

Курсовая работа [вариант15] / is kurs ser
.doc
Содержание.
1. Анализ технологического процесса как объекта управления…………………2
2. Структура основного контура системы…………………………………………2
3. Математическая модель ОУ……………………………………………………...3
4. Обоснование применения адаптивного контура.……………………………….3
5. Выбор класса адаптивной системы управления…………………..…………….4
6. Разработка структурной схемы АдСУ.…………………………………………..4
7. Моделирование АдСУ на ЭВМ…………………………………………………..5
8. Анализ полученных результатов.………………………………………………..6
Выводы…………………………………………………………………..…………..12
Список литературы………………………………………………………………....13
-
Анализ технологического процесса как объекта управления.
При точении сплава получена зависимость оптимальной температуры резания от условия резания:
![]() ,
,
![]() .
.
Цель управления заключается в определении оптимальной температуры резания.
Из курсового проекта по теории управления входные и выходные переменные, возмущающие воздействия и канал управления системы:
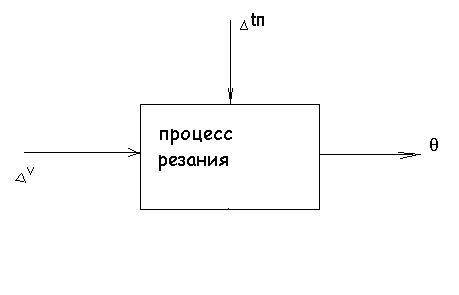
Рис.1.
На температуру резания оказывают влияние следующие факторы:
- глубина резания;
- скорость резания.
-
Структура основного контура системы.
Структура основного контура системы определяется данными из курсового проекта теории управления:
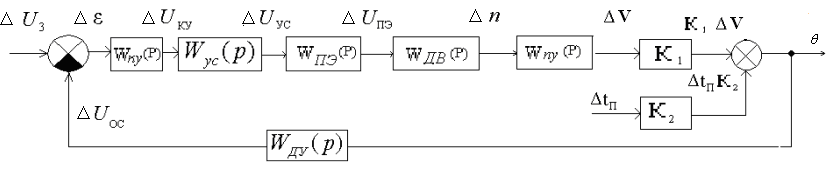
Рис.2. Схема САР выходной координаты .
-
Математическая модель ОУ.
Параметры возьмем из курсового проекта теории управления:
![]()
![]() 0,0267
0,0267
![]()
![]()
![]()
![]()
K1 = 11.646
K2= 91.446
4. Обоснование применения адаптивного контура.
Обычные (неадаптивные) системы управления (СУ) рассматриваются, исходя из следующих предпосылок:
- характер возмущающих воздействий на СУ известен;
- свойства (структура и параметры) объекта управления (ОУ) и СУ неизменны.
Однако в действительности:
- характеристики внешних и внутренних воздействий на СУ могут существенно отличаться от принятых при расчете;
- свойства ОУ могут изменяться непредвиденным образом под действием внешних и внутренних факторов.
5. Выбор класса адаптивной системы управления.
Адаптивную систему управления можно классифицировать по признакам, как:
- по характеру настройки основного контура – самонастраивающиеся системы (СНС) с эталонной моделью (ЭМ), при этом адаптация достигается путем изменения параметров устройства управления основного контура;
- в зависимости от задачи адаптации – со стабилизацией качества управления (АСС), при этом адаптация поддерживается с определенной точностью значение выбранного критерия качества на заданном уровне.
6. Разработка структурной схемы АдСУ.
Составим структурную схему АдСУ:
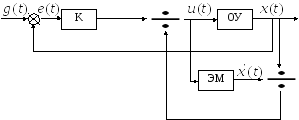
Рис.3. Структурная схема АдСУ.
На этой схеме присутствует K – элемент с постоянным коэффициентом передачи. ОУ – реальный объект управления, коэффициент передачи которого колеблется в некоторых пределах. ЭМ – это эталонная модель, которая имеет коэффициент передачи равный 1.
