

Глава 2
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ЧАСТИ ПРОЕКТА НПЗ И НХЗ
2.1. СОВРЕМЕННЫЕ СХЕМЫ ПЕРЕРАБОТКИ НЕФТИ И ПРОИЗВОДСТВА НЕФТЕХИМИЧЕСКОЙ ПРОДУКЦИИ
Разработка рациональной технологической схемы нефтеперерабатывающего завода с подбором технологических установок и определением наиболее целесообразного варианта эксплуатации установок является наиболее важным этапом проектирования предприятия.
В нашей стране нефтеперерабатывающие заводы строят в местах концентрированного потребления нефтепродуктов. В прошлом местонахождение перерабатывающего предприятия обусловливалось наличием сырья — именно так возникли центры нефтепереработки в Баку, Уфе, Грозном. Однако в дальнейшем стало ясно, и это подтвердили технико-экономические расчеты, что гораздо рентабельнее транспортировать сырье (нефть) к местам концентрированного потребления, чем перевозить нефтепродукты с заводов, расположенных вблизи промыслов. Поэтому, начиная с 1950-х годов нефтеперерабатывающие заводы строятся в точках, удаленных на тысячи километров от источников сырья (Новополоцк и Мозырь в БССР, Мажейкяй в Литовской ССР, Павлодар и Чимкент в Казахской ССР и др.).
Технологическая схема НПЗ определяется потребностью в нефтепродуктах того или иного ассортимента, качеством перерабатываемого сырья, состоянием разработки тех или иных технологических процессов. Решающим фактором является потребность в нефтепродуктах района, где находится предприятие (так называемая плотность потребления). Территория СССР условно разбита на зоны тяготения, каждая из которых обеспечивается нефтепродуктами с одного-двух близлежащих заводов. Например, в зону тяготения Киришского НПЗ входят Ленинградская, Мурманская и Новгородская области, Карельская АССР и Эстонская ССР.
Балансом производства и потребления нефтепродуктов предусматриваются постоянные или временные перевозки нефтепродуктов из одного района в другой по схеме, обеспечивающей минимум затрат. Рациональными в пределах Европейской части страны считаются перевозки - нефтепродуктов из восточных районов, где имеются избыточные мощности по переработке нефти, в районы с концентрированным потреблением нефтепродуктов.
Качество сырья не имеет такого решающего значения, как это было ранее, поскольку разработаны процессы, позволяющие получать основные сорта нефтепродуктов, в том числе и высокого качества, практически из любой нефти. Однако для производства таких продуктов, как битумы, нефтяной кокс, отдельные сорта смазочных масел требуются специальные виды сырья. Например, при современном уровне технологии из высокопарафинистых нефтей весьма сложно получить нефтяные битумы, а из высокосернистых нефтей - малосернистый электродный кокс.
Существует несколько вариантов технологических схем переработки нефти. Однако в общем виде эти схемы могут быть сведены к трем-четырем основным Типам: 1) топливная с неглубокой переработкой нефти; 2) топливная с глубокой переработкой нефти; 3) топливно-масляная; 4) тошшвно-нефтехимическая.
На заводах, работающих по первым двум схемам, вырабатываются, в основном различные топлива — бензин, авиационный и осветительный керосины, дизельное; газотурбинное, печное и котельное топлива. При неглубокой переработке нефти отбор светлых нефтепродуктов составляет не более 40—45%, а выработка котельного топлива достигает 50—55% в расчете на исходную нефть.
Предприятия с неглубокой переработкой нефти проектировались и строились в 1950—80-х годах в тех районах, где отсутствуют такие источники энергии, как каменный уголь, природный газ и где в связи с этим для энергетических установок использовалось котельное топливо нефтяного происхождения (мазут).
Заводы топливного профиля с глубокой переработкой нефти сооружены в районах Урала и Сибири, а за рубежом - в США, на Ближнем и Среднем Востоке. В США, где особенно велика потребность в бензине и в других светлых нефтепродуктах, имеются заводы, на которых отбор светлых достигает 72—75/0, а котельное топливо вырабатывается только в количествах, необходимых для обеспечения собственной потребности предприятия.
«Основные направления экономического и социального развития СССР на 1981—1985 годы и на период до 1990 года» в числе основных задач, стоящих перед народным хозяйством страны, называют дальнейшее углубление переработки нефти, сокращение потребления нефти и нефтепродуктов в качестве котельно-печного топлива.
В ближайшем будущем будет реализована программа проектирования и строительства установок глубокой переработки нефти на многих предприятиях, -в том числе и на тех, которые были первоначально запроектированы как заводы с неглубокой переработкой нефти.
На рис. 2.1 приведена схема потоков НПЗ топливного профиля с неглубокой переработкой нефти, а на рис. 2.2 - с глубокой переработкой нефти.
Заводы топливно-масляного профиля (рис. 2.3) проектируются таким образом, чтобы обеспечить получение заданного количества смазочных масел. Попутно с производством масел вырабатываются парафины и церезины. На базе асфальтов и экстрактов, являющихся побочными продуктами установок очистки масел, получают битумы и нефтяной кокс.
Ассортимент продукции значительно расширяется, если включить в состав НПЗ нефтехимические производства. Нефтехимические производства используют такие виды сырья, как прямогонный бензин, индивидуальные легкие парафиновые углеводороды, ароматические углеводороды (бензол, толуол), смеси высших алканов (жидкие и твердые парафины). Как правило, нефтехимические цеха являются частью крупных производственных объединений, в состав которых входят и нефтеперерабатывающие заводы. Сырье с нефтеперерабатывающей на нефтехимическую часть передается по трубопроводам. Так запроектированы, в частности, предприятия в Перми, Ангарске, Салавате. В отдельных случаях нефтехимические производства функционируют независимо от НПЗ и получают сырье по железной дороге или магистральным продуктопроводам (например, по этиленопроводу).
Головным производством НХЗ в большинстве случаев является пиролиз с получением этилена, пропилена, бутилен-дивинильной фракции, жидких продуктов, в которых содержится 60—90% (масс.) ароматических и 10—40% (масс.) неароматических углеводородов (в основном, диенов, олефинов и циклоолефинов). На основе полученных продуктов осуществляется широкая гамма нефтехимических синтезов. На рис. 2.4 приведена примерная схема материальных потоков нефтехимического завода, на котором вырабатываются различные кислородсодержащие соединения, полиолефины, полистирол и т. д.

Рис. 2.1. Схема потоков НПЗ топливного профиля с неглубокой переработкой нефти.

Рис. 2.2. Схема потоков НПЗ топливного профиля с глубокой переработкой нефти:
I - легкий бензин; II - легкий газойль; III - тяжелый бензин; IV - фракция выше 350°С; V - фракция 280-420°С; VI - фракция выше 420°С; VII - легкий алкилат; VIII - тяжелый алкилат.

Рис. 2.3. Схема потоков НПЗ топливно-масляного профиля.
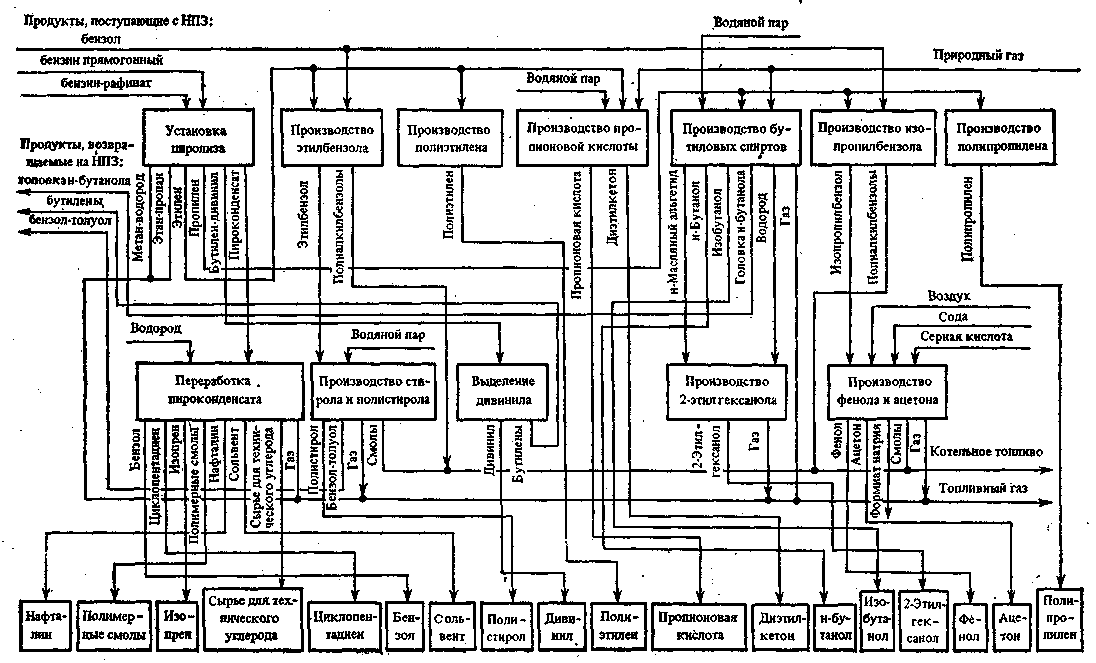
Рис. 2.4. Схема потоков НХЗ.
2.2. ОСНОВНЫЕ ВИДЫ ПЕРЕРАБАТЫВАЕМОГО СЫРЬЯ
Сырье нефтеперерабатывающих заводов. Основным сырьем НПЗ является нефть. Нефть может поступать на предприятие по магистральному нефтепроводу, железной дороге или водным путем. Доля трубопроводного транспорта в общем объеме перевозок нефти постоянно возрастает. Мощные высокопроизводительные нефтепроводы связывают промыслы Поволжья, Татарии, Башкирии и Западной Сибири с заводами европейской части страны, Урала, Сибири и Казахстана. По железной дороге, как правило, транспортируются нефти с близлежащих месторождений. Например, по железной дороге поступает нефть месторождений Волгоградской области на Волгоградский НПЗ, нефть Речицкого месторождения - на Мозырский НПЗ и т.п.
При разработке проекта НПЗ тип перерабатываемой нефти указывается в задании на проектирование. Многие отечественные НПЗ, проектировавшиеся в 1950-70-х годах, были рассчитаны на переработку восточных нефтей типа туймазинской или ромашкинской. В настоящее время в общем балансе нефтяного сырья все большее место занимают нефти Западной Сибири, Казахстана, Коми АССР.
Сырье нефтехимических производств. В качестве сырья нефтехимических производств используются различные продукты, полученные при переработке нефти, а также природные и попутные газы. На долю нефтехимии приходится относительно небольшое количество мирового потребления нефти и газа. В странах Западной Европы эта доля составляет 7-8%, а в СССР и США – 4-6%. В перспективе потребление нефтепродуктов, природного и попутного газа для нужд нефтехимии увеличится и Достигнет 12-15%.
2.3. ИСХОДНЫЕ ДАННЫЕ ДЛЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОЙ ЧАСТИ ПРОЕКТА
Разработка технологической части проектов нефтеперерабатывающих и нефтехимических заводов ведется на основании комплекса данных, которые выдаются отраслевыми научно-исследовательскими институтами. Эти данные могут быть условно разбиты на несколько групп.
В первую группу входит характеристика исходного сырья, которое предполагается использовать на проектируемом заводе, Данные о количестве и качестве промежуточных и товарных продуктов, которые могут быть получены из этого сырья.
Вторую группу составляют показатели отдельных технологических процессов, используемых при переработке для получения определенного ассортимента товарных продуктов.
В отдельную группу выделяются данные о мероприятиях, которые должны быть предусмотрены для охраны - водного и воздушного бассейнов и почвы от загрязнений вредными выбросами.
Перед началом проектирования должен быть определен головной, научно-исследовательский институт по выдаче данных для проектирования. Обязанности головного института при проектировании НПЗ обычно выполняются Всесоюзным научно-исследовательским институтом по переработке нефти (ВНИИНП) или Грозненским научно-исследовательским институтом по переработке нефти (ГрозНИИ). Головной научно-исследовательский институт самостоятельно или с привлечением других НИИ проводит детальное исследование представительных образцов сырья. Сырье подвергается переработке на полупромышленных или промышленных установках, воспроизводящих реальные технологические процессы, намечаемые к осуществлению на проектируемом заводе. В тех случаях, когда реальное сырье по каким-либо причинам отсутствует и провести его исследование не представляется возможным, выдаются данные, полученные при изучении близкого аналога.
Ниже приводится краткая характеристика основных технологических процессов переработки нефти и нефтехимического синтеза и их места в схеме завода.
Обессоливание и обезвоживание. Нефть, добываемая из земных недр, отделяется на промыслах от растворенного газа, воды и солей. В зависимости от степени подготовки на промыслах установлено три группы нефти, отличающиеся содержанием воды (0,5; 1%) и хлоридов (до -100, 100-300, 300-1800 мг/л). Все нефти, поступающие на НПЗ, должны быть обезвожены и обессолены до остаточного содержания солей 3-5 мг/л. Обезвоживание и обессоливание проводится на отдельных установках или блоках, входящих в состав установок первичной перегонки. Рекомендации по проектированию установок обессоливания выдаются ВНИИНП и содержат сведения о температуре и давлении процесса, расходе промывной воды и деэмульгатора.
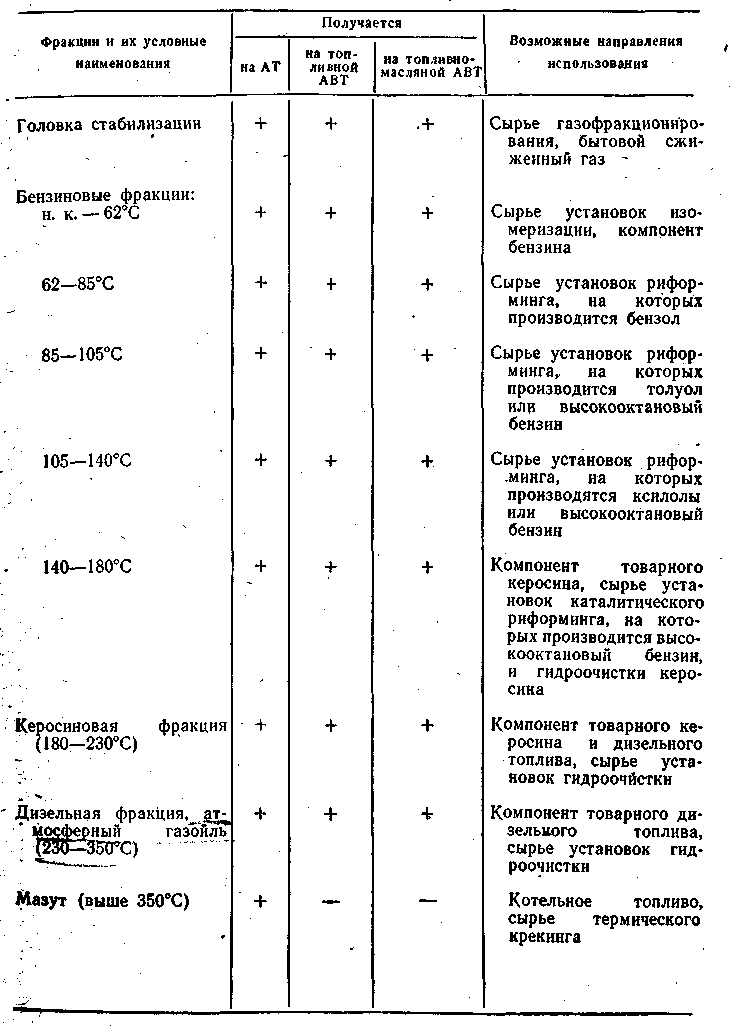
Первичная перегонка предназначена для получения нефтяных фракций, которые используются как сырье для последующей переработки или в качестве компонентов товарной продукции. Первичная перегонка осуществляется на атмосферных трубчатых (AT) и атмосферно-вакуумных трубчатых (АВТ) установках. Первичная перегонка на современных НПЗ комбинируется с обессоливанием нефти и вторичной перегонкой бензинов, целью которой является, получение узких бензиновых фракций для производства ароматических углеводородов и высокооктанового бензина. В табл, 2.1 приводится перечень получаемых на установках первичной перегонки различного типа фракций и направления их дальнейшего использования. Исследовательские данные для проектирования установок первичной перегонки выдаются БашНИИНП и содержат рекомендации по выбору технологической схемы, ассортименту получаемых фракций, расходу водяного пара в атмосферную и вакуумные колонны, рекомендации по защите оборудования от коррозии.
ТАБЛИЦА 2.1. Перечень получаемых при первичной перегонке фракций и направления их использования

