58. Технологическая подготовка чертежей деталей для программирования.
На первом этапе тех-ой подготовки изготовления деталей на станках с ЧПУ проводится тех-ий контроль чертежей деталей с целью облегчения решения задач программирования.
При выборе заготовки и оформление ее чертежа стремятся к упрощению геометрических образов и типизации частоповторяющихся геометрических элементов заготовки. В общем случае необходимо использовать заготовки с такими поверхностями, обработку кот.можно проводить по управляющей программе для контурной системы с линейно-круговым интерполятором. Программирование упрощается, если обработка поверхностей ведется с управлением одновременно не более чем по двум координатам.
Для удовлетворения требований мех-ой обработки на станках с ЧПУ следует считать тех-ми такие детали, формы и размеры кот.отвечают условиям выполнения обработки в непрерывном автоматическом цикле. Допускаются короткие перерывы, обусловленные ручной сменой инструмента или контрольным измерением, но не связанные с выполнением ручных приемов управления обработкой.
При обработке заготовок на фрезерных станках с ЧПУ сопряжение стенок наружных и внутренних обрабатываемых контуров детали следует проводить по возможности одинаковыми для данного контура радиусами RT. Для обеспечения удовлет-ой работы инструмента необходимо, чтобы RT>(1/5 – 1/6)Н, где Н – наибольшая высота стенок обрабатываемого контура.
Численные значения RTдолжны соответствовать нормальному ряду типоразмеров концевых фрез.
При обработке деталей на сверлильных расточных станках с ЧПУ следует стремиться к одинаковым диаметрам крепежных отверстий, а также к сокращению числа диаметров растачиваемых отверстий.
При обработке деталей на токарных станках с ЧПУ большое значение имеет ограничение форм и размеров канавок для выхода инструмента. С целью облегчения подготовки управляющей программы размеры в чертеже детали следует проставлять в соответствии с требованиями программирования, т.е.в прямоугольной системе координат от единых конструкторских баз детали. Для этого выбирается начало системы координат и направление осей детали так, чтобы направление осей детали совпадало с направлением осей координат станка.
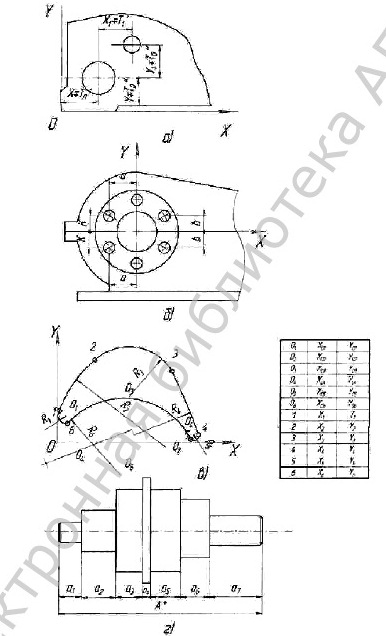
В отдельных случаях приходится отказываться от принятой в чертеже схемы нанесения размеров. Так, расположение крепежных отверстий относительно основного обычно задают центральным углом дуг, ограниченных их осями, и радиусом от центра основного отверстия. При обработке отверстий на станке с ЧПУ целесообразно наносить размеры так, как показано на рис.56,а и 56,б.На рис.56,б за начало системы координат выбран центр основного отверстия с целью сокращения холостых ходов при обработке.
При обработке криволинейных контуров плоских заготовок на станках с ЧПУ необходимо указывать размеры радиусов дуг, координаты центров радиусов, координаты точек сопряжения дуг(рис.56,в).
На чертежах деталей, обрабатываемых на токарных станках, точные линейные размеры обычно задаются координатным методом, а не цепным. Это вполне оправдано для станков с ручным управлением,т.к.рабочему надо выдержать точно эти размеры. Для станков с ЧПУ это не имеет значения, т.к.точность отсчета перемещения одна и та же, а начало отсчета, как правило, не совпадает с конструкторской базой и находится вне заготовки. В связи с этим размеры для таких деталей можно наносить цепным методом(рис.56,г).
В общем случае нанесение размеров на чертежах деталей, обрабатываемых на станках с ЧПУ, должно быть таким, чтобы при подготовке управляющей программы не возникла необходимость их перерасчета.
Большинство исходных заготовок поставляется на станки с ЧПУ с заранее подготовленными базовыми поверностями,т.к.обработка тех-их баз на станках с ЧП во многих случаях экономически нецелесообразно. При этом следует предусмотреть в ТП технические требвания на обработку базовых поверхностей, если они не указаны в чертеже детали.