Обозначим коэффициент
передачи реального объекта
![]() .
.
На выходе первого делителя мы получаем следующий сигнал:
Этот сигнал поступает на вход второго делителя, который компенсирует колебания коэффициента усиления следующим образом:

Т. о. мы получаем инвариантность к изменению коэффициента усиления.
7. Моделирование АдСУ на ЭВМ.
Соберем в пакете Mat Lab модель АдСУ (рис.5), причем сделаем так, чтобы на систему можно было подавать, как скачкообразное, так и синусоидальное возмущения – это мы сделаем с помощью переключателя:
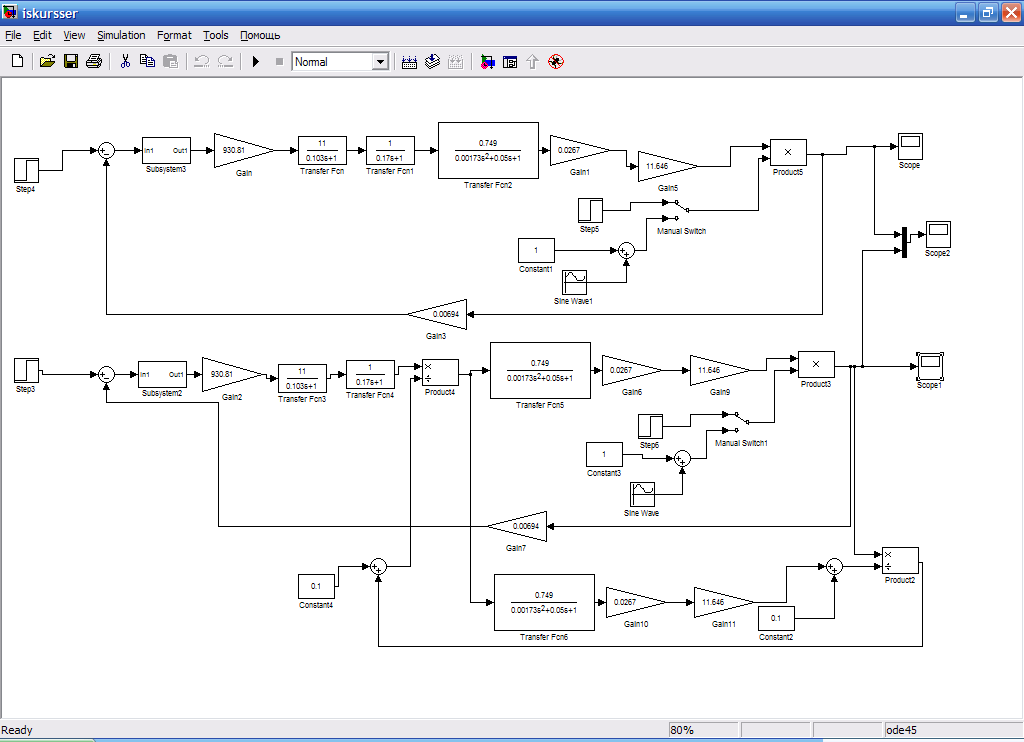
Рис.5. Структурная схема АдСУ в Matlab.
8. Анализ полученных результатов.