Каталитический риформинг. С помощью этого процесса на современных НПЗ получают высокооктановые базовые компоненты автомобильных бензинов, а также индивидуальные ароматические углеводороды — бензол, толуол, ксилолы. Наилучшим сырьем при производстве высокооктановых бензинов являются прямогонные бензиновые фракции 85—180°С и 105—180°С, для получения ароматических углеводородов используются узкие бензиновые фракции 62—85°С, 85- 105°С, 105- 140°С или их смеси. Разработка процесса риформинга ведется в НПО «Лен-нефтехим». Исследовательская часть объединения выдаёт проектному подразделению следующие основные сведения о процессе: характеристику сырья и катализата, выход и состав газообразных продуктов, рекомендуемые режимы работы в цикле реакции (температура, давление, кратность циркуляции водородсодержащего газа, объемная скорость подачи сырья, температурный перепад по реакторам) и регенерации (количество кокса, температура регенерации), тип катализатора и срок его службы, продолжительность цикла реакции.
Для установок риформинга, имеющих в своем составе блок экстракции ароматических углеводородов, выдаются, кроме того, рекомендации по выбору типа экстрагента, температура и давление процесса, массовое соотношение растворитель: сырье, количество рисайкла в % к сырью, данные по регенерации растворителя и вторичной ректификации ароматических углеводородов.
Гидроочистка предназначена для снижения содержания серы в дистиллятах. На НПЗ строятся установки гидроочистки прямогонных бензиновых фракций (обычно комбинируются с установками риформинга), керосиновых и дизельных фракций, вакуумных дистиллятов, масел, вторичных бензинов. Одновременно с удалением серы уменьшается содержание в продуктах непредельных и смолистых соединений. Процесс гидроочистки разработан во ВНИИНП. Для проектирования установок выдаются следующие данные: характеристика сырья и продуктов очистки, тип катализатора, рекомендуемые режимы работы в циклах реакции (температура, давление, объемная скорость подачи сырья, кратность циркуляции водородсодержащего газа, содержание водорода в циркулирующем газе, продолжительность цикла реакции, срок службы катализатора, тепловой эффект реакции) и регенерации.
Замедленное коксование служит для получения нефтяного кокса, дополнительных количеств светлых нефтепродуктов из тяжелых остатков. Детальное исследование процесса проводится БашНИИНП, а разработка проектов новых и реконструкции старых установок ведется Башгипронефтехимом.
Каталитический крекинг получил широкое распространение в связи с намечаемым осуществлением мероприятий по углублению переработки нефти. С помощью каталитического крекинга из тяжелых газойлевых фракций получают высокооктановый компонент бензина, сырье для производства технического углерода, ценные олефинсодержащие газовые фракции. Исследования в области каталитического крекинга проводятся во ВНИИНП, ГрозНИИ, Институте нефтехимического синтеза АН Азербайджанской ССР.
Гидрокрекинг предназначен для получения дополнительных количеств светлых нефтепродуктов каталитическим разложением тяжелого сырья в присутствии водорода. В зависимости от сырья и продуктов, которые необходимо получить, используются одноступенчатые и двухступенчатые схемы, системы с неподвижным, движущимся и суспендированным катализатором. Процесс изучается во ВНИИНП.
Газофракционирование. В состав НПЗ включаются установки Цля получения легких углеводородных фракций высокой чистоты из нефтезаводских газов. По типу перерабатываемого сырья газофракционирующие установки (ГФУ) подразделяются на ГФУ предельных и ГФУ непредельных газов, по технологической схеме на установки абсорбционного и конденсационно-компрессионного типов. Рекомендации по составу сырья, схемам очистки газов, фракционирования выдаются проектным организациям Всесоюзным научно-исследовательским институтом углеводородного сырья (ВНИИУС).
Алкилирование изобутана олефинами позволяет получить из легких углеводородных фракций (бутан-бутиленовой, пропан-про-пиленовой, изобутановой) высокооктановые компоненты автомобильных и авиационных бензинов. Исследования в области алкилирования олефинов изобутаном сосредоточены в ГрозНИИ. На отечественных НПЗ в качестве катализатора применяется концентрированная серная кислота, а за рубежом — серная кислота и фтористый водород.
Изомеризация низших парафиновых углеводородов (бутана, пентана, гексана, легкокипящих бензиновых фракций) применяется для выработки высокооктановых компонентов автомобильного бензина и получения сырья для производства синтетического каучука. Существуют различные модификации процесса, которые различаются по типу* применяемого катализатора, требованиям к СБФЬЮ, условиям проведения процесса. В СССР эксплуатируются установки высокотемпературного типа, намечается внедрение получившей распространение за рубежом низкотемпературной изомеризации. Научно-исследовательские данные, необходимые для проектирования, выдаются в том же объеме, как при проектировании установок каталитического риформинга, НПО «Леннефтехим».
Производство масел. Современная схема производства масел из восточных парафинистых нефтей включает очистку с применением избирательных растворителей (деасфальтизацию гудрона, селективную очистку деасфальтизата и вакуумных дистиллятных фракций, депарафинизацию рафинатов селективной очистки) и гидрогенизационную или контактную доочистку депарафинированных масел. Для проектирования установок очистки с применением избирательных растворителей необходимы следующие данные: выход продуктов в расчете на сырье, состав растворителя, температура и давление процесса, соотношение между растворителем и сырьем на различных ступенях извлечения и т.д. Эти данные выдаются ВНИИНП, а по отдельным процесеам - ГрозНИИ и Институтом нефтехимического синтеза АН Азербайджанской ССР.
Производство парафинов. Производство жидких и твердых парафинов включает две стадии: выделение и очистку. Жидкие парафины выделяют из дизельных фракций карбамидной депарафинизацией и адсорбцией на молекулярных ситах. Твердые парафины получают, обезмасливанием гача — побочного продукта установок депарафинизации масел, а также из дистиллятов высоко-парафинистых нефтей методом фильтрпрессования и потения. Доочистка парафинов проводится сернокислотным, адсорбционным или гидрогенизационн.ым методом. Изучение проблем, связанных с производством парафинов, выдача необходимых научно-исследовательских данных для проектирования установок возложена на ГрозНИИ.
Производство битумов. Для производства битумов применяются глубокая вакуумная перегонка мазута и окисление нефтепродуктов воздухом при высокой температуре. В зависимости от типа перерабатываемой на НПЗ нефти, наличия различных видов сырья (гудрона; асфальтов и экстрактов, получаемых при производстве масел) головной институт по проблеме производства битумов — БашНИИНП — выдает рекомендации по схеме получения битумов на предприятии, ассорти-менту вырабатываемой продукции, а при необходимости проектирования специальной установки — по схеме и технологическому режиму этой установки.
Получение низших олефинов. Головными производствами нефтехимических комплексов и заводов являются установки получения низших олефинов, состоящие из отделений пиролиза углеводородного сырья, газоразделения, переработки жидких продуктов пиролиза. Исследования в области пиролиза и газоразделения ведутся Всесоюзным научно-исследовательским институтом органического синтеза (ВНИИОС), а в области переработки жидких продуктов пиролиза —ВНИИОС, Институтом горючих ископаемых, ВНИИОлефин, а также НИИ сланцев. Для проектирования процесса пиролиза выдаются следующие данные: характеристика сырья и состав продуктов пиролиза, температура процесса, время пребывания сырья в зоне реакции (время контакта), расход водяного пара, парциальные давления углеводородов в зоне реакции. При разработке проекта отделения газоразделения используют рекомендации по очистке пирогаза от сероводорода, двуокиси углерода, ацетилена и диеновых углеводородов, осушке газа, последовательности выделения легких углеводородов.
Оксосинтез. Процессы оксосинтеза включаются в схемы НХЗ для получения различных кислородсодержащих соединений — спиртов, альдегидов, кислот. В этих процессах используются реакции гидроформилирования — взаимодействия ненасыщенных соединений с окисью углерода и водородом в присутствии катализаторов, из которых в настоящее время наиболее широко используются, карбонилы кобальта. Методом оксосинтеза в СССР получают бутиловые спирты (через масляные альдегиды), спирты С7—С9. Намечается организовать производство высших спиртов, пропионовой кислоты и других продуктов. Современные установки производства бутиловых, спиртов методом оксосинтеза состоят из отделений приготовления катализатора (кобальти-аации), гидроформилирования, разложения и регенерации катализатора (декобальтизации), гидрирования альдегидов в спирты, ректификации. В состав установки включают также производство синтез-газа: (смеси окиси углерода и водорода) на базе природного или нефтезаводского газа. Новыми направлениями развития оксосинтеза являются процессы гидрокарбоксилирова-ния олефинов (взаимодействия с окисью углерода и водой) с получением кислот, гидрокарбалкоксилирования олефинов (взаимодействия с окисью углерода и спиртами) с получением эфиров и др. Исследования в области оксосинтеза проводятся в НПО «Лен-нефтехим».
2.4. СОСТАВЛЕНИЕ МАТЕРИАЛЬНЫХ БАЛАНСОВ ПРОИЗВОДСТВА И СХЕМ МАТЕРИАЛЬНЫХ ПОТОКОВ ЗАВОДА
Руководствуясь данными научно-исследовательских институтов и материалами типовых, повторно применяемых и индивидуальных проектов- технологических установок, составляют схему материальных потоков предприятия, в которой увязываются между собой (по сырью и товарной продукции) все установки и производства. В результате составления схемы материальных потоков определяется количество и качество отдельных компонентов товарной продукции, рассчитывается качество товарных продуктов с учетом имеющихся в наличии компонентов, и, накбнец, составляется сводный материальный баланс предприятия в целом.
Выше, на рис. 2.1—2.3, были приведены различные технологические схемы переработки нефти, определяемые потребностью в тех или иных нефтепродуктах. В табл. 2.2 и 2.3 содержатся материальные балансы отдельных производств, входящих в состав НПЗ, схемы потоков которых изображены на рис. 2.2 (НПЗ топливного профиля с глубокой переработкой нефти) и 2.3 (НПЗ топливно-масляного профиля). На основе балансов отдельных производств составлены сводные материальные балансы -НПЗ, приведенные в табл. 2.4.
При составлении технологических схем и материальных балансов НПЗ, следует учитывать ряд соображений, некоторые из которых приводятся ниже.
1. Производительность установок или секций обессоливания должна обеспечивать рбессоливание и обезвоживание всей нефти, поступающей на завод. Расчет материального баланса НПЗ ведется на обессоленную нефть, и в плановых и проектных документах всегда указывается мощность завода по подготовленной нефти.
2. При составлении баланса по прямогонным бензинам следует предусматривать полное использование бензиновых фракций (кроме легкого бензина н. к. — 62° С) для каталитического риформирования. При этом фракции 62—85°С и 85^—105°C направляются на установку риформинга с блоком экстракции ароматических углеводородов и применяются для получения, соответственно, бензола и толуола. Поскольку потребность народного хозяйства в бензоле значительно выше, чем в толуоле, при составлении балансов следует предусматривать первоочередное использование фракции 62—85°С. Остаток фракции 85—105°С, а также фракции 105—140°С, 140— 180°С направляются на установки риформинга для получения высокооктанового компонента автобензина. Использование на установках риформинга, работающих в режиме облагораживания, фракции 62—85°С нецелесообразно, так как при ее вовлечении в сырье не удается получить катализат с октановым числом выше 90 пунктов (по исследовательскому методу).
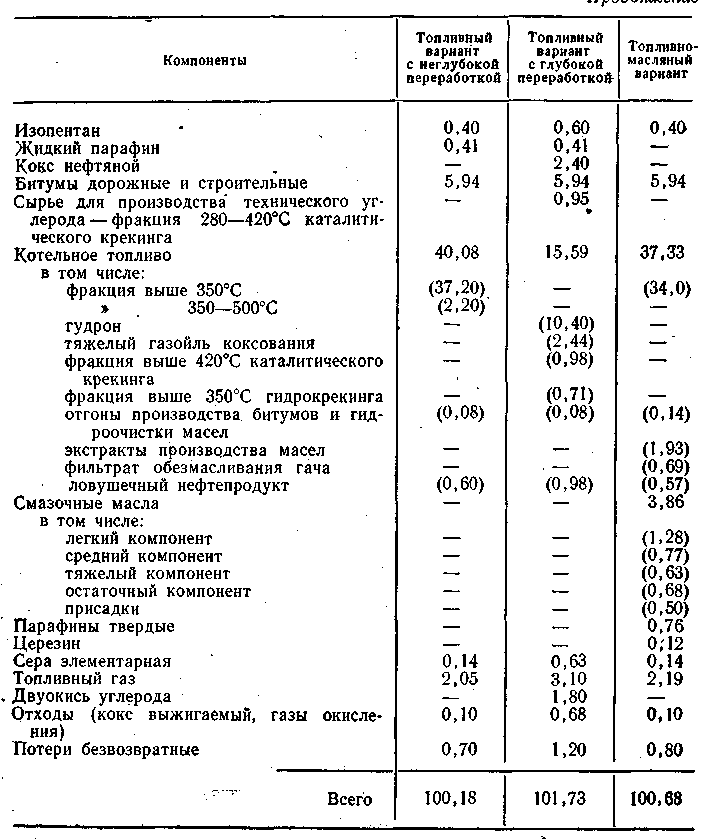
ТАБЛИЦА 2.2. Материальный баланс НПЗ по топливному варианту с глубокой переработкой нефти

