

Лекція 22 Високочастотна металізація
22.1. Характеристика методу високочастотної металізації
Цей метод вважається перспективним, але ще мало вивченим. Тому серед газотермічних методів напилення покриттів він найменш поширений.
Для плавлення металу застосовують індукційний нагрів струмами високої частоти. Особливістю цього джерела є поверхневе плавлення металу на невелику глибину, що становить десяті частки міліметра. Глибина проникнення високочастотного струму:
![]()
де — питомий опір розпилюваного металу; — магнітна проникність; f — частота струму.
Глибина проникнення тим менша, чим більша частота струму, електропровідність металу і його магнітна проникність.
Схема напилювання покриттів високочастотною металізацією показана на рис. 22.1. Розпилювальна головка працює за принципом концентратора вихрових струмів і являє собою високочастотний трансформатор. Первинна зовнішня багатовиткова обмотка індуктора 1 охоплює вкладиш 2, що є вторинною одновитковою обмоткою цього трансформатора. Магнітний потік індуктора концентрується в центральній частині вкладиша, отвір якого називають гребенем концентратора. У цей отвір подається розпилювальний дріт 3. Поверхню дроту розплавляють на невелику глибину. По каналах 4 подається розпилювальний газ, частіше за все повітря. Потік напилених частинок I одержують безупинним змиванням розплавленого металу з поверхні дроту і його диспергуванням розпилювальним струменем II. Високочастотну металізацію проводять механізованими способами без захисту потоку часток і плями напилення.
Конструктивно параметри розпилювача впливають великим чином на ефективність процесу, особливо форма і розміри індуктора і концентратора, їхнє взаємне розташування. Діаметр сопла, його довжина і форма аналогічні електродуговим металізаційним розпилювачам. Сопло безпосередньо пов'язано з концентратором. Подачу до нього стиснутого газу здійснюють по периферійних каналах. Індуктор і концентратор охолоджуються водою. При цьому втрачається значна частина підведеної енергії. Тепловий ККД розпилювача знаходиться в межах 0,24 — 0,4.
До
основних параметрів режиму роботи
при
високочастотній металізації відносять
потужність високочастотного генератора,
його частоту і тиск
розпилювального газу. Для отримання
досить високого енергетичного ККД
розпилення слід підбирати частоту
струму
відповідно до діаметра розпилювального
дроту. Так, для стального
дроту з
![]() необхідна частота близько
необхідна частота близько
![]() зі зменшенням
необхідна частота різко зростає. При
зі зменшенням
необхідна частота різко зростає. При
![]() вона вже становить
вона вже становить
![]() .
.
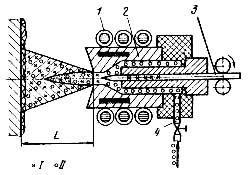
Рис. 22.1. Схема напилення покриттів за допомогою високочастотної металізації
Параметри розпилюваного матеріалу вибирають в таких межах: ; довжина відрізків 3 — 5 м, а швидкість подачі 0,4 — 1,3 м/хв. Необхідна висока ступінь співвісності дроту і соплового концентратора.
Параметри, що характеризують зовнішні умови при високочастотній металізації, аналогічні іншим методам газотермічного напилювання. Наприклад, дистанцію напилювання вибирають в межах 50 — 150 мм.
Параметри
розпилюючого струменя і потоку напилюваних
часток близькі
до параметрів при
електродуговій
металізації. При
однаковій продуктивності розпилення
високочастотна металізація дозволяє
одержувати
більш концентровані потоки напилюваних
часток, досягають
![]()
Метод має обмежене застосування, обумовлене значно більш складним устаткуванням і умовами експлуатації. Він придатний для напилювання обмеженої номенклатури матеріалів, головним чином, сталей.
22.2. Коротка характеристика обладнання для високочастотного напилення
Принципіальна схема установки для високочастотної металізації наведена на рис. 22.2.
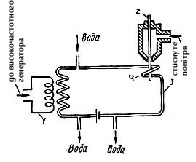
Рис. 22.2. Принципіальна схема установки для високочастотного індукційного напилення
Джерелом високочастотних коливань служить ламповий генератор, з якого вони надходять на первинну обмотку трансформатора 1 коливального контуру 3. Розпилюваний стрежень 2 рівномірно подається в індуктор 4, де здійснюється його нагрівання та плавлення.
Індуктор, механізм подачі прутка (дроту), а також система подачі розпилюванного газу утворюють розпилювач.
Запитання
для самоперевірки до розділу «Газотермічні методи напилення»
Плазма і її основні характеристики. Види плазм.
Потік плазми. Плазмово-дугове та плазмово-струменеві напилення.
Які основні види та відмінності джерел живлення плазми?
Вольт-амперна характеристика дуги плазми.
Принцип будови плазмотронів. Що таке МЕВ.? Для чого потрібні у плазмотронах міжелектродні вставки?
Які існують схеми вводу порошку в плазмотрон?
Які існують схеми збудження дуги в плазмотронних розпилювачах?
Характеристика газів для газотермічних установок.
Для чого використовують шланг-кабелі?
Які типи порошкових живильників-дозаторів використовують для ГТН?
Принцип газополуменевого методу напилення покриттів.
Електродугова металізація. Суть та умови нанесення покриттів.
Особливості нанесення покриттів за допомогою електродугової металізації.
Як впливають зовнішні фактори на процес електродугової металізації?
У чому полягає суть детонаційного нанесення покриттів?
Які гази та порошки застосовують для детонаційного напилення?
Що таке високочастотна металізація? Які її переваги та недоліки перед іншими методами ГТН?