Подадим возмущение на нулевой секунде амплитудой от 1 до 1,5 и получим переходные процессы (рис.6):
t,
c
, 0С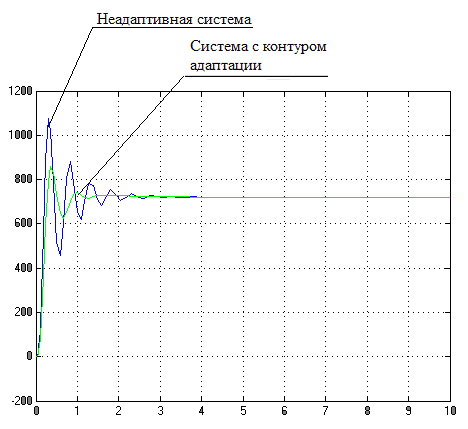
Р
, 0С
t,
c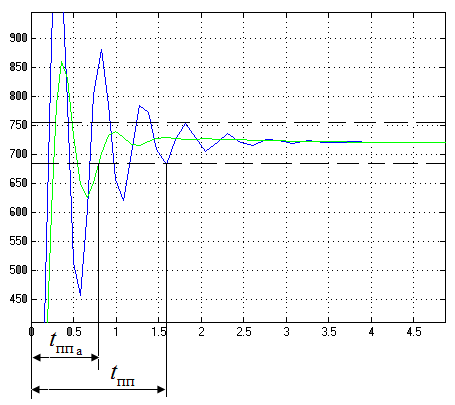
Рис.7.
По рис.7 можно сказать, что время переходного процесса системы без контура адаптации tпп=1,6с, а при адаптивном контуре tппа=0,8с.
Е
, 0С
t,
c
Рис.8.
Если же подать возмущение амплитудой от 1 до 2,26, то система без адаптивного контура становится не стабильной, зато система с адаптивным контуром также стабилизирует систему с необходимыми параметрическими характеристиками (рис.9):
Р
, 0С
t,
c
П
, 0С
t,
c
Р
t,
c
Из рис.10 видно, что время переходного процесса неадаптивной системы меньше, чем у АдСУ. Зато адаптивный контур сглаживает процесс, то есть идет с меньшей амплитудой.
Н
, 0С
t,
c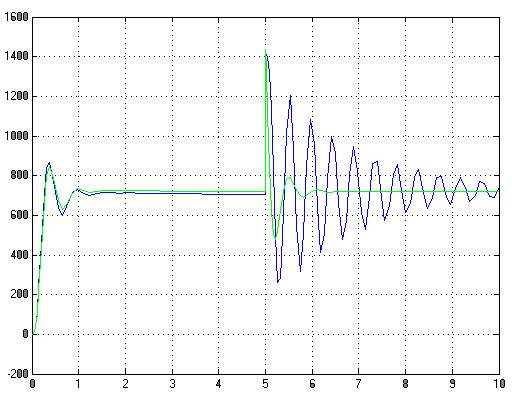
Рис.11.
При подаче возмущения амплитудой в диапазоне от 1 до 2.26 система теряет стабильность, но адаптивный контур стабилизирует ее (рис.12):
, 0С
t,
c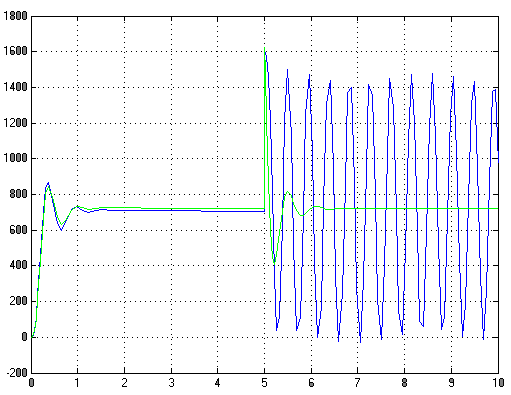
Рис.12.