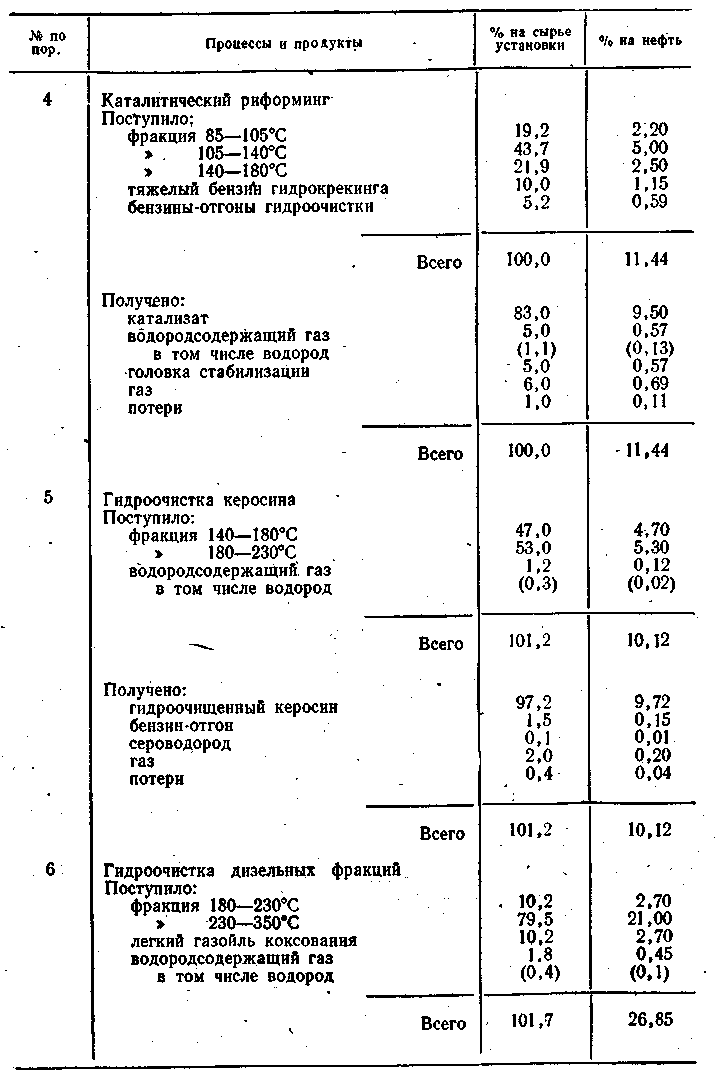

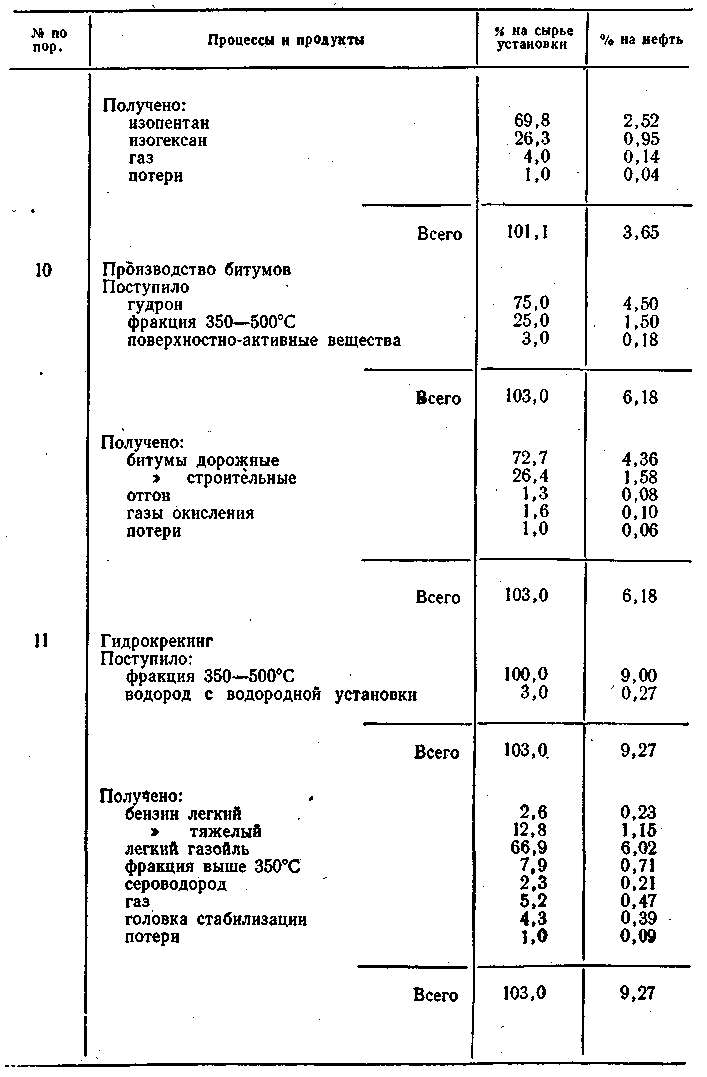

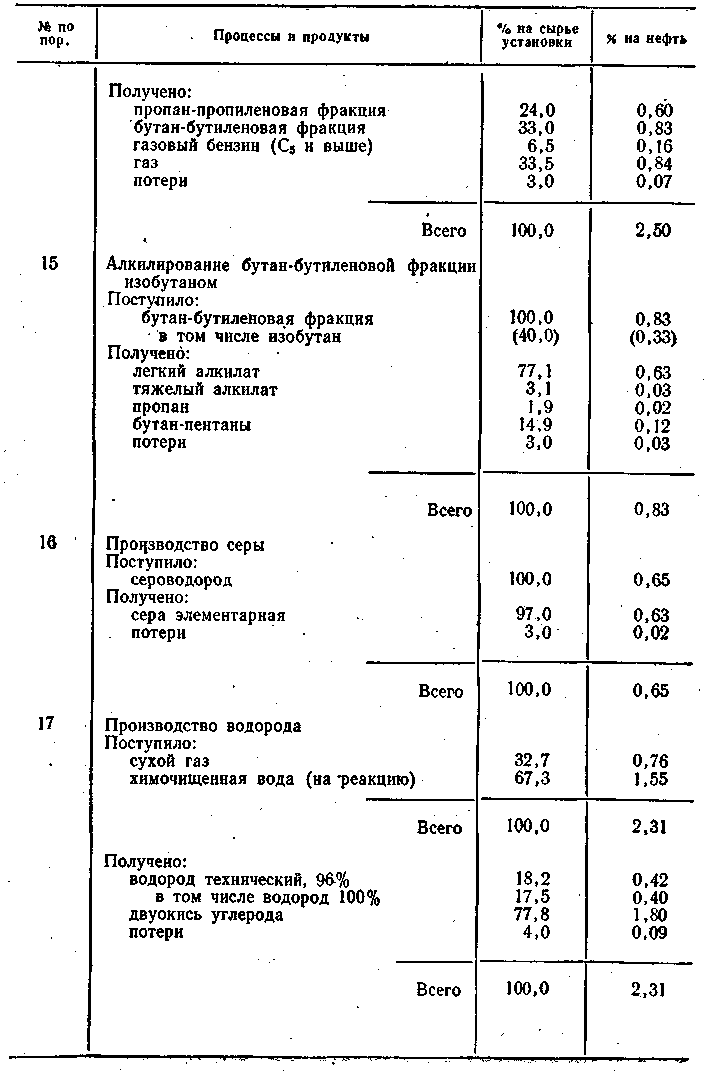
ТАБЛИЦА 2.3. Материальный баланс НПЗ по топливно-масляному варианту

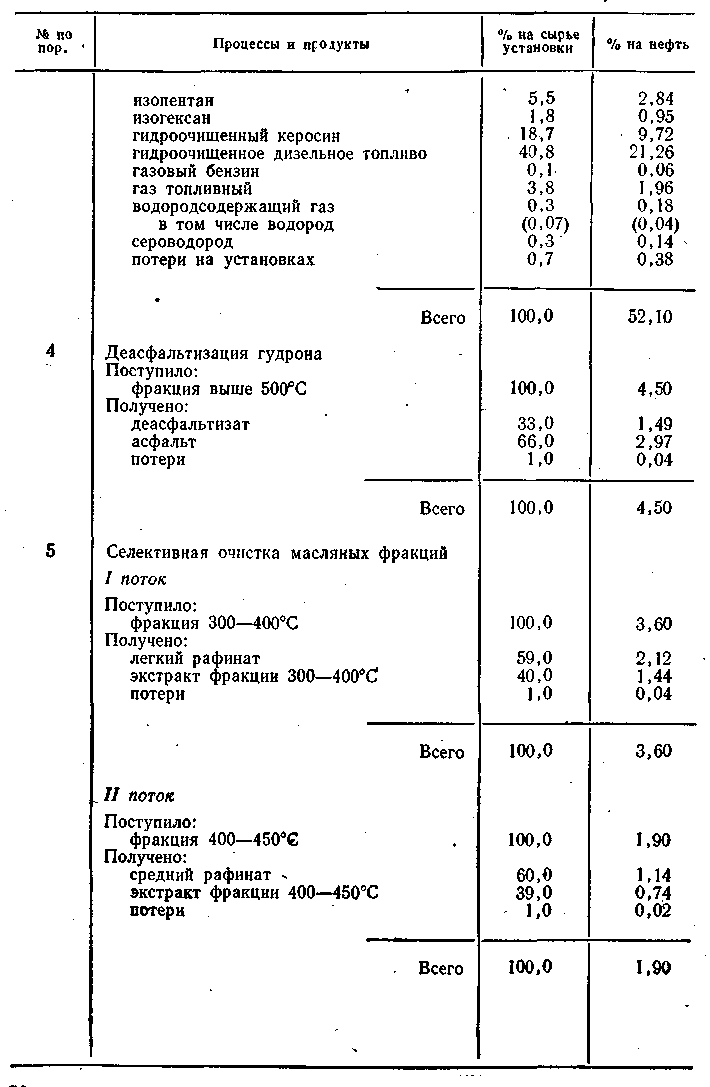
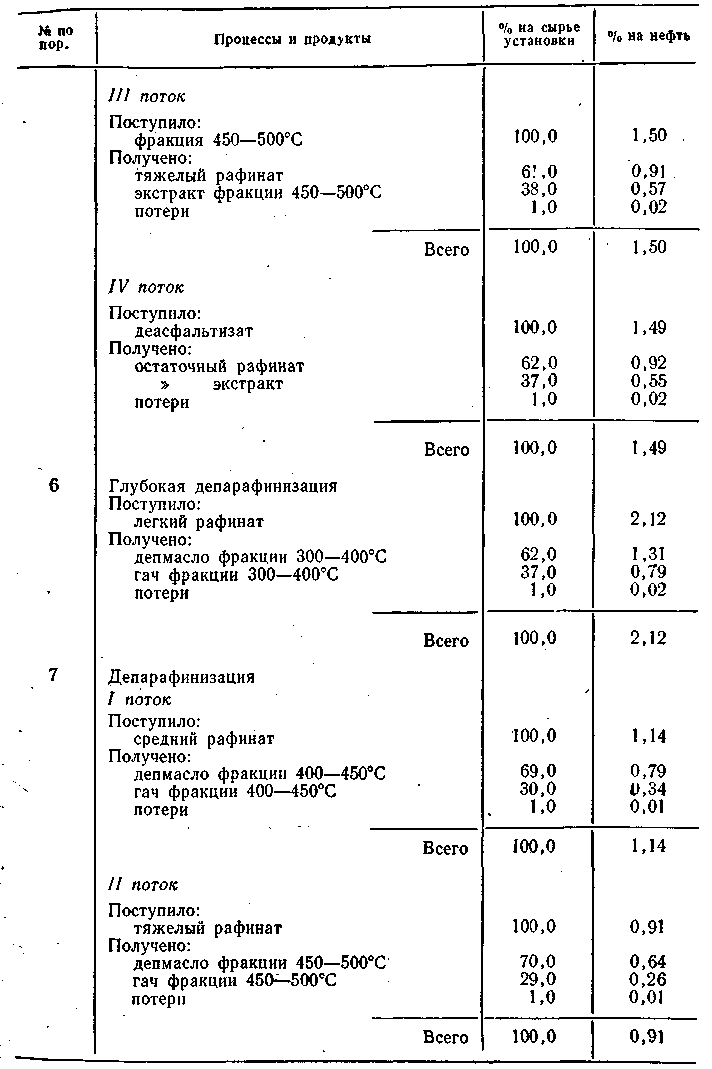
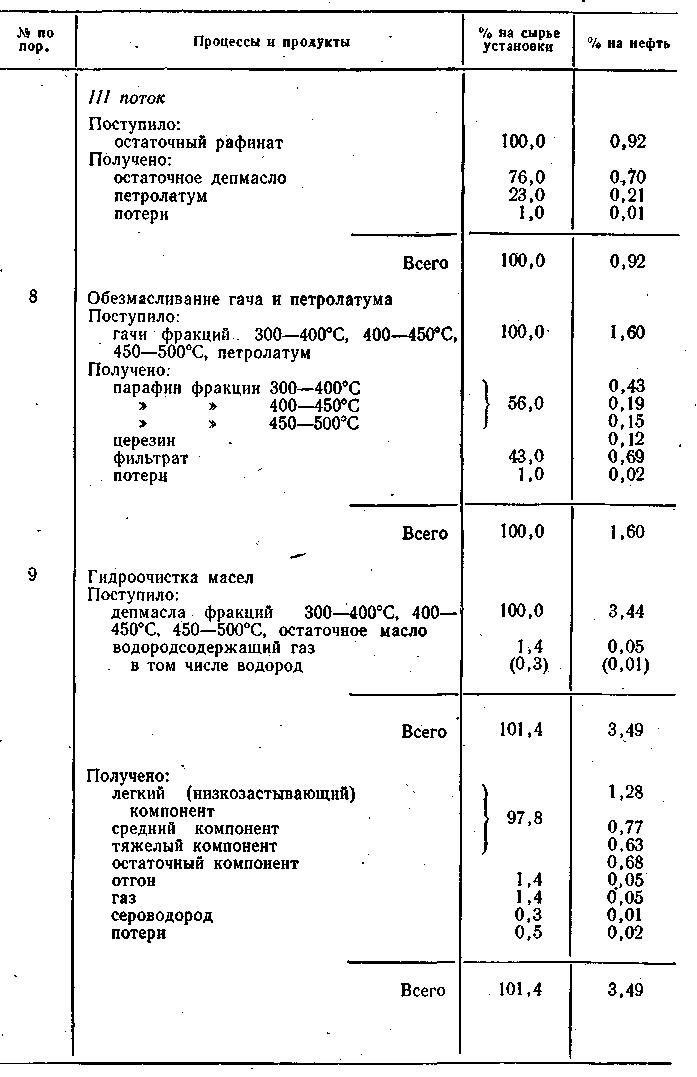

