Государственное образовательное учреждение
среднего профессионального образования
«Нижегородский индустриальный колледж»
Дипломная работа.
1)Сварка четырёх трубного регистра.
2)Разводка систем отопления.
Выполнил:
Канаев Алексей Александрович
Обучающийся группы МТ-32
Нижний Новгород 2012 г.
Содержание.
Ведение……………………………………………………………………………...стр.1
Краткая характеристика предприятия………………………………………...стр.2
Технологическая карта четырёх трубного регистра…………………………стр.3
Разводка систем отопления……………………………………………………..стр.4
Сварочное оборудование и материалы для сварки………………………….стр.5
Техника безопасности при сварки и монтажных работ…………………….стр.6
Список используемой литературы…………………………………………….стр.7
Ведение.
Сварка — это технологический процесс получения неразъёмного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Обычно применяется для соединения металлов, их сплавов или термопластов, а также в медицине.
Большинство современных сварочных процессов были разработаны в первой половине ХХ-го века, хотя начало свое они берут в веке XIX. Так, в 1802 году впервые в мире профессор Санкт-Петербургской медико-хирургической академии Василий Владимирович Петров (1761 - 1834) открыл и наблюдал дуговой разряд от построенного им сверхмощного "Вольтового столба". Этот столб состоял из 2100 пар разнородных кружков (из меди и цинка), которые были проложены бумажными кружками, смоченными водным раствором нашатыря. Тогда это был наиболее мощный источник электрического тока. Проделав большое количество опытов, профессор Петров показал возможность использования электрической дуги для освещения и плавления металлов. Он первым предложил применить электрическую дугу в качестве источника теплоты для мгновенного расплавления металлов.
Изначально в дуговой сварке не использовали расходных сварочных материалов, и основным видом электросварки была сварка дугой с использованием неплавящегося угольного электрода. Впервые она была применена в 1881 году Августом де Меританом. Спустя короткое время, в 1888 году, Н. Г. Славянов заменил уголь на голый металлический электрод (пруток), обычно изготавливавшийся из холоднокатаной стали (например, телеграфной проволоки, проволоки для изгороди и т. д.). Тем самым было положено начало дуговой сварке плавящимся электродом. Дугу от такого электрода было очень трудно зажигать и поддерживать, так как она горела на открытом воздухе, и поэтому наплавленный металл был сильно загрязнен и вспенен кислородом и азотом. Процесс сварки был не слишком благоприятен для пользователя и сопровождался образованием неровных поверхностей плавления, пористости и довольно обильным крупнокапельным переносом металла.
Первые флюсы, наносимые непосредственно на поверхность электродов, были аналогичны флюсам кузнечной сварки (песок, борат, пепел и т. п.). Учитывая то, что с помощью дуговой и кузнечной сварки решаются совершенно разные технические задачи, данный подход не был эффективным. Основной прогресс был достигнут (приблизительно в 1902 году), когда Кельберг изготовил флюс для голых электродов. Стержни опускали в пасту, состоящую из порошкообразных карбонатов и окисей металлов, смешанных с водой. Покрытие высушивали при обычной температуре (от 20 до 30 °С), и электрод был готов к применению. Хотя по современным стандартам такое флюсование электрода считается сырым, с тонкой, низкокачественной обмазкой, оно давало некоторую газовую защиту при сварке и в какой-то степени обеспечивало стабилизацию дуги.
Краткая характеристика предприятия.
Большой исторический путь протяженностью более 100 лет, который прошло предприятие от момента своего основания по настоящее время, позволил создать значительную техническую базу, накопить огромный опыт производства и использовать этот опыт с внедрением в производство современных технологий. В 1996 году завод был награжден «Международной Золотой звездой за качество», а в 1998 году получил международный приз «За лучшую торговую марку».Для производства цепей и комплектующих используются углеродистые, легированные и высоколегированные типы сталей. Компания имеет сертификаты Морского и Речного Регистров Судоходства России, Английского Регистра Ллойда, Госгортехнадзора России, Госстандарта России. В настоящее время ОАО «Красный Якорь» производит и продает продукцию по следующим направлениям :якорные цепи и комплектующие ,цепи и комплектующие для горно-шахтного оборудования ,цепи общего назначения, грузовые и тяговые цепи ,цепи защитные, цепные стропы и такелаж, цепи народного потребления.
В 21 веке сменилась экономическая формация, осуществился переход к новой экономической эпохе, началось новое время. На смену эпохе традиционного производства пришло бережливое. Создание бережливого производства на предприятии является сложным, кропотливым процессом, а в некоторых случаях рискованным, так как нельзя останавливаться на полпути. Менеджерам и работникам предприятия, вставшим на этот путь, необходимо знать основные положения философии бережливого производства-его принципы и идеалы.
Четыре основных принципа бережливого производства:
Прежде всего думай о заказчике.
Люди-самый ценный актив компании.
Кайдзер-непрерывное усовершенствование.
Гемба-решение вопросов на производственной площадке.
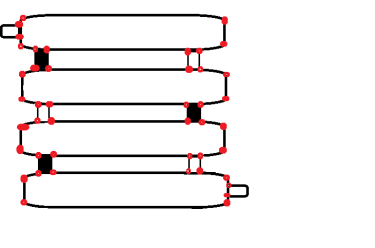
Технологическая карта четырёх трубного регистра.
№ |
Наименование операции |
Материал |
Инструменты и оборудование |
Эскиз |
Время |
1 |
Очистка от грязи и ржавчины |
Сталь 10 |
|
|
30:00 мин |
2 |
Разметка |
Сталь 10, медный купарос |
Чертилка, линейка, кернер, молоток, штанген -циркуль |
|
30:00 мин |
3 |
Резка труб на детали |
Труба Ø 4 мм 2 метра |
|
|
30:00 мин |
4 |
Снятие заусенцев |
Трубы Ø 40 мм 500 мм 4 шт |
Болгарка |
|
30:00 мин |
5 |
Нарезка короткой и длиной резьбы |
Трубы Ø 40 мм 500 мм 4 шт |
|
|
30:00 мин |
6 |
Высечка седловин |
Трубы Ø 40 мм 500 мм 4 шт |
Высечные
ножницы |
|
30:00 мин |
7 |
Сборка регистра |
Трубы Ø 40 мм 500 мм 4 шт, сталь 10, труба ВГП Ду-25 длиной 200 мм, два сгона Ду-25 |
|
|
40:00 мин |
8 |
Сборка регистра на прихватках |
Трубы Ø 40 мм 500 мм 4 шт,сталь 10, труба ВГП Ду-25 длиной 200 мм, два сгона Ду-25 |
ТДМ-254
|
|
20:00 мин |
9 |
Сварка регистра |
Регистр, УОНИ 13 55 СМ |
ТДМ-254 |
|
40:00 мин |
10 |
Контроль качества регистра(визуальны и гидравлический) |
Регистр |
|
|
30:00 мин |