

Билет № 8
1. Операционные схемы производства арматурных изделий.
2. Технико-экономическая оценка способов производства бетонных и ж/б изделий.
3. Кассетный способ производства. Особенности технологии и рациональная область применения.
3. Кассетный способ производства, являясь по существу стендовым методом, выделяется в самостоятельную группу. Используется при изготовлении конструкций разного назначения. Особенностью кассетного способа является формование изделий в вертикальном положении в стационарных разъемных металлических групповых формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Рабочее звено, занятое в производстве изделия, перемещается от одной кассетной установки к другой, что при соответствующем числе форм позволяет осуществлять непрерывный производственный поток.
Кассетным способом изготавливают внутренние несущие стеновые панели, панели перекрытий, балконные плиты и другие железобетонные изделия, имеющие габариты, соответствующие размерам отсеков кассетных установок. В кассетных установках применяют подвижные бетонные смеси с осадкой конуса 7-9 см и выше с предельной крупностью заполнителя 20 мм:
Изготовление изделий производят следующим образом. После очистки, смазки и сборки кассетных установок в формовочные отсеки устанавливают арматурные каркасы и закладные детали. Затем заполняют их бетонной смесью. Уплотнение бетонной смеси осуществляют вибрацией. В зависимости от конструкции кассетной установки вибрация бетонной смеси может передаваться через арматурный каркас, виброгребенку, путем вибрации внутренних разделительных стенок, а также за счет вибрации днища отсека кассетной формы. После уплотнения верхнюю поверхность отформованных изделий заглаживают и покрывают крышками, матами или полимерными пленками в целях предотвращения испарения влаги из бетона во время тепловой обработки.
Установки со складывающимся сердечником предназначены для формования и термообработки объемных элементов лифтовых шахт, секций коллекторов и пешеходных переходов. Цикл изготовления изделий составляет 6 ч. Одновременно могут формоваться 2 элемента лифтовых шахт или 2 секции коллекторов, или 1 секция пешеходных переходов. Отличительной особенностью установок для изготовления объемных элементов является наличие складывающихся сердечников, выполняющих функции внутренних формообразующих элементов. В рабочем состоянии конфигурация сердечников отвечает форме и размерам внутреннего очертания изделия. В этом положении осуществляется формование и тепловая обработка изделий. Уплотнение бетонной смеси осуществляется с Помощью навесных вибраторов. По окончании тепловой обработки сердечник с помощью крана извлекается из изделия, при этом его формообразующие элементы (стенки) складываются автоматически. Кинематика механизма сердечника обеспечивает при распалубке беспрепятственный вывод из изделия закрепленных на его стенках формообразующих элементов.
Установка состоит из сердечника, установленного на амортизаторы и оснащенного вибраторами, наружной опалубки, закрепленной на раме, охватывающей сердечник, рычажной выпрессовочной траверсы.
Эта установка работает следующим образом: в подготовленную форму укладывают бетонную смесь с одновременной вибрацией. После термообработки изделия на сердечник краном устанавливают выпрессовоч-ную траверсу, заводят пальцы в проушины наружных щитов, включают гидроцилиндр, который через тяги поворачивает рычаги траверсы. Рычаги поворачивают и одновременно поднимают наружные щиты, а те, в свою очередь, раму. Рама давит на изделие, поднимая его на высоту 160 мм. Происходит отрыв изделия от сердечника. Далее в обратном порядке снимают траверсу, открывают наружные борта, а изделие краном снимают с сердечника и устанавливают на конвейер отделки.
1. ВОЗМОЖНО!!!
Технология производства сборных железобетонных изделий в заводских условиях состоит из ряда взаимосвязанных процессов: подготовки сырья, производства арматурных сетоки каркасов, приготовления бетонной смеси, формования изделий, ускорения периода твердения бетона, извлечения готовых изделий из форм и их складирования. Каждый из этих процессов занимает свое место в общем технологическом комплексе и в свою очередь состоит из нескольких операций.
На современных заводах сборного железобетона выполнение основных технологических процессов сосредоточено в главном заводском корпусе. Здесь производится изготовление арматурных сеток и каркасов и здесь же размещены посты формования и термообработки изделий, отделочные посты. За пределами главного корпуса находятся складское хозяйство и бетонный узел. В комплекс современного завода входят также энергетическое хозяйство (трансформаторная подстанция, котельная, компрессорная) и ремонтно-механический цех. Цеха завода размещают так, чтобы длина транспортных путей была наименьшей, а направления технологических потоков не пересекались. Транспортные магистрали и разгрузочные площадки располагают так. чтобы заполнители, цемент и арматура подавались без перегрузок в места складирования.