ТАБЛИЦА 2.4. Сводные материальные балансы НПЗ при работе по различным вариантам [в % (масс.) на нефть]

3. Мощность завода по гидроочистке должна обеспечивать получение дизельного топлива с содержанием серы ниже 0,2% (масс.). Рациональная схема материальных потоков НПЗ предусматривает получение дизельного топлива смешением неочи-Ценной легкой дизельной фракции 180—230°С, в которой обычно содержится не выше 0,3% (масс.) серы, и гидроочищенной фракции 230—350°С. Следует иметь в виду, что такое решение не только позволяет более рационально использовать мощности гидроочистки, но и улучшает защитные свойства дизельных топлив за счет вовлечения неочищенного компонента.
4. Выработка авиакеросина на НПЗ обычно оговаривается в задании. Исходя из заданного объема, на производство этого продукта частично отвлекаются бензиновые и дизельные фракции.
5. Дизельное топливо зимнее получают депарафинизацией прямогонных фракций. Целесообразно на установки депарафинизации направлять гидроочищенные продукты.
6. При разработке схем глубокой переработки нефти и составлении материальных балансов НПЗ определяющими факторами являются потребность в том или ином светлом нефтепродукте и состояние разработки тех или иных технологических процессов, включая возможности по выпуску аппаратуры, оборудования, катализаторов и реагентов. В общем случае считается, что если НПЗ должен производить максимальное количество автобензина, то в его состав включают установку каталитического крекинга, а если задачей углубления является увеличение выработки средних дистиллятов (керосина, дизельного топлива), то следует предусматривать строительство установок гидрокрекинга. На схеме (рис. 2.2) и в материальных балансах (табл. 2.2 и 2.4) НПЗ с глубокой переработкой нефти предусмотрено включение в состав завода установок как каталитического крекинга, так и гидрокрекинга, что позволяет значительно увеличить отбор светлых нефтепродуктов.
7. Одним из наиболее важных и ценных продуктов переработки нефти является нефтяной кокс. В состав многих НПЗ в настоящее время включается производство кокса методом замедленного коксования Повторно применяемые установки замедленного коксования имеют мощность 600 и 1500 тыс. т/год по сырью. При составлении балансов следует иметь в виду, что для получения кокса, удовлетворяющего требованиям стандартов по содержанию серы и металлов (ванадия, никеля и др.), из сернистых нефтей, может потребоваться сооружение комплекса, включающего не только установку замедленного коксования, но и несколько установок подготовки сырья (гидроочистка вакуумного газойля, термический крекинг гидроочищенного вакуумного газойля). Получить стандартный нефтяной кокс непосредственно замедленным коксованием гудрона, как это показано на рис. 2.2, можно только из нефтей с относительно невысоким содержанием серы и ванадия.
8. Полученная при замедленном коксовании, висбрекинте и термическом крекинге бензиновая фракция характеризуется низким октановым числом и химической нестабильностью. В настоящее время она, как правило, используется в качестве компонента бензинов А-72 и А-76 (после добавления соответствующих ингибиторов окисления и антидетонаторов). В перспективе следует предусматривать гидрогенизационное облагораживание этой фракции.
Разработаны две схемы гидрирования вторичных бензинов — в смеси с легким газойлем (метод БашНИИНП) и в смеси с пря-могонными бензинами (метод ВНИИНП). Гидрированные бензины направляют затем на установки каталитического риформинга.
9. Для получения высокооктановых легкокипящих компонентов автобензина в состав завода включаются установки изомеризации и алкилирования. Сырьем процесса изомеризации может служить либо пентан-изогексановая фракция н. к. - 62° С, либо пентан-гексановая фракция н. к.-70°С. Во втором случае значительно расширяется выработка изокомпонента за счет вовлечения в процесс изомеризации нормального гексана, однако при этом существует опасность потери некоторого количества бензола из-за попадания во фракцию н. к.—70°С бензолообразующих фракций. Составляя схему и баланс НПЗ, следует также оценить, обеспечат ли действующие установки первичной перегонки получение фракции н. к.-70°С, поскольку традиционно они рассчитаны только на выработку фракции н. к.—62°С.
Если изомеризация может быть включена в состав любого НПЗ, то алкилирование входит в состав только тех заводов, на которых имеются установки каталитического крекинга, вырабатывающие непредельные углеводороды С3—С4. Сырьем установок алкилирования обычно является бутан-бутиленовая фракция, которая содержит и бутены и изобутан, причем в необходимом для реализации процесса соотношении. С целью расширения ресурсов сырья и увеличения выхода алкилата рекомендуется привлекать на эти установки пропан-пропиленовую фракцию (ППФ). Однако для алкилирования ППФ необходим получаемый со стороны изобутан.
10. При составлении материальных балансов следует иметь в виду, что для обеспечения требуемого давления насыщенных паров автобензинов к ним добавляют, бутаны. В летний период в бензинах содержится до 2% (масс.) бутанов, в зимний — до 5—7% (масс.). Учитывая ценность изобутана как сырья алкилирования, необходимо предусматривать разделение суммарной бутановой фракции на нормальный компонент и изокомпонент с тем, чтобы не направлять в бензин изобутан.
11. Сырьем заводов синтетического каучука (СК) являются легкие углеводороды, вырабатываемые на НПЗ — бутаны и пентаны. Потребность заводов СК в сырье весьма высока, причем особенно дефицитен изопентан. При составлении схем материальных потоков НПЗ нужно предусматривать не только использование изопентана в качестве компонента высокооктановых автобензинов, но и его выработку как товарного продукта. Выработка товарного изопентана обычно оговаривается в задании на проектирование. Следует, однако, иметь в виду, что содержанием пентан-гексановых фракций определяется такой важный показатель качества бензина, как температура 10%-го отгона, и при чрезмерной выработке товарного изопентана этот предусмотренный стандартами показатель не будет обеспечен.
12. В составе каждого НПЗ должно быть предусмотрено производство битума, потребность в котором в условиях растущих объемов промышленного, жилищного и дорожного строительства неуклонно увеличивается. Мощность битумных производств современного НПЗ составляет 4—7% (масс.) в расчете на нефть. На заводах топливного профиля битум получают из гудрона с добавлением вакуумного дистиллята, а на предприятиях топливно-масляного профиля в сырье битумных установок вовлекаются побочные продукты производства масел — асфальт и экстракты. На заводах с неглубокой переработкой нефти головными обычно являются установки атмосферной перегонки нефти, на которых остатком от перегонки служит мазут. Чтобы получить на этих НПЗ сырье для производства битумов, блок вакуумной перегонки мазута включается в состав битумных установок. Мощность вакуумного блока определяется потребностью в гудроне.
13. Мощность комплекса по производству масел (в расчете на товарные масла) определяется заданием на проектирование и составляет обычно 3—5% (масс.) от общей мощности завода по нефти. Наиболее распространенная схема производства масел из парафинистых нефтей приведена на рис. 2.3. Сырьем комплекса являются узкие дистиллятные фракции, получаемые при вакуумной перегонке мазута, и гудрон. Узкие фракции получают на комбинированных атмосферно-вакуумных трубчатых установках (АВТ) или отдельно стоящих вакуумных установках. Как показала практика,-на отдельно стоящих вакуумных установках удается получить масляные фракции более высокого качества.
14. Для повышения эксплуатационных свойств смазочных масел к ним добавляют различные присадки. Большинство сортов смазочных масел наряду с базовыми компонентами (очищенными нефтяными фракциями) содержит различные присадки. В зависимости от заданного ассортимента масел при составлении материального баланса определяют ассортимент и количество присадок, необходимых для приготовления товарной продукции. Получаемые со стороны присадки к маслам и поверхностно-активные вещества, необходимые для получения битумов, при составлении приходной части баланса, учитываются в балансе сверх 100%.
15. На заводах с неглубокой переработкой нефти потребность в водороде для гидрогенизацирнных процессов удается, как правило, обеспечить за счет водородсодержащего газа риформинга. На предприятиях с глубокой переработкой нефти наблюдается нехватка водорода, поэтому следует предусматривать специальные установки по его производству.
16. На каждой из установок НПЗ имеют место потери, величина которых оговорена нормами технологического проектирования. В нормах указана также величина безвозвратных потерь на НПЗ в зависимости от его мощности и профиля переработки,
Разница между общей величиной потерь по всем установкам НПЗ и величиной безвозвратных потерь соответствует количеству ловушечного нефтепродукта, возвращаемого с очистных сооружений для повторной переработки. В составе завода целесообразно предусматривать установку для разделения ловушечного продукта на светлые и темные нефтепродукты. За последнее время в практике многих НПЗ принято направлять ловушечный продукт в мазут, что не приводит к ухудшению качества мазута.
2.5. ИСПОЛЬЗОВАНИЕ ВЫЧИСЛИТЕЛЬНОЙ ТЕХНИКИ ДЛЯ СОСТАВЛЕНИЯ СХЕМ И БАЛАНСОВ ЗАВОДОВ
При разработке технологической схемы завода требуется детально изучить все возможные варианты производства необходимого количества товарных нефтепродуктов при наименьших капитальных и эксплуатационных затратах. Многовариантность и трудоемкость расчетов, связанных с выбором оптимальной технологической схемы, стали основной причиной привлечения к решению этой задачи математических методов оптимизации. В качестве основного метода решения задачи по выбору оптимальной технологической схемы НПЗ используется линейное программирование. Работы по применению ЭВМ при разработке технологических схем НПЗ были начаты в 1960 годах и продолжаются в настоящее время.
Во ВНИПИНефти разработан метод расчета оптимальной технологической схемы НПЗ, создана подсистема моделирования и оптимизации технологических схем. Составной частью подсистемы является методика составления математической модели НПЗ с помощью технологических бланков установок.
Кроме бланков для технологических установок составляются математические модели расчета баланса и дефицита водорода, смешения автобензина и других товарных продуктов, сводного материального баланса НПЗ и задания на получение необходимых количеств нефтепродуктов. Составляется также математическая модель расчета стоимости приведенных затрат.
Составление математической модели с помощью технологических бланков применяется при проектировании относительно несложных технологических схем НПЗ. При переходе к проектированию заводов с углубленной переработкой нефти в математическую модель включают взаимозаменяемые процессы, с помощью которых можно обеспечить производство товарных продуктов в необходимом количестве и заданного качества. В модель включаются также ограничения на ресурсы производственных факторов. Результатом расчета являются номенклатура установок НПЗ, мощность вторичных процессов, основные технико-экономические показатели.
2.6. ТОВАРНЫЙ БАЛАНС ЗАВОДА
Товарные балансы НПЗ и НХЗ составляются на основе сводных материальных балансов. Расходная часть товарного баланса представляет собой перечень продуктов, которые являются товарной продукцией завода и реализуются через систему Госкомнефте-продукта или по прямым связям.
При составлении товарного баланса из учтенной в материальном балансе продукции, исключаются те продукты, которые используются на самом предприятии в качестве реагентов или топлива. Из числа, продуктов, традиционно производимых на НПЗ и НХЗ, на собственные нужды чаще всего расходуются: этан, этилен и пропан (как хладагенты), бензол, толуол, металэтилкетон и фенол (как реагенты в производстве масел), серная кислота, сухой газ (как топливо), технический водород. Товарную выработку мазута определяют после того, как будет рассчитан расход топлива на собственные нужды предприятия. При составлении товарного баланса необходимо учитывать возврат ловушечного продукта.
2.7. ОПРЕДЕЛЕНИЕ ПОТРЕБНОСТИ В РЕАГЕНТАХ, КАТАЛИЗАТОРАХ, СЖАТОМ ВОЗДУХЕ, АЗОТЕ, ВОДОРОДЕ
Для того чтобы правильно запроектировать объекты общезаводского хозяйства, в состав технологической части проекта НПЗ и НХЗ включают расчеты потребности в реагентах, катализаторах и адсорбентах, сжатом воздухе, азоте, водороде. Первоначально по данным, содержащимся в типовых, повторно применяемых и индивидуальных проектах, устанавливают перечень необходимых реагентов, катализаторов, адсорбентов, а затем рассчитывают максимальное потребление, годовой (суточный) расход и единовременную загрузку установок. На основании полученных результатов проектируются склады реагентов, поступающих в мелкой таре катализаторов и адсорбентов, а также реагентное хозяйство.
Воздух на НПЗ и НХЗ используется для пневматических систем автоматического регулирования и разнообразных технологических целей (очистка змеевиков трубчатых печей от кокса, регенерация катализатора, окисление углеводородов и нефтяных фракций в производстве битума, различных кислородсодержащих соединений и т. д.). Расход сжатого воздуха определяется по данным, приводимым в паспортах и проектах технологических установок и объектов общезаводского хозяйства, инструкциях на приборы и оборудование. Используя собранные сведения, составляют баланс потребности в сжатом воздухе.
В соответствии, с нормами технологического проектирования потребителям на НПЗ и НХЗ должен подаваться сжатый воздух трех параметров: 1) высокого давления (5—7 МП а) для регенерации катализаторов, и опрессовки; 2) низкого давления (0,8 МПа) осушенный - для приборов контроля и автоматики; 3) низкого давления (0,8 МПа) неосушенный — для различных технологических нужд. Баланс производства и расхода составляется для каждого из указанных параметров.
После определения потребности в сжатом воздухе приступают к проектированию общезаводских воздушных компрессорных и установок осушки воздуха.
На НПЗ и НХЗ за последние годы значительно увеличилось потребление инертного газа (азота). Инертный газ применяется при регенераций катализаторов, для создания «подушек» в емкостях, где хранятся легкоокисляемые продукты, для продувки аппаратуры и оборудования перед ремонтом, при проведении пневматических испытаний на прочность и испытаний- трубопроводов на плотность. На НПЗ и НХЗ применяется инертный газ высокого (6—7 МПа) и низкого (0,8 МПа) давлений. Расход инертного газа определяется по проектным данным отдельных производств и сводится в таблицы, где указываются количество и периодичность потребления азота.
При составлении балансов потребления воздуха и инертного газа рекомендуется использовать отраслевые «Указания по определению производительности воздушных компрессорных и установок инертного газа, расчету сети и ресиверов».
На НПЗ и НХЗ широкое распространение получили гидрогенизационные процессы и в связи с этим возникла необходимость проектирования специальных систем снабжения водородом. Поэтому важной частью технологической части проекта завода является баланс производства и потребления водорода. Определив потребность в водороде и имеющиеся ресурсы водородсодержащего газа, устанавливают необходимость строительства на НПЗ и НХЗ установок производства водорода. Промышленно освоены два метода производства водорода из нефтезаводских газов: каталитической высокотемпературной конверсией в присутствии кислорода в шахтных печах и каталитической конверсией в присутствии водяного пара в трубчатых печах. Разрабатывается процесс получения водорода методом парокислородной газификации нефтяных остатков. Установки по производству водорода различной мощности проектируются институтом ВНИПИНефть.
При решении задач, связанных со снабжением предприятий водородом, следует обращать внимание на возможность использования водорода, который содержится в сухих газах установок риформинга и гидроочистки и сбрасывается в настоящее время в топливную сеть. Выделить водород из этих газов можно с помощью метода низкотемпературного концентрирования.
2.8. ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА
Нефть, нефтепродукты, продукты нефтехимического синтеза обладают опасными и вредными свойствами, а технологические процессы, осуществляемые на НПЗ и НХЗ, проводятся при повышенных температурах и давлениях, с применением огневых нагревателей, перегретого до высокой температуры водяного пара, а также электрического тока высокого напряжения. В связи с этим при проектировании НПЗ и НХЗ необходимо уделять особое внимание вопросам техники безопасности и охраны труда, предусматривать меры, позволяющие предотвратить аварии, пожары, несчастные случаи.
Основными руководящими нормативными документами, отражающими вопросы техники безопасности, противопожарной безопасности и охраны труда и наиболее часто используемыми при проектировании являются: «Правила безопасности при эксплуатации нефтегазоперерабатывающих заводов (ПТБ НП-73)», «Правила безопасности во взрывоопасных и взрыво-пожароопасных химических и нефтехимических производствах (ПБВХП-74)», «Правила устройства -и безопасной эксплуатации сосудов, работающих под давлением», «Противопожарные нормы проектирования предприятий, зданий и сооружений, нефтеперерабатывающей и нефтехимической промышленности. ВНТП-28—79», «Правила устройства и безопасной эксплуатации трубопроводов для горючих, токсичных и сжиженных газов (ПУГ-69)», «Правила устройства электроустановок (ПУЗ)», «Временные нормы и правила по технологическому проектированию факельных систем нефтеперерабатывающих и нефтехимических предприятий (ВНиПФ 01-74)», «Правила безопасности в газовом хозяйстве», «Указания по проектированию и устройству молниезащиты зданий и сооружений. СН 305-69», «Санитарные нормы проектирования промышлейных предприятий. СН 245—71», «Нормы проектирования отопления и вентиляции промышленных предприятий нефтеперерабатывающей и нефтехимической промышленности», различные строительные нормы и правила (СНиПы), правила и нормы техники безопасности и промышленной санитарии для проектирования, строительства и эксплуатации отдельных нефтехимических производств (фенола и ацетона, этилена, синтетического этилового спирта и СК, метанола и др.), материалы системы нормативной документации для проектирования. (СНДП) и др.
В целях усиления ответственности проектных институтов за полное и правильное решение вопросов техники безопасности, пожарной безопасности, промышленной санитарии и охраны окружающей среды на главного инженера проекта возложена обязанность удостоверять своей подписью соответствие выполненного проекта действующим нормам и правилам, гарантировать, что мероприятия, предусмотренные в проекте, обеспечивают безопасную эксплуатацию объекта.
Для того чтобы повысить роль заказчика при проектировании и строительстве, на предприятиях созданы комиссии предупредительного надзора за соблюдением в проектах правил и норм техники безопасности и промышленной санитарии. Эти комиссии рассматривают разработанную проектную документацию и дают по ней заключение. К проекту, представляемому в установленном порядке на экспертизу или утверждение, должны быть приложены заключение комиссии предупредительного надзора и справка проектной организации о степени учета рекомендаций этой комиссии.
Гл ава 3
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ЧАСТИ УСТАНОВОК И ЦЕХОВ
3.1. ТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ, ВХОДЯЩИЕ В СОСТАВ ЗАВОДА
Переработка нефти на современных НПЗ осуществляется по различным схемам (см. гл. 2) с получением комплекса топливных и химических продуктов. На НПЗ и НХЗ самостоятельные технологические объекты, вырабатывающие из сырья какой-либо один или несколько видов товарной продукции, обычно принято называть установками. Организационная структура предприятий предусматривает объединение нескольких установок в цеха или (при бесцеховой структуре) в производства. На крупных предприятиях существует несколько производств (например, газокаталитическое производство, производства масел, присадок и т. д.). Разработка проекта технологической установки представляет собой один из основных видов проектной работы при создании нефтеперерабатывающих и нефтехимических заводов.
В 1950—70-х годах для отечественной нефтепереработки было характерно строительство предприятий на базе типовых проектов. Перечень наиболее распространенных типовых установок, построенных на отечественных НПЗ, приводится в табл. 3.1. Применение типовых проектов позволило сократить стоимость проектирования, ускорить и удешевить строительство. Однако, как показала практика, во многих случаях типовые установки, запроектированные на какой-либо определенный вид сырья, при его из-. менении значительно ухудшали работу. На этих установках не удавалось получить при заданной производительности продукцию необходимого качества.
Особенно сильно отражалось изменение качества сырья, на работе типовых установок первичной перегонки нефти и газофракционирования. Типовые установки А-12/1, А-12/2 были рассчитаны на переработку туймазинской нефти с содержанием светлых до 45% (масс.). При переработке на этих установках нефтей с более высоким содержанием светлых не обеспечивается необходимая четкость ректификации, в дистиллятных погонах содержится большое количество фракций из соседних погонов, а в мазут из-за ухудшения погоноразделительной способности колонны попадает до 10% светлых.
Неудачным был опыт освоения типовых газофракционирующих (ГФУ) и абсорбционных газофракционирующих (АГФУ) установок. Для каждого Завода характерен свой, индивидуальный набор первичных и вторичных процессов, а следовательно, индивидуальное сочетание компонентов в газах, поступающих на ГФУ. Это разнообразив не удалось учесть в типовых проектах ГФУ. На большинстве типовых ГФУ и АГФУ так и не были достигнуты проектные показатели по отбору и чистоте пропан-пропиленовой и бутан-бутиленовой фракций. Проектирование и строительство типовых ГФУ было прекращено в 1964 г. Начиная с этого периода, для каждого НПЗ создаются индивидуальные проекты установок по сбору и переработке газов.
ТАБЛИЦА 3.1. Типовые установки по переработке нефти, построенные
в 1955—75 гг.

