

4 Характеристика исходных материалов, применяемых для штамповки и ковка. Подготовка материалов к штамповке и ковке. Организация и оборудование заготовительного участка
В качестве заготовок под ковку и штамповку применяют стальной прокат дующих видов:
-обжатая болванка (блюм) сечением от 140x140 до 350x350 мм;
-катаная заготовка квадратная 40x40 - 200x200 мм с закругленными углами;
-сталь горячекатаная квадратная 6x6 - 100x100 мм с прямыми углами и 50x50 - 200x200 мм с закругленными углами;
-сталь горячекатаная круглая диаметром 9 - 200 мм обычной точности, диаметром 9-150 мм повышенной точности, а также калиброванная (подвергнутая волочению) 3-го, 4-го и 5- го классов точности;
-различный профильный прокат стандартный и специальный;
-периодический прокат;
-трубы бесшовные и некоторые другие виды проката.
Весь указанный прокат, кроме специального профильного и периодического, а также труб некоторых профилей, изготовляемых по специальным техническим условиям, стандартизован.
В стандартах оговорены принятые ряды размеров профиля и допуски на них, предельные размеры профиля при поставке в мотках (бунтах), пределы нормальной (торговой) длины прутков и допуски на нее, местная кривизна и качество реза.
Длина прутков в зависимости от вида проката и размеров профиля бывает в пределах от 2 - 6м до 5 - 10м.
Для штамповки применяют металлы следующих марок:
1)сталь углеродистая обыкновенного качества (Ст. 9, Ст. 1, Ст. 2кп, Ст.5);
2)сталь качественная конструкционная углеродистая (10, 20, 50, 15Г, ЗОГ);
3)сталь легированная конструкционная (15Х, 38ХА, 45ХЦ, 10Г2, 40ХГ);
4)высоколегированная коррозионная, жаростойкая и жаропрочная сталь X5M. 4X9C2, 1Х12Н2ВМФ, 1X13, 2Х17Н2);
5)сталь инструментальная углеродистая (У7, У8Г, У11 А, У13);
6)сталь инструментальная легированная (7ХФ, 13Х, ХВСГ, Х12М);
7)сталь инструментальная быстрорежущая (Р18, Р9Ф5, Р9К5); Подготовка проката к ковке и штамповке производится на заготовительных участках и сводится к выявлению и удалению (главным образом вырубкой пнев-
матическим молотком, зачисткой абразивным инструментом, огневой зачисткой) поверхностных дефектов.
К основным дефектам сортового проката относятся трещины, волосовины, плёны, закаты, флокены. Для слитков характерны: повышенное содержание неметаллических включений, глубокое расположение усадочной раковины, трещины.
Разделение исходного металла на части производят двумя основными способами:
1) Безотходные (отрубка, рубка, обкатка клиновым инструментом, холодная ломка, разрезка в штампах и на ножницах);
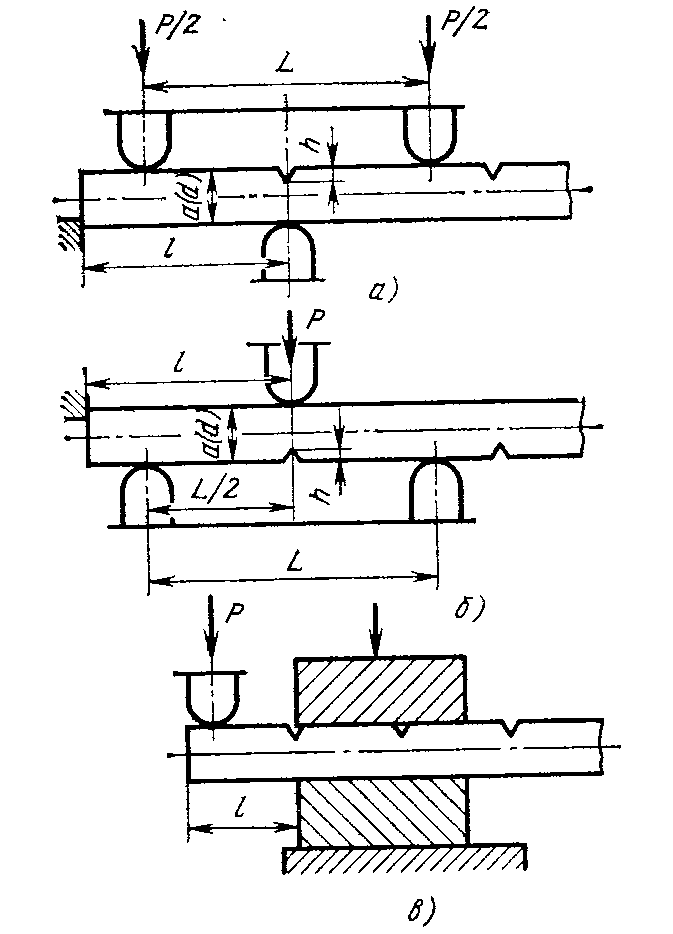
Рисунок 4.1 – Схемы холодной ломки
2) С отходами (резка пилами, резцами на токарных станках, абразивными кругами, анодно-механическая резка, газопламенная, воздушно-дуговая, пламен-дуговая, лазерная).
