минерала исходному материалу, т. е. рядовой (исходный) материал (выражается площадью abсd) (рис. 22), которая как бы не участвовала в процессе обогащения: и фракцию, состоящую из чистого полезного минерала (площадь dcel). Отходы также делятся на фракцию, аналогичную по содержанию неполезной части исходному материалу, т. е. рядовой материал (площадью mnba), и фракцию, состоящую из зерен неполезной части (площадь konm) [64].
Эффективность по концентрату или хвостам определяется как отношение массы второй фракции концентрата или хвостов (фракции, состоящей из чистого полезного минерала, — для концентрата; фракции, состоящей из зерен чистой неполезной части, — для хвостов) к массе полезного минерала — для концентрата или к массе неполезного минерала — для хвостов, содержащихся в исходном материале.
Конечные результаты, полученные по этим формулам для концентрата и для отходов, совершенно одинаковы. Обе эти формулы приводятся к одному и тому же виду (19).
Применение этой формулы для оценки эффективности обогащения каменных углей, как это предлагает Барышников и другие.
 возможно
только при получении
двух продуктов: концентрата и отходов.
Она не применима
в случае выделения
промежуточного продукта,
а также при вычислении технической
эффективности в
целом по фабрике, когда
возможно
только при получении
двух продуктов: концентрата и отходов.
Она не применима
в случае выделения
промежуточного продукта,
а также при вычислении технической
эффективности в
целом по фабрике, когда
нужно учитывать, помимо концентрата, отходов и промпродукта,
шлам и пыль. Рис.23 Схема деления материала
Определение эффективности, на обогатимую и необогатимую
предложенное Н.Г.Тюренковым части по Тюренкову
совершенно неотвечает поставленной задаче [9, 10, 48, 54, 63, 64]. Н. Г. Тюренков рассматривает исходный материал как состоящий из обогатимого материала, т. е. такого, который в процессе обогащения должен идеально разделяться на полезный минерал и пустую породу, и необогатимого, который в процессе обогащения не может разделяться на составляющие его
компоненты и попадает частично в концентрат, а частично в отходы. Отношение количества обогатимого материала ко всему количеству материала, поступившего на обогащение, Тюренковым названо эффективностью обогащения. Более наглядно это видно из рис. 23. Процентное содержание чистого полезного минерала в обогатимом и необогатимом материале (сростках) Н. Г. Тюренков принимает равным процентному содержанию чистого минерала в исходном материале.
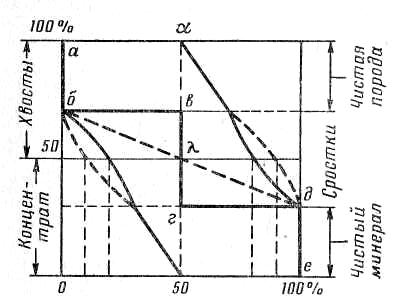
Рис. 24. Схематическое изображение гипотезы Тюренкова
Такое допущение неверно, так как содержание чистого полезного минерала в этих продуктах различное. Если эту гипотезу представить в виде кривых Анри (рис. 24), то ошибочность рассуждений Тюренкова становится очевидной. По Тюренкову, кривая λ представляется ломаной линией абвгде. Отрезки аб и де теоретически могут быть расположены, как показано на рис. 24, но никак нельзя допустить, что отрезок вг совпадает с линией α. Этот отрезок соответствует необогатимой части исходного материала (сросткам). Содержание полезного минерала или горючей массы в сростках будет равным и изменяется в больших пределах. Следовательно, кривая λ на участке бд должна быть наклонной. Среднее содержание полезного минерала в этой части может быть и больше α, и меньше α, и, как частный случай, равно α. Количество концентрата, которое может получиться в результате обогащения, Н. Г. Тюренковым выражено формулой
![]() ,
,
где
![]() —
количество чистого полезного минерала
(не связанного
с
пустой породой) в концентрате;
—
количество чистого полезного минерала
(не связанного
с
пустой породой) в концентрате;
t— количество исходного материала в концентрате.
Однако эта формула совершенно не отражает действительной картины, так как q есть количество обогатимого материала, содержащегося в исходном материале, а не в концентрате, как это вытекает из формулы. Если предположить, что q — количество чистого полезного минерала, находящегося в концентрате, то содержание полезного минерала в нем не будет равно α.
Таким образом, величина Р определяет не количество концентрата, полученного в результате обогащения, как это считает Тюренков, а количество какой-то части рядового материала, который в процессе обогащения мог бы попасть в концентрат.
Исходя из этого, Н. Г. Тюренков утверждает, что количество полезного минерала в концентрате равно
![]()
Так как
Р = q + t.
Следовательно,
![]() .
.
Такое равенство возможно только тогда, когда концентрат представляет собой рядовой материал, т. е. когда содержание полезного минерала в концентрате равно содержанию его в исходном материале. Это равенство справедливо лишь для такого случая, когда процесс обогащения не произошел. Для случая же, когда процесс обогащения произошел,
![]()
Если по определению Ханкока, Луйкена и других измерителем эффективности является разность между степенью извлечения полезного элемента в концентрат и выходом концентрата
![]()
или в другом выражении
![]()
т. е. сочетание величин, получившихся в результате процесса обогащения и характеристики исходного материала, то, по Н. Г. Тюренкову, измерителем эффективности является отношение величин, которые имелись до процесса обогащения и от него не зависят, а именно:
![]()
Количество обогатимого q и необогатимого Q — q материала для данного исходного угля или руды является постоянным. Следовательно, и техническая эффективность в этом случае будет величиной постоянной независимо от того, подвергался этот материал обогащению или нет, т. е. по определению Н. Г. Тюренкова это лишь предрасположенность или степень подготовленности исходного материала обогащению и не характеризует самого процесса обогащения. Поэтому нет никакой связи между отношением
и формулой Ханкока — Луйкена
к которой, несмотря на ошибочные допущения, пришел Н. Г. Тюренков [54, 63, 64].
Позже Н. Г. Тюренков [49], разбирая вопрос об определении селективности процесса флотации, рекомендовал пользоваться для установления показателя эффективности формулой
![]() (34)
(34)
Эта формула является также несовершенной. Неправильность этой формулы доказана Г. А. Осолодковым [36].
В заключение следует отметить, что формула Ханкока — Луйкена и других получила наибольшее распространение и признание среди обогатителей. Однако вопрос определения эффективности полиметаллических руд и углей, когда при обогащении получается несколько продуктов, ею не решается. Это является большим недостатком и в значительной степени ограничивает область ее применения.