Высокие требования к качеству сырья предъявляются установками, на которых осуществляются вторичные процессы. Так, для установок каталитического рйформинга очень важно содержание в сырье нафтеновых углеводородов, поскольку при повышенном содержании нафтенов нарушается нормальная работа реакторного блока. Для сырья, в котором содержится много нафтенов, разрабатываются индивидуальные проекты установок каталитического риформинга.
Начиная с 1970 г. широкое распространение получило строительство на НПЗ установок повторного применения. Проекты этих установок первоначально разрабатываются для какого-либо определенного предприятия, являющегося заказчиком проекта и осуществляющего финансирование проектных работ. Затем проект может быть повторно применен для другого предприятия, причем при необходимости осуществляется корректировка проекта. Корректировку повторно применяемого проекта проводит институт — автор первого проекта установки, либо институт— генеральный проектировщик того завода, на котором намечается строительство повторно применяемой установки.
Как показала практика, повторно применяемый проект должен корректироваться и привязываться к новым условиям институтом — автором первого проекта установки. При этом обеспечивается более полный учет опыта эксплуатации аналогичных производств, более тщательно исправляются недоработки первоначального проекта. Поскольку при эксплуатации согласование технологических регламентов, рационализаторских предложений и всевозможных изменений в схеме установок поручается институту— автору процесса, целесообразно нормативно определить, что повторное применение прогрессивных проектов нефтеперерабатывающих и нефтехимических установок должно, как правило, производиться автором первоначального проекта.
Госстрой СССР в 1981 г. утвердил перечень повторно используемых экономичных индивидуальных проектов по нефтеперерабатывающей промышленности, а также установил задание по . их применению. В табл. 3.2. приводится перечень этих проектов.
ТАБЛИЦА 3.2. Перечень повторно используемых экономичных проектов по нефтеперерабатывающей промышленности