Самым высокопроизводительным и дешевым способом является резка на ножницах и прессах. В кузнечных цехах с крупносерийным и серийным производством этот способ является основным. Он выгодно отличается и тем, что не вызывает дополнительных потерь металла на прорезку. Но существенным недостатком этого метода является искажение формы торцевой части заготовки.
В кузницах мелкосерийного и индивидуального производства, применяющих прокат крупных сечений развита кислородная резка. Основным недостатком огне-
в ой резки является дополнительная потеря металла на прорезку.
 Хорошее
качество реза и сравнительно высокая
точность обеспечиваются при резке
проката на пилах
и других отрезных станках. Однако
относительно низкая производительность,
высокая стоимость и кратковременная
стойкость режущего инструмента, а также
потери металла на прорезку ограничивают
применение данного способа. Резку
на пилах и других отрезных станках
рекомендуется применять лишь в тех
случаях, когда к заготовке предъявляются
повышенные требования в отношении
качества
реза и допусков на длину. В кузницах
применяется также резка на пилах и в
тех случаях, когда усилие пресс-ножниц
недостаточно для резки проката крупных
сечений.
Хорошее
качество реза и сравнительно высокая
точность обеспечиваются при резке
проката на пилах
и других отрезных станках. Однако
относительно низкая производительность,
высокая стоимость и кратковременная
стойкость режущего инструмента, а также
потери металла на прорезку ограничивают
применение данного способа. Резку
на пилах и других отрезных станках
рекомендуется применять лишь в тех
случаях, когда к заготовке предъявляются
повышенные требования в отношении
качества
реза и допусков на длину. В кузницах
применяется также резка на пилах и в
тех случаях, когда усилие пресс-ножниц
недостаточно для резки проката крупных
сечений.
В основном на заготовительных участках применяют резку на ножницах и прессах. Основные типы инструмента для резки представлены в таблице 4.1.
Таблица 4.1 - Классификация инструмента для резки на ножницах и прессах
Инструмент для резки на ножницах и прессах |
||||||||||
Ножи |
Штампы |
|||||||||
Одноручьевые |
Многоручье- вые |
Плоские |
||||||||
Цельные |
Состовные |
Со вставками |
Открытые |
Закрытые |
Параллельные |
Наклонные |
Одноопорные |
Двухопорные |
Глазковые |
|
Заготовки крупных сечений можно получать холодной ломкой. Операции ломки предшествуют операции разметки и надрезания. Операция ломки позволяет только обеспечить получение заготовок крупных сечений, но по излому контролировать качество металла. Ломка производится на гидравлических прессах.
Оборудование кузнечно-заготовительного цеха:
Пресса: 63, 100, 160, 400 кН (К116Б, К117, КА9536, ДИ160, К2326, К2130).
Ножницы сортовые: ScPK500, 800, 1000, 1600; FD200, 125.
Фрезерно-отрезные станки: 8Г662, 8Г663, 8В66А.
Станки трубоотрезные: 9А151 и 91А11М.
Станки для снятия фасок: БС364, БС839, 3К631, 3А332.