

Билет № 21
Основные виды мягкой тары и технология их производства.
Мягкая тара является одним из наиболее распространённых видов упаковки.
Достоинства: незначительный вес, самая низкая себестоимость, эстетична, размещает много информации, удобна, практична.
Мягкая тара ->потребительская (пакеты)
->транспортная (мешки)
Пакеты различаются по конфигурации дна, форме корпуса, особенностями горловины. Вместимость не более 3дм3.
Материалы: бумага, однослойные плёнки и многослойные композиционные материалы.
Формы.

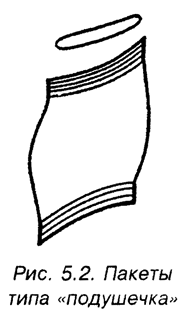


«Подушечка». Самая простая. Из рукавной полимерной плёнки с двумя поперечными швами.
С одним продольным и двумя поперечными швами:
- плоские
- с боковыми складками.
(из одного рулона плоского плёночного материала)
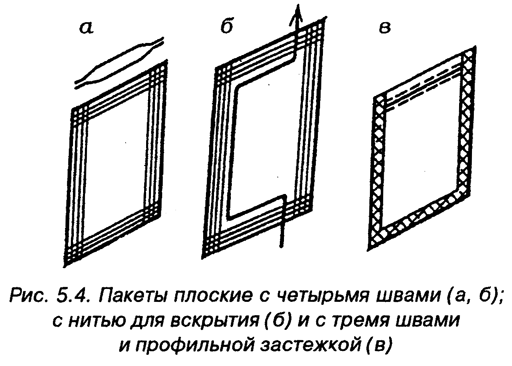
Плоские пакеты с тремя или четырьмя боковыми швами. Из двух рулонов плоских плёночных материалов.
Плоские со складкой у дна. Из одного рулона плёночного материала.
Оболочечные пакеты. Из рукавного термоусаживаемого материала.
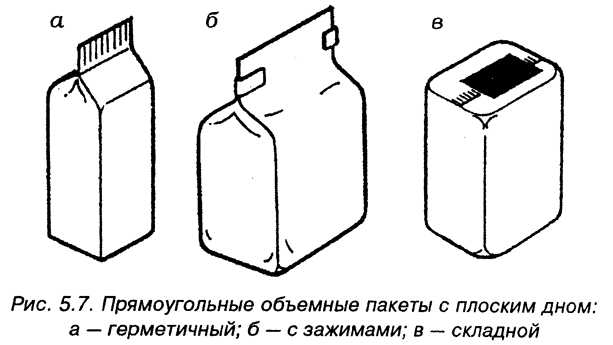
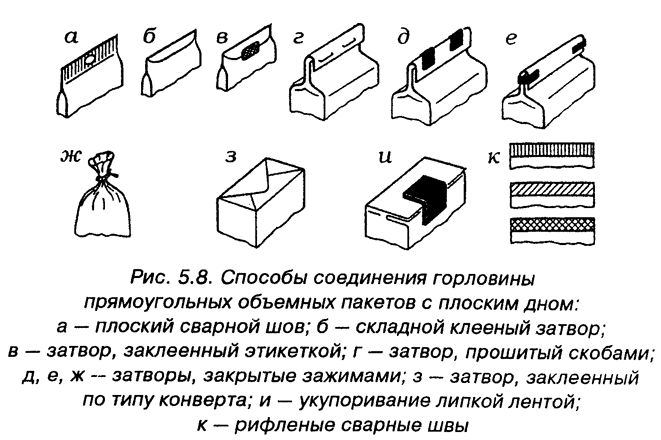
Прямоугольные плоские пакеты с плоским дном. Многослойные композиционные материалы. Часто используют алюминиевую фольгу в качестве барьерного слоя герметичных пакетов. Для негерметичных пакетов часто применяют бумагу.