8.2. ИСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ УСТАНОВКИ
В состав исходных материалов, необходимых для проектирования технологической установки, входят: исходные данные по процессу; утвержденное задание на проектирование; технические условия проектирования.
Исходные данные по процессу. Основным документом для разработки проекта нового производственного процесса является технологический регламент, состав и объем которого определены эталоном, утвержденным в 1971 г. Ответственным за составление и выдачу технологического регламента является ведущий научно-исследовательский институт по данному процессу, который при необходимости привлекает к составлению регламента другие организации. В составлении регламента на договорных началах с НИИ может участвовать проектная организация, которая ставит и уточняет требования к регламенту в соответствии с эталоном, прорабатывает инженерные решения, подлежащие отражению в регламенте.
Технологический регламент, составленный научно-исследовательским институтом, согласовывается проектной организацией и утверждается министерством или ведомством, ответственным за внедрение процесса.
Регламент для проектирования производственных процессов содержит следующие сведения:
1) литературные данные о процессе и сведения об аналогичных производствах за рубежом; обзор научно-исследовательских работ по отдельным стадиям процесса; описание технологических схем опытных и полузаводских установок, на которых отрабатывался процесс, а также изложение разультатов, полученных на этих установках;
2) техническую характеристику исходного сырья, основных продуктов и вспомогательных материалов (включая воду, сжатый воздух и азот для технологических целей); области применения основных продуктов;
3) физико-химические константы и свойства исходных, промежуточных и конечных продуктов;
4) химизм процесса по стадиям, физико-химические основы процесса; принципиальная технологическая схема производства, приводимая в графическом виде с кратким описанием;
5) рабочие технологические параметры (давление, температура, объемная или линейная скорость, степень насыщения и т.п.) по каждому узлу; условия приготовления и регенерации реагентов и катализаторов;
6) материальной баланс производства, который представляется в виде таблиц по стадиям процесса;
7) техническая характеристика побочных продуктов и отходов; направление их утилизации;
8) математическое описание технологических процессов и аппаратов;
9) рекомендации по конструированию основного технологического оборудования и защите строительных конструкций от разрушающего воздействия новых продуктов;
10) рекомендации для проектирования системы автоматизации процесса;
11) рекомендации по осуществлению аналитического контроля;
12) методы и технологические параметры очистки химически и механически загрязненных сточных вод, обезвреживания газовых выбросов и ликвидации вредных отходов;
13) мероприятия по технике безопасности, промышленной санитарии и противопожарной профилактике;
14) патентный формуляр, определяющий патентную чистоту процесса в СССР и в промышленно развитых странах;
15) экономическое обоснование процесса, включающее прогнозы потребности в товарном продукте и обеспеченности производства сырьем на перспективу.
При выполнении обосновывающих материалов к генеральной схеме развития целесообразно иметь технологический регламент, который в этом случае можно представлять в сокращенном объеме. Вопрос о том, какие разделы регламента могут быть исключены или сокращены должен решаться совместно научно-исследовательским и проектным институтами.
При проектировании традиционных, хорошо изученных и освоенных процессов (например, первичной перегонки, каталитического риформинга и т.п.) от разработки технологического регламента можно отказаться. В этом случае исследовательская организация представляет исходные данные по процессу, содержащие характеристику сырья и продуктов, режим процесса, материальный баланс, дополнительные данные, в которых отражаются, как правило, сведения об усовершенствованиях, внесенных в процесс на основании научно-исследовательских работ и .обобщения опыта эксплуатации.
Обычно технологический регламент или исходные данные по процессу составляют отраслевые научно-исследовательские институты (ВНИИНП, ВНИИНефтехим, ВНИИОС, ГрозНИИ, БашНИИНП и др.), которые наилучшим образом знакомы с требованиями, предъявляемыми при проектировании и последующей эксплуатации установки. Исходные данные, представляемые академическими и учебными институтами, обычно не учитывают специфических условий проектирования и эксплуатации, не отличаются необходимой полнотой. Поэтому целесообразно рекомендовать вузам и институтам Академии Наук, ведущим разработку технологических процессов, привлекать к составлению исходных данных для проектирования отраслевые научно-исследовательские институты.
Получив исходные научно-исследовательские данные, проектировщик обязан детально проанализировать их и прежде всего выяснить, обладают ли эти данные требуемой полнотой и обеспечивают ли они наиболее экономичный способ производства целевых продуктов. Необходимо убедиться достаточен ли объем экспериментальных исследований для того, чтобы приступить к проектированию, проверен ли процесс на опытно-промышленной или хотя бы на опытной установке. Практика показывает, что при освоении процессов, при разработке которых ограничились лабораторными исследованиями и не провели проверку на опытных установках, возникают значительные сложности.
Изучая научно-исследовательские данные, следует установить, позволяют ли они произвести небходимые технологические расчеты и выбор оборудования. Если в процессе участвуют малоисследованные промежуточные или конечные продукты, то в регламентах должны содержаться исчерпывающие сведения об их физических и химических свойствах.
Особое внимание следует уделить выбору сырья, реагентов, растворителей и катализаторов. Требования к их качеству должны соответствовать действующим государственным отраслевым или республиканским стандартам, межотраслевым или отраслевым техническим условиям. В том случае, когда по условиям процесса необходимы сырье и реагенты, отличающиеся по качеству от норм {более высокая концентрация основного вещества, более жесткие требования к физико-химическим показателям и т. д.), еще на стадии подготовки исходных данных для проектирования следует решить вопросы снабжения проектируемого производства такого рода- сырьем или реагентом. Если нет уверенности в том, что продукт требуемого качества может быть получен со стороны, то объекты по улучшению качества должны быть предусмотрены в составе проектируемого производства. Регламент должен содержать сведения о промышленном производстве катализаторов и реагентов.
Перед началом проектирования -установок по- получению жидких парафинов методом адсорбционного извлечения «Парекс» было установлено, что действующие на НПЗ производства не смогут обеспечить эту установку сырьем — дизельной фракцией узкого фракционного состава (200—320°С) и водородсодержащим газом требуемой концентрации [не Ииже 85% (об.)]. Поэтому одновременно с проектированием и строительством установок «Парекс» были запроектированы и сооружены установки вторичной ректификации широкой дизельной фракции, а в состав установок «Парекс» включен блок концентрирования водорода.
В производстве триметилолпропана (этриола) сырьем являются н - масляный альдегид и формальдегид. Для того чтобы обеспечить высокий выход товарного продукта, целесообразно применять формальдегид, содержащий не более 0,1% (масс.) метанола. Поскольку выпускаемый по действующим стандартам формальдегид содержит значительно больше метанола, в технологический регламент на проектирование установки по производству этриола были включены данные для проектирования узла обезметаноливания формальдегида.
Несоблюдение упомянутых выше требований приводит к большим затруднениям при освоении технологических установок, может быть причиной их многолетней неэффективной эксплуатации или простоев.
При рассмотрении регламента следует детально проанализировать, насколько реально выделение сырья для вновь проектируемого производства, не является ли предложенное исслёдовательской организацией сырье дефицитным.
При выборе того или иного способа производства доступность сырья должна быть одним из определяющих факторов.
Традиционными методами получения уксусной кислоты являются карбо-нилирование метанола и окисление ацетальдегида или бутана. Специалистами одного из научно-исследовательских институтов был разработан новый способ производства уксусной кислоты окислением прямогонной бензиновой фракции н.к. — 62°С. При рассмотрении в проектном институте технологического регламента этого процесса было установлено, что пентан-изогексановая фракция н. к. — 62°С весьма дефицитна, поскольку она используется как компонент автомобильного бензина, обеспечивающий его пусковые свойства, и, кроме того, из нее выделяют пентаны, применяемые затем в производстве изопрена. Проектирование установки по новому способу в дальнейшем не осуществлялось.
Рекомендуемая в регламенте технология должна обеспечить предотвращение загрязнения воздушного бассейна, водоемов и почв вредными выбросами. Если в производстве будут выделяться в атмосферу вредные вещества, образовываться загрязненные стоки, регламент должен содержать подробную характеристику вредных выбросов и стоков и детальные рекомендации по их очистке. Не могут быть приняты к проектной проработке технологические процессы, в которых образуются трудноочищаемые или сбрасываемые в водоем твердые отходы.
В технологических процессах должно быть исключено или по крайней мере сведено к минимуму применение ядовитых веществ-дихлорэтана, соединений, ртути, цианистых соединений и др.
Технологический регламент производства индивидуального 5-метилрезорцина на базе суммарных двухатомных фенолов сланцевого происхождения предусматривал применение дихлорэтана для очистки выделенного продукта от примесей. При проектной проработке были приняты необходимые меры по герметизации оборудования, очистке содержащих дихлорэтан стоков и выбросов в атмосферу, что привело к большому усложнению технологической схемы. Одновременно перед научно-исследовательской организацией был поставлен вопрос о поиске более безвредного реагента. В результате дополнительных исследований было установлено, что вместо дихлорэтана можно применить сиесь гораздо менее опасных толуола и бутилацетата.
Задание на проектирование. Форма задания на проектирование технологической установки, порядок его разработки и утверждения приведены в гл. 1.
Технические условия на проектирование. В этом документе должны быть приведены общие сведения о предприятии, на котором намечается строительство технологической установки. Технические условия состоят из нескольких частей, каждая из которых освещает соответствующий раздел проекта, В технологической части технических условий отражаются следующие сведения:
1) качество сырья и возможные пределы его колебаний; способ подачи сырья (по трубопроводу, прокладываемому в земле, в канале или по эстакаде; по железной дороге и т. п.), параметры (здесь и далее — давление, температура) сырья;
2) состав инертного газа, включая сведения о содержании в нем масла; параметры;
3) характеристика воздуха,применяемого для снабжения пневматических систем контрольно-измерительных регулирующих приборов, и воздуха для технологических и ремонтных нужд (параметры, точка росы, содержание масла);
4) характеристика топливного газа (энтальпия, плотность, параметры);
б) характеристика мазута — топлива для трубчатых печей [энтальпия, температура, вязкость (в °ВУ) при температуре перекачки, кратность циркуляции, давление в прямой и обратной линиях];
6) характеристика реагентов, способ их подачи на установку (по трубопроводу, в автоцистернах, в таре и т. п.), параметры;
7) состав [в % (об.)] и параметры водородсодержащего газа;
8) наличие на предприятии систем сброса газа от предохранительных клапанов и давление в них;
9) параметры, с которыми должны выводиться с установки целевые продукты;
10) пути использования и параметры на выходе с установки некондиционных продуктов и отходов производства;
11) тип изоляции технологических и паровых трубопроводов;
12) фоновые концентрации вредных веществ в атмосферном воздухе;
13) перечень передвижных грузоподъемных средств предприятия, которые могут быть использованы для ремонтных нужд на установках (с указанием типа и технической характеристики).
При разработке технологической части проекта используются также сведения из других разделов технических условий; например, из раздела «Теплоснабжение» — данные о системах пароснабжения, применяемых на заводе системах обогрева трубопроводов, из раздела «Водоснабжение» — сведения о системах водоснабжения и канализации, существующих на предприятии, и т. д.
Технические условия на проектирование составляются генеральной проектной организацией с привлечением при необходимости субпроектировщика, выполняющего проект конкретной установки (производства). Они являются неотъемлемой частью задания на проектирование и должны представляться исполнителю проекта установки одновременно с заданием. Целесообразно иметь единые технические условия на проектирование НПЗ (НХЗ), в которые рекомендуется вносить изменения и дополнения, учитывающие специфику проектируемой установки.
В 1983 г. в составе документов системы нормативной документации для проектных организаций нефтеперерабатывающей и нефтехимической промышленности был разработан эталон технических условий, которым следует руководствоваться при проектировании НПЗ и НХЗ.
3.3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ УСТАНОВКИ
Создание технологической схемы установки (производства) является одним из важнейших этапов при разработке проекта. При работе над схемой проектировщик-технолог должен обеспечить возможность выработки необходимого ассортимента продуктов нужного качества при минимальных капитальных затратах и эксплуатационных расходах, гарантировать бесперебойную работу запроектированного производства, безопасность и надежность эксплуатации. Следует иметь в виду, что даже кратковременная остановка современной технологической установки по переработке нефти приводит к большому экономическому ущербу, нарушению снабжения нефтепродуктами и нефтехимическим сырьем потребителей. Так, простой комбинированной установки ЛК-6у в течение суток связан с недоотпуском продукции на сумму свыше 400 тыс. руб.
Разработка технологической схемы включает ряд этапов: 1) анализ и обоснование выбранного метода производства; 2) определение перечня технологических операций, намечаемых к реализации на установке, и составление вариантов принципиальных технологических схем; 3) расчет материальных балансов установки по стадиям; 4) расчет и выбор технологического оборудования; 5) проектирование обвязки оборудования трубопроводами и вычерчивание рабочей технологической схемы; 6) разработка схем автоматизации технологического процесса.
Задача анализа и обоснования выбранного метода производства в настоящее время облегчается тем, что метод производства рекомендуется в технологическом регламенте или научно-исследовательских данных, заменяющих регламент. Для традиционных процессов при выборе метода производства руководствуются накопленным опытом проектирования, учитывают результаты промышленной эксплуатации аналогичных производств.
Технологической схемой установок риформинга, проектировавшихся в 1957—67 г. г. предусматривалась сложная схема стабилизации, включающая фракционирующий абсорбер и стабилизатор, в которых получали стабильную головку Сз—С4 и сухой деэтанизированный газ. Опыт эксплуатации показал, что на большинстве заводов имеются системы сбора и переработки предельных газов, на которых осуществляется улавливание жирных газов из прямогонного газа и деэтанизация головки. Эти системы могут быть использованы также и для обработки нестабильных головок и жирного газа риформинга. Поэтому в проектах установок риформинга Л-35-11/1000 и ЛЧ-35-11/1000, запроектированных в 1970—78 г. г., применена так называемая, простая схема стабилизации без фракционирующего абсорбера.
При проектировании установок первичной перегонки нефти важной задачей проектировщика-технолога является выбор одной из трех схем разделения нефти. Существуют три таких схемы: 1) с одной сложной ректификационной колонной; 2) с предварительным испарителем и ректификационной колонной; 3) с предварительной отбензинивающей колонной и основной ректификационной колонной (двукратное испарение). Первая схема применяется для стабилизированных хорошо обессоленных и обезвоженных нефтей, в которых невелико содержание бензиновых фракций [до 15% (масс.)]. Если нефть плохо обессолена или содержит большое количество бензиновых фракций, то возникает опасность чрезмерного увеличения давления в теплообменниках и трубах печного змеевика, а также отложения минеральных солей в змеевике и, как следствие, прогара печных труб. При двукратном испарении газ, вода и значительная часть бензина удаляются из нефти до ее поступления в печь, что облегчает условия работы как печи, так и основной ректификационной колонны. Схема с двукратным испарением особенно удобна в тех случаях, когда возможно частое изменение типа перерабатываемой нефти. Недостатки этой схемы — необходимость подогрева нефти до более высокой температуры и наличие удвоенного количества ректификационных колонн, сырьевых и рефлюксных насосов, конденсаторов-холодильников и емкостей.
При переработке углеводородных газов используются абсорбционные и конденсационно-компрессионные методы извлечения целевых компонентов из газов. Выбор схемы обусловливается составом сырья, требованиями, предъявляемыми к продукции, зависит от наличия на предприятии тех или иных хладоагентов. Абсорбционную схему извлечения рекомендуется применять в тех случаях, когда в газе много метана и этана, а конденсационно-компрессионную — при переработке более «жирных» газов.
Использовав исходные данные для проектирования и выбрав метод производства, проектировщик-технолог определяет перечень технологических операций, намечаемых к реализации на установке, и их последовательность, а затем изображает эту последовательность в виде принципиальной технологической схемы. Рекомендуется на этом этапе подготовить несколько вариантов принципиальных технологических схем и представить их на обсуждение специалистов (например, членов технического совета проектного института-или технологической секции технического совета, специалистов научно-исследовательских институтов и промышленных предприятий). На основе обсуждения вариантов технологических схем принимается решение о выборе оптимальной схемы, над которой ведется дальнейшая работа.
Несмотря на то, что ассортимент вырабатываемой продукции и перечень технологических установок нефтеперерабатывающих и нефтехимических предприятий весьма велики, на этих установках реализуется относительно небольшое число типовых химических и физических процессов; массообменные (ректификация, аб-
Сорбция); теплообменные (подогрев, конденсация, охлаждение); гидромеханические (отстаивание, фильтрование, центрифугирование); механические (перемешивание, транспортирование жидких, твердых и газообразных материалов); химические (гидрирование, изомеризация, крекирование, хлорирование и др.).
Для осуществления этих процессов проектируются технологические узлы — аппараты или группы аппаратов с обвязочными трубопроводами и арматурой. Технологическая схема представляет собой совокупность ряда технологических узлов. Наиболее часто встречаются следующие технологические узлы: ректификационная колонна; трубчатая печь; центробежный или поршневой насос для транспортирования жидкостей; центробежный или поршневой компрессор для транспортирования газов; теплообменник для утилизации теплоты отходящих продуктов и нагрева сырья; аппарат воздушного охлаждения или водяной холодильник; реакторный блок.
Руководствуясь технологической схемой, состоящей из нескольких технологических узлов, проектировщик приступает к расчету материальных балансов установки по стадиям. При расчете материальных балансов используются данные, содержащиеся в технологическом регламенте или других материалах научно-исследовательских институтов.
Так, например, при составлении материальных балансов установок первичной перегонки нефти используются следующие сведения: перечень продуктов, намечаемых к выработке на установке; межцеховые нормы по фракционному составу дистиллятных и остаточных фракций; отбор фракций от потенциала; заданная мощность установки и число часов работы в году.
Материальные балансы нефтехимических производств представляются научно-исследовательскими институтами в расчете на 1 т сырья или готовой продукции, а затем пересчитываются проектировщиками с учетом производительности установки и потерь производства.
После составления материальных балансов проектировщик-технолог выполняет наиболее трудоемкую часть своей работы — расчет аппаратуры и оборудования. Основные сведения о применяемых методах технологического расчета и выбора оборудбвания содержатся в гл. 4. Завершающим этапом расчета аппаратуры является составление схемы материальных и тепловых потоков, которая затем включается в состав расчетно-пояснительной записки к проекту установки. На рис. 3.1 приведена схема материальных и тепловых потоков реакторного блока установки гидроочистки керосиновой фракции.
На основании результатов расчета далее по каталогам, государственным и отраслевым стандартам, техническим условиям и нормалям выбирается стандартное, т.е. серийно выпускаемое оборудование, подготавливаются задания на разработку нестандартного оборудования. Сведения о выбранном оборудовании включаются в спецификации, которые затем используются для заказа оборудования.