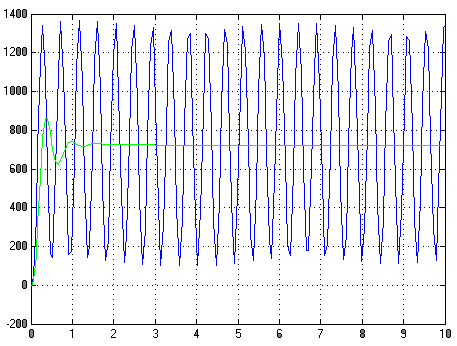
При подаче синусоидального возмущения с такими параметрами, как амплитуда А=0.09; частота ω=0.1рад/с; с отклонением 1. Получим следующие переходные процессы:
, 0С
t,
c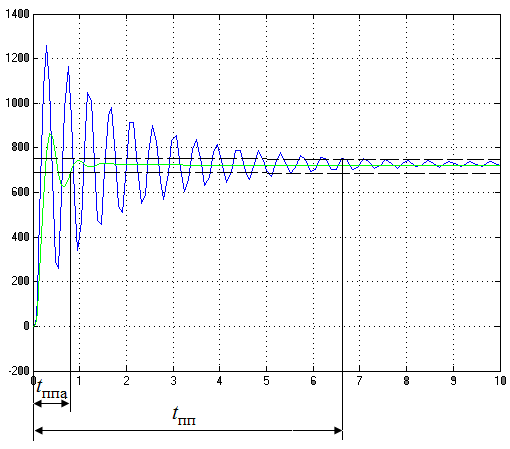
Рис.13.
По рис.13 видно, что время переходного процесса неадаптивной системы tпп=6.6с, а в АдСУ – tппа=0,8с.
Увеличим амплитуду возмущения до 0.9 и получим следующий переходной процесс (рис.14):
, 0С
t,
c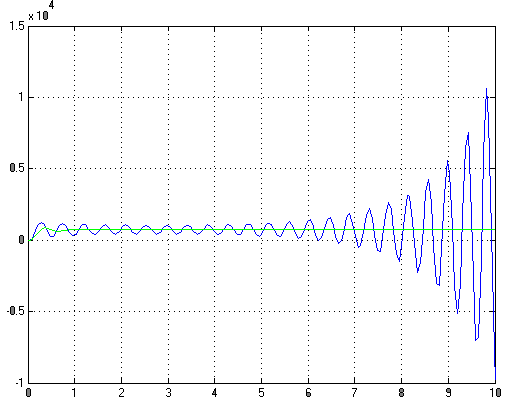
Рис.14.
Н
, 0С
t,
c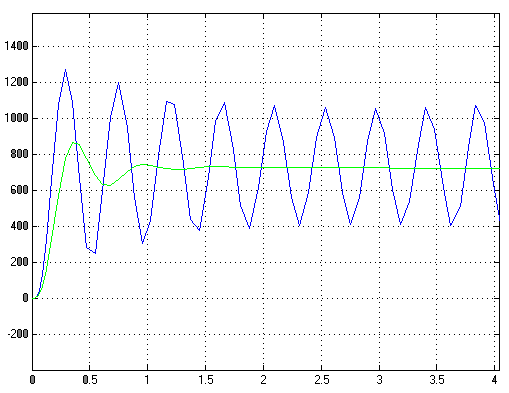
Рис.15.
Выводы:
Определили, что при подаче возмущения амплитудой в диапазоне 1÷1,5 неадаптивная система стабилизируется в течение времени переходного процесса tпп=1,6 с, а АдСУ – tппа=0,8 с. Если подать возмущение амплитудой в диапазоне 1÷2, то время переходного процесса у неадаптивной системы затягивается, а АдСУ также стабилизируется на необходимом значении. При подаче возмущения амплитудой в диапазоне 1÷2,26 неадаптивная система становится нестабильной, а с контуром адаптации она стабилизируется.
При подаче синусоидального сигнала с параметрами: А=0,09; ω=0.1рад/с; с отклонением 1. Время переходного процесса неадаптивной системы tпп=6,6 с, у АдСУ – tппа=0,8 с.
Список литературы:
-
Зориктуев В.Ц., Буткин Н.С. Основы автоматизации и управления технологическими процессами в машиностроении: Учебное пособие для студентов технических вузов: УГАТУ. – Уфа, 2000. – 405 с.
-
Кишуров В.М., Черников П.П. Резание материалов. Режущий инструмент: Учебное пособие: УГАТУ. – Уфа, 2004. – 268 с.