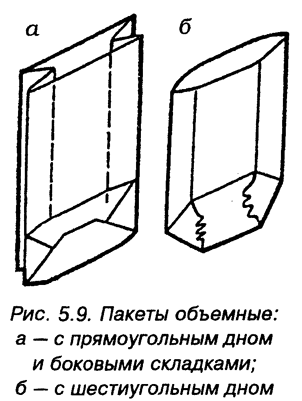
Пакеты объёмные с плоским дном из крафт-бумаги. Дно и боковые стенки соединяют склеиванием.
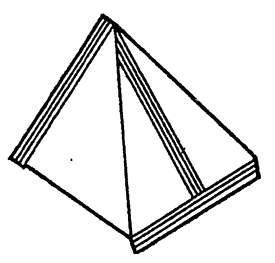
Объёмные пакеты в форме тетраэдра. Многослойные композиционные материалы. Герметичное соединение сваркой.
Хозяйственные сумки. Принципиальное отличие – ручки (из того же материала, что и сумка ( просечённые или сварные), упрочнённые ручки из толстой пластмассы). Изготавливают из прочных, нередно армированных однослойных и многослойных полимерных плёнок.
Производство: -> прерывное ( выполнение различных процессов на различных рабочих местах, с использованием различных автоматов и полуавтоматов или ручного труда)
-> непрерывное ((все технологические процессы выполняются в автоматическом режиме на одном автомате)
в зависимости от направления подачи в тару упаковываемой продукции различают 3 типа упаковочных автоматов.
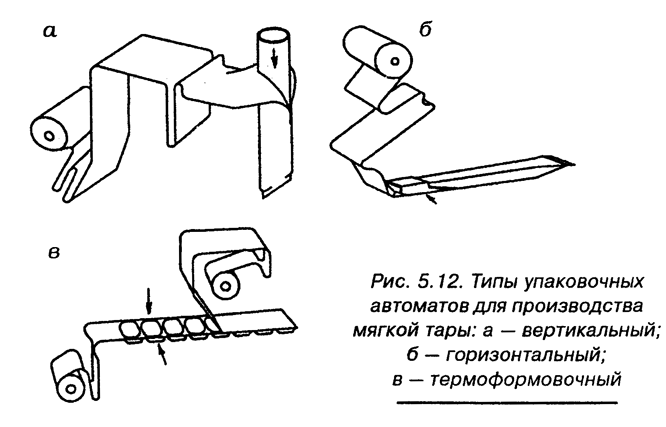
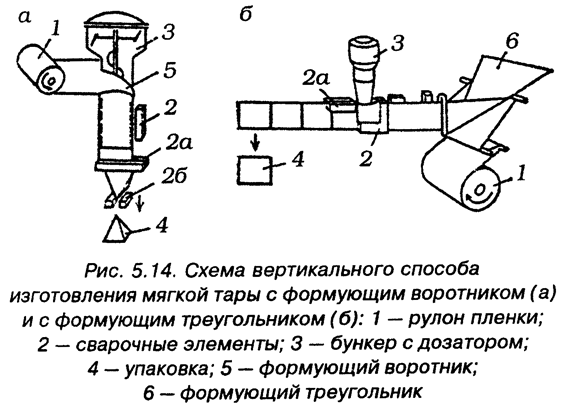
Автоматы вертикального типа.
Для чего: сухие сыпучие продукты, замороженные овощи, кофе и др. порошкообразные, пастообразные и жидкие вещества.
Основная движущая сила процесса заполнения тары – собственный вес продукции и избыточное давление либо вакуумирование.
Самая высокая гибкость, минимальная жёсткость, высокая герметичность, хорошие барьерные свойства получаемой тары.
Технологическая схема благоприятна для сварки и печати на внешней поверхности плёнок.