Рис. 3.1. Схема материальных и тепловых потоков реакторного блока установки гидроочистки керосиновой фракции:
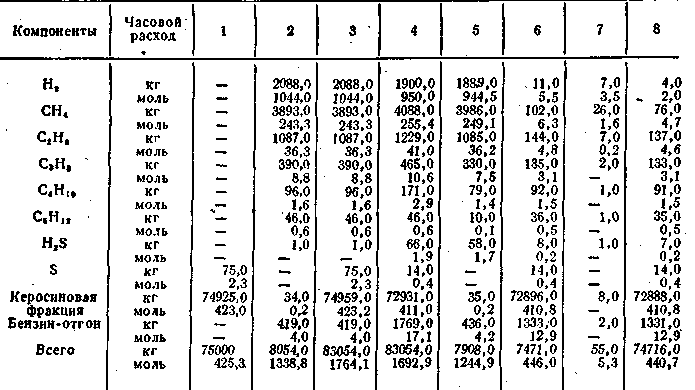
В кружках — номера материальных потоков, в прямоугольниках — тепловые потоки, Гкал/ч.
Следующей стадией является проектирование обвязки аппаратов и оборудования трубопроводами, которое проводится одновременно с вычерчиванием технологической схемы. При проектировании трубопроводной обвязки проектировщик-технолог руководствуется отраслевыми рекомендациями, выпущенными в составе системы нормативной документации, а также опытом, накопленным при разработке аналогичных проектов. Важную роль играет изучение результатов эксплуатации тех или иных систем обвязки:
Технологическая схема представляет собой графическое описание технологической части проекта, она является основным источником информации при составлении всех остальных частей проекта. На технологической схеме наносится все оборудование и аппараты, необходимые для ведения процесса, условно, в виде линий изображаются трубопроводные связи между отдельными элементами оборудования.
При составлении схемы обычно стремятся к тому, чтобы более четко изобразить последовательность технологических операций. Поэтому расположение оборудования на схеме может не совпадать с его последующим фактическим размещением на установке. Аппараты и оборудование наносятся на схему в соответствии с общепринятыми условными обозначениями (рис. 3.2.).
Каждый аппарат, нанесенный на схеме, имеет свой индекс. В нефтепереработке общепринятыми являются следующие буквенные индексы отдельных видов оборудования: К — ректификационная или абсорбционная колонна; П — трубчатая печь; X — холодильник; ХК. — конденсатор-холодильник; Т-теплообменник; Е — емкость; С — сепаратор; ПК, ЦК — поршневой и центробежный компрессор, соответственно; Н — насос; И — инжектор-смеситель; М — аппарат с перемешивающим устройством; Ф — фильтр. Аппаратам и оборудованию присваиваются номера в соответствии с последовательностью технологических операций на установке. Комбинированные установки разбиваются на отдельные блоки (секции), каждому из которых присваивается номер. Индексация оборудования отражает его принадлежность к той или иной секции.
Например, секциям комбинированной установки ЛК-6у присвоены номера 100; 200; 300; 400. Аппарат с индексом К.-102 относится к секции 10б (ЭЛОУ-АТ), с индексом Н-412 - к секции 400 (ГФУ) и т. д.
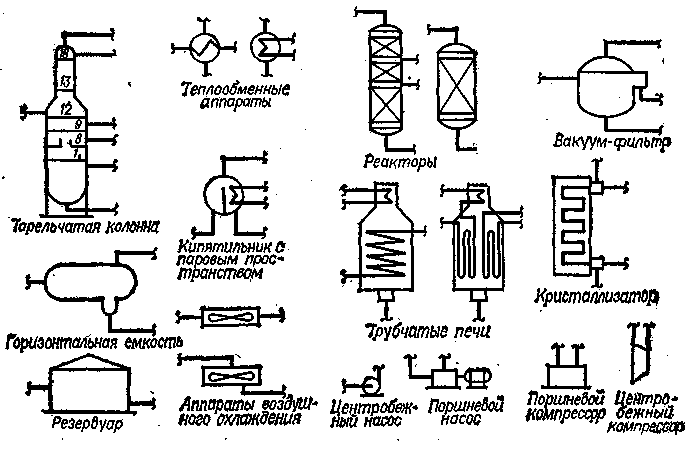
Рис. 3.2. Условные обозначения оборудования на технологической схеме.
Собственная нумерация присваивается также трубопроводам. Следует отметить, что во многих странах принята система нумерации трубопроводов, которая не только отражает принадлежность трубопровода к той или иной секции установки, но и содержит информацию о диаметре трубопровода, классе и параметрах (давлении, температуре) перекачиваемого продукта.
Необходимым приложением к технологической схеме являются экспликации (перечни) аппаратов, оборудования, трубопроводов. В экспликациях содержатся сведения об основных технических характеристиках аппаратов и оборудования, для стандартного оборудования указываются номера ГОСТ, ОСТ, технических условий, по которым оно выпускается, а для нестандартного — основные размеры и номера чертежей, по которым оно должно быть изготовлено.
В экспликации трубопроводов содержатся сведения о наименовании, рабочих и максимально возможных параметрах перекачиваемой среды, необходимости изоляции и обогрева, числе пат ровых и водяных спутников.
При проектировании небольших объектов экспликации аппаратов и трубопроводов наносят непосредственно на схему.
3.4. ТЕХНОЛОГИЧЕСКИЕ ЗАДАНИЯ СМЕЖНЫМ СПЕЦИАЛИСТАМ
В разработке проекта технологической установки принимают участие проектировщики различных специальностей — монтажники, теплотехники, электротехники, строители, специалисты по водоснабжению и .канализации, отоплению и вентиляции, автоматизации технологических процессов, конструкторы нестандартного оборудования, сметчики. Работа большинства этих специалистов над проектом начинается после получения заданий от проектировщиков-технологов. Ниже приводится перечень сведений, которые инженер-технолог выдает представителям смежных специальностей в виде технологических заданий.
Монтажное задание. Специалисты по монтажному проектированию получают задание от технологов в виде технологической схемы, на которой указывается все оборудование, а при необходимости и относительное повысотное расположение оборудования или рекомендуемые отметки для размещения отдельных аппаратов. На схему наносятся характеристики трубопроводов (диаметр, рабочие и максимально возможные давления и температуры), все запорные устройства (задвижки, краны, вентили), первичные контрольно-измерительные приборы (клапаны, диафрагмы, счетчики и др.). К схеме прикладываются экспликации аппаратов, оборудования и трубопроводов. Технологи также определяют категорию производств по взрывной, взрывопожарной и пожарной опасности в соответствии со СНиП П-90—81 «Производственные здания промышленных предприятий. Нормы проектирования».
На основании технологического задания разрабатывается компоновка оборудования и монтажные чертежи.
Задание на теплоснабжение. В задании на теплоснабжение содержатся следующие сведения: наименование тешюпотребляющего оборудования; число единиц каждого вида этого оборудования и число часов работы оборудования; наименование рекомендуемого теплоносителя и требуемые его параметры (давление и температура); максимальный и средний часовые расходы теплоносителя на единицу оборудования. В заданий также содержатся сведения о суммарном расходе теплоносителя с учетом коэффициента одновременности, о параметрах продукта в тешюпотреб-ляющем аппарате. Очень важна информация о возможности возврата конденсата и о- том, каким продуктом может быть загрязнен конденсат.
Задание на электроснабжение. Готовя Задание специалистам по проектированию электроснабжения, инженер-технолог прежде всего определяет характеристики механизмов с электрическим приводом — насосов, компрессоров, аппаратов с перемешивающими устройствами, аппаратов воздушного охлаждения и т. д. Рассчитывается потребная мощность на валу двигателя N, а затем по N устанавливается рекомендуемая мощность двигателя N3.
Большинство приводных механизмов поставляется комплектно с электродвигателями поэтому в задании на электроснабжение кроме значений N и NЭ необходимо указывать данные о том, какой из комплектуемых с механизмом двигателей рекомендуется для применения.
Для разработки электротехнической части проекта важное значение имеет информация об условиях эксплуатации электрооборудования. Поэтому в задании на электроснабжение технолог обязательно указывает особенности окружающей среды (нормальная, пожароопасная, взрывоопасная, коррозионная, жаркая, пыльная, влажная, сырая), а также приводит характеристику помещений, в которых будет размещено электрооборудование в соответствии с «Правилами устройства электроустановок (ПУЭ)». Следует, в частности, определить, имеются ли в помещении взрывоопасные или пожароопасные зоны, указать к какому классу относятся эти зоны. Необходимо также привести сведения о том, могут ли образоваться при эксплуатации оборудования взрывоопасные смеси газов и паров с воздухом и установить, к какой категории и группе относятся взрывоопасные смеси газов и паров. В зависимости от класса и группы выбирается соответствующее электрооборудование.
Классификация взрывоопасных и пожароопасных зон приводится в «Правилах устройства электроустановок (ПУЭ)». Распределение взрывоопасных смесей по категориям и группам содержится в ПУЭ и «Правилах изготовления взрывоопасного и рудничного оборудования (ПИВРЭ)». Для веществ, которые отсутствуют в ПУЭ и ПИВРЭ, категории и группы устанавливаются Всесоюзным научно-исследовательским институтом взрывоза-щищенного и рудничного оборудования (ВНИИВЭ).
Исходя из требований технологического процесса и предполагаемых условий эксплуатации, технолог в задании на электроснабжение определяет также требуемую категорию надежности электроснабжения (см. гл. 7). Кроме того, в задание на электроснабжение включают сведения о необходимости самозапуска двигателей и автоматического включения резерва.
Задание на водоснабжение и канализацию. В этом задании приводятся сведения о потреблении воды на охлаждение аппаратов и сбросе стоков в канализацию. Задание содержит характеристику охлаждаемых продуктов, сведения о давлении продуктов, расходе и температуре холодной и горячей (вышедшей' из холодильника) воды. Специалист-технолог указывает, из какой системы оборотного водоснабжения должна подаваться охлаждающая вода. Характеристика систем водоснабжения современных НПЗ и НХЗ дана в гл. 7. В задании указывается также потребность проектируемого производства в свежей воде. Следует иметь в виду, что использование свежей воды для технологических нужд допускается в исключительных случаях. Ранее свежую воду применяли на некоторых установках (например, газофракционирую-щих) для того, чтобы добиться более глубокого охлаждения продуктов. В дальнейшем вместо свежей воды стали использовать системы охлаждения с циркулирующими хладагентами.
Для проектирования канализационных систем технолог сообщает часовой, суточный и годовой расход стоков по каждому источнику, предполагаемое давление, с которым будут удаляться эти стоки, и характеристику загрязнений. Технолог приводит в задании также свои соображения о том, в дакую систему канализации должен быть направлен тот или иной сток. Эти соображения затем критически рассматриваются специалистами по проектированию водоснабжения и канализации. Следует подчеркнуть особую важность приведенных в задании сведений о составе загрязнений. Достоверность этих сведений позволит правильно выбрать направления сброса стоков, запроектировать рациональные системы водоснабжения и канализации. Характеристика систем канализации современных НПЗ и НХЗ дана в гл. 8.
В задании приводится также информация о необходимости бесперебойной подачи воды и последствиях внезапного прекращения ее подачи, о возможности загрязнения сбрасываемой горячей оборотной воды при неисправной технологической аппаратуре, а также о том, в каких помещениях следует предусмотреть смыв полов. В этом же задании сообщаются сведения, необходимые для проектирования систем обеспечения водой производственного персонала: численность работающих по сменам (в том числе, работающих в горячих помещениях); численность пользующихся душем по сменам (в том числе, занятых на работах, которые связаны с выделением пыли, влаги или с обработкой ядовитых материалов); место размещения аварийных душей.
Задание на проектирование отопления и вентиляции (ОиВ).
Это задание выдается обычно после того, как разработана компоновка установки и определен перечень зданий. В задании на ОиВ содержатся следующие сведения: класс взрыво- или пожароопасное™ помещения; категория и группа взрывоопасной смеси по ПУЭ; характеристика вредностей, сопутствующих технологическому процессу (наличие газов, избыточной теплоты, пыли, влаги, химический состав парогазовых смесей); данные об источниках 'выделения вредностей; площадь и температура поверхностей аппаратов и оборудования; площадь открытых поверхностей; вид тепловой изоляции оборудования (от ожогов, от теплопотерь).
В задании на проектирование ОиВ указывается, нуждаются ли помещения в устройстве дежурного отопления, приводится информация о том, будет ли производственный персонал, постоянно или периодически находиться в производственном помещении, предусматривается ли работа оборудования в автоматическом режиме (без персонала). Для того чтобы правильно определить тепловыделения от электрооборудования и запроектировать необходимую вентиляцию, к заданию на ОиВ целесообразно прикладывать копию задания на электроснабжение.
В тех случаях, когда по условиям технологического процесса для предотвращения вредных выделений следует предусматривать местные отсосы от аппаратов, насосов, компрессоров и другого оборудования, в -задании на ОиВ это оговаривается особо и приводится характеристика того продукта, который предполагается удалять.
Задание на контроль и автоматизацию процесса. Отличительной особенностью современной технологии переработки нефти является высокая степень автоматизации всех процессов. Поэтому разработка технологической схемы тесно связана с выбором методов контроля и регулирования производственных процессов. Основными регулируемыми параметрами технологических процессов являются температура, давление, расход жидкости или газа, .уровень жидкости в сосуде, вязкость, углеводородный или фракционный состав продуктов. Объектами, в которых поддерживаются перечисленные параметры, служат ректификационные колонны, теплообменники, емкости, газосепараторы, трубчатые печи, насосы, компрессоры. Для автоматического управления процессами применяются различные схемы, однако в основном они состоят из сравнительно небольшого числа элементов, которые повторяются в различных комбинациях.
Выбрав оптимальные схемы регулирования технологического процесса и определив необходимость тех или иных блокировок, технолог выдает задание на проектирование контроля и автоматизации процесса. В состав задания входят технологическая схема с указанием точек контроля и регулирования параметров, а также основные данные для выбора и расчета средств автоматизации, таблица блокировок и предупредительной сигнализации. В задании указывается, какие функции — регулирования или
ТАБЛИЦА 3.3. Перечень данных, которые необходимы
Параметры, давление, МПа и кгс/см! - i с, расход Регулируемый параметр; о «о изксималь-„ 5 S m насыщен- Ј:° ный, нор-наименование прибора „ 3- 1 5 н"х паров &„- мальныЪ v s я при рабо- о.я , и мнни-о 5 3 ч я чей тем- с в мальный. S я оо* пературе so м>/ч О. 5 et с С F* С. . « Расход: жидкости + + — — — -1- - + газа +4- — — — + + водяного пара' + + — — — + +* Уровень + + — — — + — •Давление + + — — . — + ' . — ' Температура 4 + — - — — + — Регулирующий клапан: на жидкости • — — + + + + + на газе — — + -f — + + на водяном паре — ' — + + — +. + * Приборы качества ига-+ + — — — + — . зоанализаторы |
* Приводится в кг/ч.
для выбора и расчета средств автоматизации
которые следует приводить в задании плотность, кг/м' уровень , вязкость максималь- g при рабо- коэффи-• -ный, нор- j 2о°с сухого при чих уело- Ј циент ч , •мальный. SB прилю „за (или давлениях виях, gj» сжимае S 5 и мини- «Ј и рабочем сухой до и после Па-си § ' сжимае мальный ,о давлении части газа) клапана кгс-с/м> S а мости, % „ „ а.5 при 2j°C gg g§ С >» N . И Еч С Ч — — - + . — - + 4- + — + _ _ _ + _]_ _ „+"+-+ — — — — — 1—1 "т" ^~— ~~~ т* """* ^~~ ~~~" • — + ___' + + _ _ |
только измерения параметров среды — должен выполнять тот или иной прибор, требуется ли дистанционное управление прибором и автоматическая запись показаний, необходима ли подача светового и звукового (или одного из них) сигналов об отклонениях показаний от заданных норм. В тех случаях, когда в схему включаются приборы для регулирования или измерения уровня, следует приводить значения максимальной, средней или минимальной величины уровня, оговаривать необходимость подачи сигнала о достижении максимального и минимального уровней.
Для того чтобы специалист по КИПиА мог произвести расчеты и выбор приборов, он должен располагать информацией о свойствах и параметрах эксплуатации регулируемых сред. Перечень необходимых параметров, которые приводятся в технологическом задании на КИПиА, содержится в табл. 3.3.
Весьма эффективным оказался способ выдачи заданий по КИПиА в форме технологической схемы с наклейными на ней бланками основных данных. Технолог должен также указать, какой тип клапана (нормально открытый или нормально закрытый) следует устанавливать.
Перечень необходимых блокировок и устройств предупредительной сигнализации выдается по форме, приведенной ниже:
Значения тех- "моамет^Г Перечень опера- * Место Назначе-Контролируе- параметров . ^Д^ С01[бЈа_ а. vc'TaHc0 °ки ние техно- „ а мый техноло- вэнии защитной § сигнали- логической я g гический = , блокировки и их ш зирующей сигнал „" " 5 » я ~ последователь- к аппара- зации и щ о параметр gg |S ность я о TypЈ, блоки- я 1 feg §§ а в Р°вки | JzJ ипюсь Юм С |
Задание на проектирование нестандартного оборудования или изменение нормализованного оборудования выдается, как правило, в виде эскиза, на котором указывается: назначение и конфигурация аппарата; его габаритные размеры; диаметр штуцеров, их назначение и привязка по высоте; характеристика среды (токсичность, взрывоопасность, коррозионность); рабочее и расчетное давления; максимальная и минимальная температуры; конструкция, габаритные размеры и привязка внутренних устройств (тарелок в ректификационных колоннах, отбойников в сепараторах и т. д.); требования по изоляции оборудования.
В задании необходимо также привести сведения о минимальной температуре окружающего воздуха и о том, может ли проектируемый аппарат принять температуру окружающего воздуха.
В составлении задания принимают участие специалисты по "монтажу оборудования, которые уточняют повысотные привязки штуцеров и внутренних устройств, и специалисты по КИПиА, которые наносят на эскиз сведения о бобышках для установки приборов контроля и автоматизации. Проектирование нестандартного оборудования для НПЗ и НХЗ осуществляется институтами Министерства химического и нефтяного машиностроения СССР или конструкторскими отделами проектных институтов Миннеф-техимпрома СССР. Как правило, институты Минхимнефтемаша СССР разрабатывают проекты сложных аппаратов — реакторов, ректификационных колонн, теплообменников.
Задание на проектирование нестандартного оборудования перед его выдачей подлежит обязательному согласованию с отделами проектирования комплектного оборудования (ОПК.О) ВНИИНефтемаша и НИИХиммаша.
Задание на молниезащиту. Для предохранения и защиты объектов и сооружений НПЗ и НХЗ от прямых ударов и вторичного воздействия молнии, в результате которых может произойти разрушение сооружений, загорание и взрыв находящихся в них горючих и взрывоопасных веществ, служат устройства молниезащи-ты. Эти устройства разрабатываются в электротехнической части проекта на основании заданий, выдаваемых технологами (по аппаратуре и оборудованию) и монтажниками (по зданиям и сооружениям). В технологическом задании приводятся следующие сведения об аппаратах, которые нуждаются в молниезащите: вмес-лтимость (в м3); материал стен и покрытия; толщина стального покрытия; наличие дыхательных или газоотводных труб с огне-преградителем и без огнепреградителя; давление в аппаратах; отметка верха дыхательной трубки аппарата; наименование продукта и его плотность; категория и группа взрывоопасной смеси, находящейся в аппарате, по ПУЭ.
Задание на теплоизоляцию. Для выдачи заданий на изоляцию аппаратуры и трубопроводов могут использоваться экспликации аппаратов и трубопроводов, а также выполненные проектировщиками-монтажниками спецификации трубопроводов по участкам. В заданиях указывается, с какой целью предусматривается изоляция аппаратов и трубопроводов — для предотвращения теп-лопотерь, для защиты от тепловых ожогов или обморожения, вызываемого пониженной температурой в апп'арате или трубопроводе.
Задание на составление смет. Для определения стоимости оборудования технологи выдают специалистам по расчету смет спецификации аппаратуры и оборудования. В технологическом задании содержатся также сведения о величине первой загрузки катализаторов, реагентов и материалов, данные о необходимости приобре- • "тения инвентаря.
Задание на составление технико-экономической части. В это задание включаются: сводный товарный баланс завода или уста-
новки, сведения о качестве товарной продукции, данные о расходе реагентов, катализаторов, адсорбентов, сжатого воздуха, азота, водорода, холода. Смежные специалисты выдают данные о потреблении воды, тепловой и электрической энергии. При проектировании комбинированных установок балансы и расходные показатели следует выдавать по секциям.
Прочие технологические задания. Помимо описанных выше заданий проектировщики-технологи"сообщают смежным специалистам-сведения о санитарной классификации производств (с целью правильного выбора бытовых помещений), о необходимом объеме средств связи, радиофикации и часофикации. При разработке проектов заводов технолог выдает специалисту-генпланисту перечень технологических объектов для их размещения на генплане.
3.5. ПРОЕКТИРОВАНИЕ ОБВЯЗКИ ОБОРУДОВАНИЯ ТРУБОПРОВОДАМИ
Выше был приведец перечень основных технологических узлов, из которых состоит схема современной установки на НПЗ и НХЗ. Далее рассматриваются основные принципы разработки этих узлов.
Ректификационная колонна. Применяемые на НПЗ и НХЗ ректификационные -колонны классифицируются по технологическому назначению (стабилизационные, отпарные и т. п.), давлению (работающие под давлением, атмосферные, вакуумные), способу осуществления контакта между паром и жидкостью (тарельчатые, на-садочные), числу продуктов, получаемых при разделении смесей (простые, если это число равно 2, и сложные, если оно больше 2).
Для обеспечения эффективного проведения процесса ректификации необходимо, чтобы с верха колонны на нижележащие тарелки непрерывно стекала жидкость (флегма), а с низа колонны вверх поднимались пары. Поэтому часть ректификата после конденсации возвращается в колонну в виде орошения, а часть остатка подогревается в выносном подогревателе и возвращается в колонну в виде паровой или парожидкостной струи.
При проектировании обвязки верхней части колонн использу-ю'тся схемы полной, неполной и парциальной конденсации паров. В качестве конденсаторов применяют аппараты воздушного охлаждения или кожухотрубчатые холодильники, а для сбора дистиллята — горизонтальные или вертикальные емкости и сепараторы. Для поддержания в колоннах постоянного давления служат схемы регулирования: 1) с установкой регулирующего клапана на основном потоке; 2) изменением угла поворота лопастей вентилятора АВО; 3) изменением числа оборотов электродвигателя вентилятора АВО; 4) изменением расхода оборотной воды в кожухотрубчатый конденсатор-холодильник. При неполной конденсации обычно применяются схемы регулирования давления сбросом неконденсирующихся газов, из емкости орошения в топливную сеть.
Р- Для случаев, когда необходимо строго обеспечивать какой-ли-РЬбо параметр качества верхнего продукта колонны, применяются ргсхемы регулирования подачи орошения в зависимости от темпера-f: туры или собственно параметра качества (вязкости, фракционного
* .состава, плотности и т. д.) на какой-либо из тарелок верхней части
* колонны (так называемой контрольной тарелке). Если подача теп-i лоты в колонну регулируется в зависимости от температуры низа : колонны, при обвязке верхне- части предусматривается стабилиза-; ция подачи орошения.
" Если верхний продукт из емкости орошения направляется в ре-! зервуары или промежуточную емкость, то регулирование уровня -в емкости орошения осуществляется изменением количества отка-'" чиваемого продукта. В тех случаях, когда верхний продукт из емкости орошения подается непосредственно в процесс (печь, колонну и т. д.), используется схема постоянства подачи продукта с кор-' рекцией от уровня в емкости. х
Для создания парового потока в нижней части колонн приме-> няются испарители с паровым пространством и без парового про-_ странства, вертикальные и горизонтальные термосифонные испари-: тели, трубчатые печи. Преимущества испарителей с паровым пространством состоят в следующем: они имеют высокий коэффи-. циент испарения (до 0,8), могут применяться в случаях использования для обогрева загрязненных теплоносителей и теплоносителей, имеющих высокое (>1,6 МПа) давление, представляют собой до-, полнительную теоретическую ректификационную тарелку. Недо--статки этого вида испарителей — высокая стоимость и громоздкость. -^ --
Преимуществами термосифонных испарителей являются их'низ-
* кая стоимость и простота обвязки; недостатки этих аппаратов — „""необходимость тщательно определять при проектировании гидравлическое сопротивление системы и следить за ним в процессе эксплуатации, невысокий (до 0,3) коэффициент испарения. Горизонтальные термосифонные испарители несколько дороже вертикальных, но могут применяться при использовании загрязненных теплоносителей, а также в тех случаях, когда необходимы большие
:-• поверхности теплообмена,.
Если количество теплоты, подаваемое в низ колонны должно быть постоянным, а нижний продукт откачивается с установки, применяются схемы контроля и регулирования, включающие стабилизацию подачи греющего агента в испаритель и регулирование уровня в испарителе или колонне изменением количества откачи-
" ваемого продукта. Когда необходимо регулировать подачу теплоты в колонну в зависимости от температуры на контрольной тарелке, применяются схемы регулирования, в которых изменяется количество подаваемого в испаритель теплоносителя. Рекомендуются также схемы регулирования подачи теплоносителя в испари-
; тель в зависимости от параметров качества.нижнего продукта.
I Как пример, на рис. 3.3 изображены некоторые схемы обвязки
;• верхней и нижней части колонн.
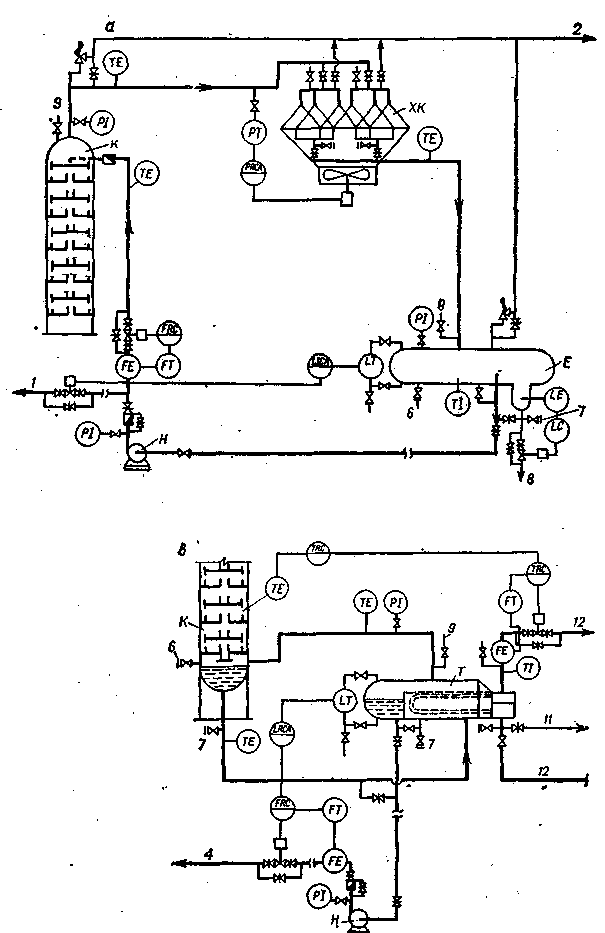
Рис. 3.3. Схемы обвязки верхней (а, б) и нижней
а — с полной конденсацией паров в АВО зигзагообразного типа; б—с неполной кон-
с паровым пространством; г — с вертнкаль-
К — колонна; ХК — конденсатор-хелодильник; Т — испаритель, кипятильник; Я—насос.
ние; 4 — остаток в парк- или на дальнейшую переработку; 5 — вход сырья; 6 — пар на
10 — вход и выход воды; // — откачка или дренаж; 12 — теплоноситель;