В зависимости от мощности предприятия и номенклатуры выпускаемых изделий на современных заводах применяют технологические схемы изготовления сборных железобетонных изделий: конвейерную, поточно-агрегатную или стендовую.
При конвейерной схеме технологический процесс изготовления изделий выполняется на стационарных рабочих местах, а сами изделия в процессе производства через равные промежутки времени перемещаются от одного рабочего места к другому (рис. 61).

Рис. Конвейерная схема изготовления сборных железобетонных изделий
1 — посты подготовки форм к бетонированию: 2 — посты формования' изделий; 3 — рольганги; 4 — посты термовлажностной обработки в камерах пропаривания; 5 — на распалубку
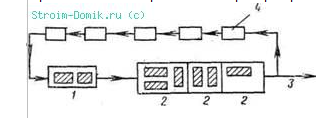
Рис. Поточно-агрегатная схема производства сборных железобетонных изделий
1 — формовочные агрегаты; 2 — камеры пропаривания; 3 — распалубка и выдача изделий на склад; 4 — возврат пустых форм
Существуют несколько разновидностей конвейерной технологии: формование изделий в горизонтальных формах, изготовление изделий на вибропрокатных станах или станах силового вибропроката и, наконец, на конвейерно-поточных линиях всетах (способ «подвижных щитов»). При конвейерной схеме производства необходимо провести комплексную механизацию всех процессов и в первую очередь процесса перемещения изделий от одного рабочего места и другому.
Особенностью конвейерной схемы производства железобетонных изделий является возможность изготовления на ней только одного вида изделий, и поэтому применение ее наиболее целесообразно на заводах большой мощности с ограниченной номенклатурой выпуска.
Поточно-агрегатная схема является наиболее распространенной в производстве железобетонных изделий. Конструкции и детали в данном случае изготавливаются в формах, которые в процессе производства перемещаются от одного поста к другому. При этом каждый пост оснащается стационарным оборудованием, а время нахождения изделия на каждом посту может быть различным (рис. .62). Изделие с одного поста на другой перемещается чаще всего мостовыми кранами.
Поточно-агрегатная схема предусматривает достаточно высокий уровень механизации производства и является наиболее приемлемой для смены номенклатуры выпускаемых изделий.
Стендовая технология предусматривает — выполнение всех операций на одном рабочем месте. Изделия в процессе формования, термообработки и отделки находятся на одном месте — в стационарной опалубке (форме), а все необходимое для получения изделия (арматура, бетонная смесь) подается в неподвижную форму. Рабочие в процессе формования перемещаются от одного изделия к другому последовательно, выполняя на каждом из них необходимые технологические операции (рис. 63).
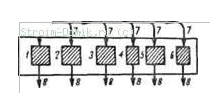
Рис. Стендовая схема производства сборных железобетонных изделий
1 — 6 — неподвижные формы на стенде; 7 — подача арматуры и бетонной смеси в формы; 8 — передача готовых конструкций и деталей на склад
Стендовая технология является наиболее простой, но и наиболее трудоемкой. Она, как правило, не применяется для изготовления массовых изделий, так как требует больших производственных площадей. Наибольшее распространение стендовая технология получила на небольших полигонах при изготовлении мелкосерийных партий, а также при изготовлении массивных (фундаментные блоки) и длинномерных (колонны, фермы) конструкций.
Существует несколько видов стендовой технологии, применение которых позволяет несколько повысить ее эффективность. К ним относятся производство изделий вибропрокатным способом и изготовление панелей в вертикальных кассетных формах.
Изготовление вибропрокатных изделий по стендовой технологии предложено сотрудниками института Гипростройиндустрия, которые, оставив неизменными разработанные для станов Н. Я. Козлова технологические режимы и параметры основных механизмов, заменили движущуюся ленту неподвижным стендом (матрицей), а прокатный стан — передвижным формовочным агрегатом. Переоборудованная таким образом установка позволила значительно улучшить качество выпускаемых изделий и расширить их номенклатуру.
Широкое распространение, особенно на заводах, выпускающих изделия для крупнопанельных жилых домов, получил стендовый метод изготовления сборных железобетонных изделий в
вертикальных кассетных формах. Применение этого метода, позволяющего формовать и подвергать тепловлажностной обработке одновременно несколько (до 12 шт.) изделий, дает значительные экономические преимущества. Кассетное производство не требует больших площадей, позволяет отказаться от укладки в изделия дополнительной арматуры (так как в данном случае не требуется кантовка изделий для извлечения их из форм),, улучшает их качество за счет применения металлических разделительных стенок и упрощает процесс образования в кассетах пустот.