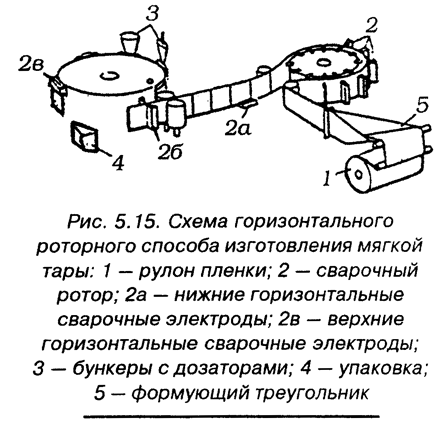
Автоматы горизонтально типа.
Для чего: крупная штучная продукция (мясо, хлебобулочные изделия, сыр, фрукты и тд)
Подача товара в тару различными транспортёрами, пневматически и в ручную.
Высокая гибкость, средняя жёсткость, высокие барьерные свойства и герметичность получаемой тары.
Хорошие условия для печати и сварки.
Термоформовочные автоматы.
Любые виды продукции, всеми возможными методами её подачи.
Нижняя часть - термоформованная (жёсткая или полужёсткая), верхняя - крышка (гибкая, минимальная жёсткость, многослойный материал с хорошими барьерными свойствами, способность к сварке и к склеиванию, а так же печати)


О
Рис. 1, б. Схема получения трубной заготовки: 1 - тело трубной головки; 2 - мундштук; 3 - дорн; 4 - трубная заготовка
собенности заполнения формы расплавом во фронтальном и струйном режимах.Схема работы экструзионно-выдувного автомата. Аналитический расчет производительности ЭВА.
Рис. 1, а. Схема
экструзионно-выдувного формования: 1
- пресс-форма; 2 - трубная головка; 3 -
трубная заготовка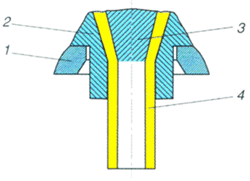
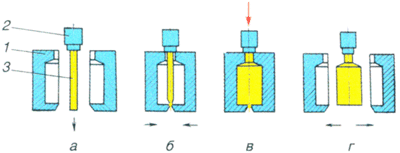
Рис. 2. Способы экструзионно-выдувного
формования: а - выдув сверху; б - выдув
снизу; в - выдув иглой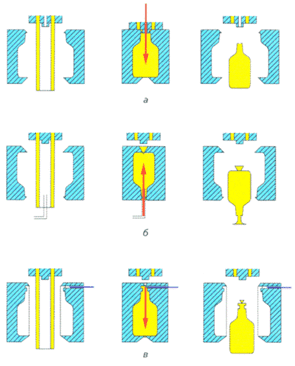
Бутылки из полимеров изготавливают методом выдувного формования двумя разными способами. В первом случае, который называют экструзией с раздувом (ЭР) (рис. 1, а), полимер расплавляют до состояния густого меда в специально подогреваемых шнековых насосах - экструдерах, выдавливают из него полый цилиндр - трубную заготовку (рис. 1, б), которая поступает в форму. Расплавленный полимер раздувается воздухом и остывает на холодных стенках пресс-формы. В другом случае - инжекционно-выдувного формования (ИВ) (рис. 1, в) - сначала методом литья под давлением изготавливают заготовку в виде пробирки - преформу. Преформу нагревают до состояния эластичной резины, помещают в пресс-форму и в резиноподобном состоянии раздувают сжатым воздухом. Далее готовое изделие остывает на холодных стенках пресс-формы. Исторически экструзионно-выдувное формование бутылок возникло раньше второго способа. Однако в последнее десятилетие метод инжекционно-выдувного формования значительно потеснил первый.
Существует несколько способов выдува бутылок методом ЭР: сверху, снизу и сбоку иглой. Выбор того или иного способа определяется конструкцией бутылки, особенно горлышка, материалом, из которого изготовляется бутылка, особенностями выбранного выдувного агрегата. Способ выдува определяет, в свою очередь, конструкцию пресс-формы.