

3 Оборудование, приспособления, материалы
Для выполнения лабораторной работы необходимо следующее: плавильные печи, бегуны, материалы для приготовления формовочных и стержневых смесей (свежий кварцевый песок, отработанная формовочная смесь, глинистый песок и др.).
Инструменты для изготовления и отделки форм и стержней, разливочные ковши, термопары, модели и стержневые ящики, модели литниковой системы.
Плакаты по технологии изготовления разовых литейных форм, характерным видам брака и технике безопасности.
4 Порядок выполнения работы
После получения индивидуального или бригадного (два-три человека) задания (чертежа готовой детали) разработать технологический процесс на получение литой заготовки, сделать технологическую разметку и эскизы модельного комплекта для получения отливки в разовой литейной форме по деревянной или металлической, разъемной модели.
При разработке модельного комплекта особое внимание нужно обратить на конфигурацию модели: наличие отверстий, которые необходимо изготовлять литыми, радиусы закруглений, формовочные уклоны которые назначаются в зависимости от выбранной линии разъема, геометрии отливки, способа формовки и материала модели, согласно ГОСТ 3.1125-88 [5].
4.1 Изготовление разовой формы
После согласования разработанных эскизов модельного комплекта с преподавателем, получить соответствующий модельный комплект и приступить к изготовлению разовой литейной формы.
Процесс изготовления разовой формы по разъемной модели рекомендуется выполнять в следующей последовательности (рис. 2.5):
1. Нижнюю половину модели (не имеющую центрирующих шипов) положить плоскостью разъема вниз на подмодельную доску, припылить модельной пудрой и накрыть нижней опокой (рис. 2.5 а).
2. Через сито просеять облицовочную смесь, покрывая модель слоем толщиной 15…20 мм, а остальную часть опоки засыпать с избытком наполнительной формовочной смесью.
3. Уплотнить смесь ручной трамбовкой.
4. Линейкой срезать излишки формовочной смеси заподлицо с опокой.
5. Иглой наколоть вентиляционные каналы (рис. 2.5 б).
6. Набитую опоку перевернуть на 180°.
7. На нижнюю полумодель установить верхнюю полумодель и припылить ее.
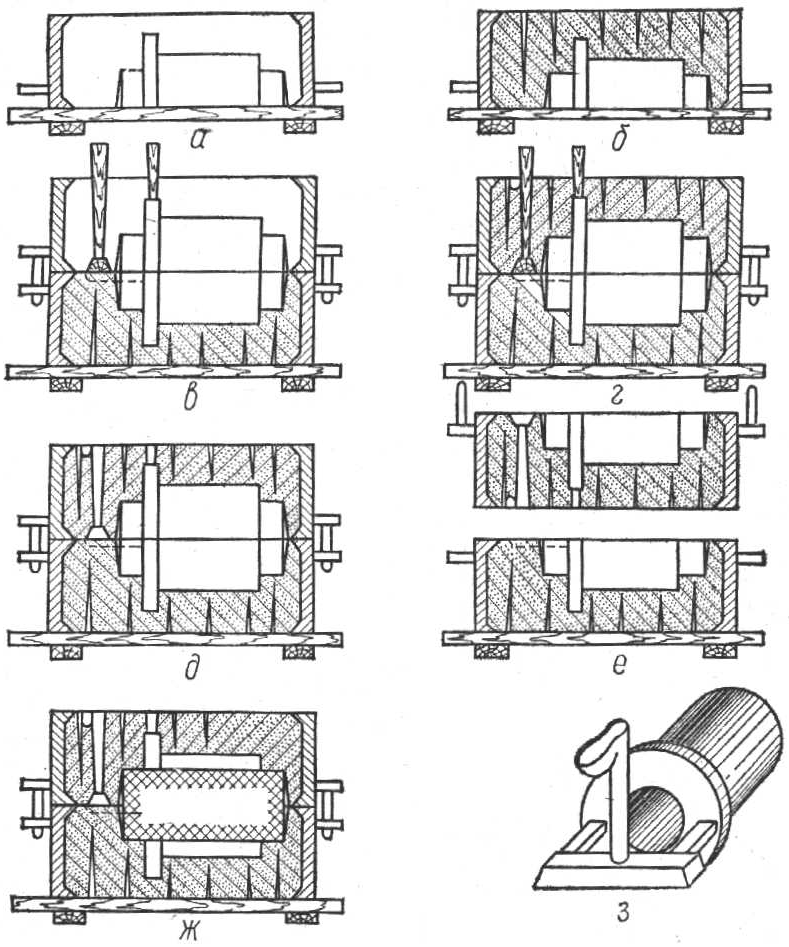
Рисунок 2.5 - Формовка в двух опоках по неразъемной модели [1]
8. Плоскость разъема формы посыпать разделительным сухим песком.
9. На нижнюю опоку по штырям наложить верхнюю опоку.
10. Установить модели шлакоуловителя, стояка и выпора.
11. Просеять облицовочную смесь, уплотняя ее руками вокруг моделей литниковой системы (рис. 2.5 в).
12. Засыпать верхнюю опоку с избытком формовочной смесью.
13. Уплотнить формовочную смесь трамбовкой и линейкой срезать излишки смеси заподлицо с верхней опокой.
14. Иглой наколоть вентиляционные каналы в верхней полуформе и гладилкой вырезать возле стояка литниковую чашу (рис. 2.5 г).
15. Удалить из формы модели стояка и выпора (рис. 2.5 д).
16. Снять верхнюю опоку и перевернуть на 180° (рис. 2.5 е).
17. Кистью смочить формовочную смесь вокруг полумоделей.
18. Подъемником полумодели растолкать в стороны и осторожно удалить из форм.
19. В нижней полуформе прорезать питатели.
20. Форму поправить и выгладить инструментом.
21. Установить в нижнюю полуформу готовые стержни по знакам.
22. Накрыть верхней полуформой (рис. 2.5 ж) и нагрузить.