

1. Структура гибких автоматизированных систем в штамповочном производстве
1.1. Направления комплексной автоматизации
Комплексная автоматизация производственных процессов во всех случаях обеспечивает существенное повышение производительности общественного труда, что определяется взаимосвязанным решением комплекса технологических, организационно-технических, управленческих и социально-экономических задач для всего производственного цикла.
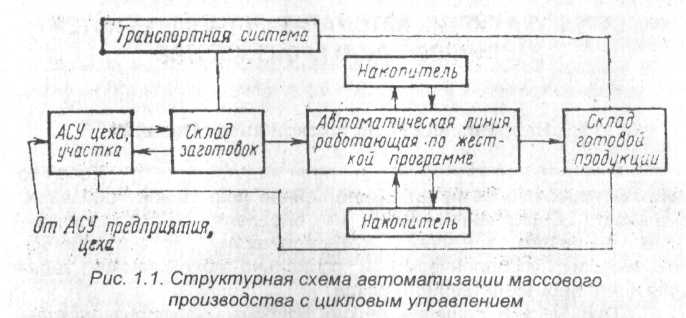
Технические решения автоматизированных производственных систем зависят от вида и масштабов производства. Для массового штамповочного производства экономически оправданы автоматические линии (АЛ), построенные на базе специализированных и специальных автоматов. Структурная схема автоматизации этого типа производства показана на рис. 1.1. Автоматизация операций загрузки—разгрузки, ориентирования во времени и пространстве, передачи из одной позиции в другую предметов обработки осуществляется на основе жестких кинематических связей. Технологическое оснащение автоматов специализировано. Межоперационная транспортировка предметов обработки производится специальными конвейерами, связанными с рабочими местами также жесткими кинематическими связями. Для хранения и выдачи заготовок применяются автоматизированные склады, накопители, автоматические бункерные загрузочно-ориентирующие устройства (АБЗОУ), конструкция которых рассчитана на определенный вид изделий. Ввиду большой протяженности АЛ управление ими осуществляется с помощью электрических систем, обеспечивающих дистанционное, заранее заданное, программирование. Для установки, переноса и съема предметов обработки широко используются механические руки и манипуляторы с определенным комплексом движений, выполняемых по командам от достаточно простых цикловых систем управления. В массовом производстве ЭВМ может выполнять диспетчирование и контроль протекания производственного процесса.
3
Наряду с автоматами, базой АЛ могут служить роторные машины, принцип действия которых основан на непрерывном движении инструмента и предмета обработки. Кинематически связанные между собой транспортными роторами или цепным конвейером, эти машины образуют соответственно роторные или роторно-конвейерные линии.
Высокая производительность АЛ, их достаточные надежность и отлаженность определяются узкоцелевым назначением -изготовлением изделий только одного вида. Они могут эффективно применяться в отраслях с массовым типом производства в течение длительного (6 ... 10 лет) времени. В случае перехода на выпуск новой продукции АЛ, в большинстве случаев полностью заменяются, окупая, как правило, за период эксплуатации затраты на их изготовление.
При более частой сменяемости изделий (1...3 года) создаются переналаживаемые автоматические линии (ПАЛ) на базе специализированных автоматов, прессов с револьверными столами, агрегатных технологических машин и др. На таких линиях целесообразно изготовлять несколько наименований изделий, заменяя технологическое оснащение или отдельные агрегаты технологических машин. Замена требует длительного времени переналадки, поэтому с точки зрения экономической эффективности допустимая частота переналадок, а следовательно, и номенклатура изделий ограничены.
При применении в ПАЛах унифицированной переналаживаемой технологической оснастки, а в качестве переналаживаемых межоперационных транспортных и подающих устройств - промыш ленных роботов (ПР), становится экономически целесообразным изготовлять на них определенную номенклатуру изделий с 12...20 переналадками в год.
4
Стремление к комплексной автоматизации быстропереналаживаемых многономенклатурных производств потребовало создания гибких автоматизированных систем (ГАС), в которых предусматривается частичное участие человека в наладочных, подготовительно-заключительных и загрузочно-разгрузочных работах. К таким работам относятся, например, загрузка кассет, палет, в которых перемещаются предметы обработки, а также периодический контроль состояния инструмента и некоторые другие, трудно поддающиеся автоматизации, операции. Все остальные операции при функционировании ГАС выполняются с использованием различных устройств программного управления соответствующими элементами системы.
В соответствии с ГОСТ 26228-84 под гибкой производственной системой (ГПС) понимается совокупность или отдельная единица технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик. Кроме гибкости (быстрой переналаживаемости) ГПС обладает еще рядом особенностей, определяющих ее высокую эффективность: обеспечивает высокую производительность при безлюдной технологии и малолюдном производстве, а также значительное сокращение производственного цикла от заготовки (полуфабриката) до готового изделия при минимуме объема незавершенного производства.
В условиях гибкого производства и средства автоматизации должны быть быстро переналаживаемыми. Этому способствует применение технологических машин с числовым программным управлением (ЧПУ), промышленных роботов, построенных по модульному принципу, а также других быстросменных и быстроперестраиваемых средств автоматизации с общим, в том числе, иерархическим, управлением от ЭВМ (микропроцессоров).
В гибких автоматических производственных системах (ГАПС) управление осуществляется без участия человека (естественно, однако, что включение системы, ее начальная наладка, ремонт, профилактические работы выполняются человеком). Таким образом, ГАПС обеспечивает не только безлюдную технологию, но и безлюдное производство.
5