Ш, "г) частей ректификационных колонн:
ВМёацвей паров в кожухотрубчатом конденсаторе-холодильнике; в —в испарителем •pW термоснфонныи кипятильником.
Д|* дистиллят в парк; 2 — газ на факел; 3 — газ в топливную сеть или на компримирова-ЯВОПарку; 7 — пар или инертный газ на ремонтные цели; 8^* выход воды; 3 «> воздушник! Ш— пар в кипятильник: 14 — конденсат.
При разработке технологической схемы рекомендуется предусматривать несколько вводов сырья в колонну, поскольку в процессе эксплуатации это позволит учесть колебания состава сырья и компенсировать неточности расчета.
Трубчатая печь. На НПЗ и НХЗ с помощью трубчатых печей технологическим потокам сообщается теплота, необходимая для проведения процесса. Трубчатые печи условно разделяются на реакторные, подогревательные и рибойлерные. В реакторных печах (установки термического крекинга, пиролиза) осуществляются процессы превращения углеводородов под влиянием высоких температур. В подогревательных печах сырье нагревается до определенной температуры перед подачей в реактор (установки каталитического крекинга и риформинга, изомеризации, дегидрирования и др.), ректификационную колонну (установки первичной перегонки) или другой аппарат. Рибойлерные печи выполняют функции . кипятильника (рибойлера) ректификационных колонн — в эти печи сырье поступает с низа колонн и после нагрева возвращается в виде паров или парожидкостной смеси обратно в колонны. . .
Обвязка трубчатой печи зависит от ее конструкции. Существуют различные конструкции печей, отличающиеся способом передачи теплоты (радиантные, конвекционные, радиантно-конвекци-онные), количеством топочных камер, способом сжигания топлива (с пламенным и беспламенным горением), числом потоков нагреваемого сырья, формой камеры сгорания (цилиндрические, коробчатые и др.), расположением труб змеевика (горизонтальным или вертикальным).
При обвязке печей необходимо предусматривать откачку и оп-рессовку змеевиков, схемы циркуляции жидкого топлива, пропарку печей, .подключение пара для ремонтных нужд, паровую защиту печей на случай пожара. Регулирование температуры продукта на выходе из печи может осуществляться изменением подачи жидкого и газообразного топлива. Проекты обвязки печей включают также схемы обвязки горелок, которые зависят от типа применяемой горелки.
На рис. 3.4 приведена схема обвязки трубчатой узкокамерно^ печи радиантно-конвективного типа с вертикально-факельным сжиганием топлива, горизонтальным расположением труб и верхним отводом дымовых газов. Топливо в эту печь подается эмульсион-но-вихревыми комбинированными горелками ГЭВК-500.
Насосы. В нефтеперерабатывающей и нефтехимической про-мышленности применяются насосы различных типов: лопастные (центробежные и осевые), вихревые и объемные (поршне' вые, плунжерные, шестеренчатые, винтовые, пластинчатые). В качестве привода в большинстве, случаев используется электродвигатель, а в отдельных случаях — паровая турбина.
При проектировании обвязки насосов следует учитывать следующие требования:

Рис. 3.4. Схема обвязки трубчатой узкокамерной печи радиантно-конвективно-го типа:
>—продукт в печь; 2 — продукт из печи; 3 — сброс на факел; 4 — сброс на свечу 5 — Топливный газ; 6 — топливный газ к пилотным горелкам печи; 7 — жидкое топливо; •Ј•—возврат жидкого топлива; 9 — возврат топлива от горелок; 10 — инертный газ' •II — пар для наружного паротушения; 12 — пар в дымоходы; 13 — пар на продувку Ямеевика; 14 — па.р в камеру сгорания; 15 — пар к горелкам печи; /5 —пар в змеевик "Жечи; 17 — пар в печь.
J 1) обвязка насоса основными и вспомогательными трубопроводами должны обеспечивать удобство и безопасность обслужива-;-$ия, возможность демонтажа Отключенного насоса; I. 2) для уменьшения гидравлических потерь во всасывающем ^трубопроводе его следует прокладывать по возможности более ко-|ютким, избегая резких сужений, большого числа поворотов и т. д.; Йужно расчетным путем определить минимально допустимую вы-' ipty столба жидкости на приеме насоса;
|- 3) для предотвращения поломок насоса в пусковой период не-|Ё»бходимо предусматривать временные фильтры во, всасывающей Линии:
4) в обвязку центробежных насосов необходимо включать обратный клапан, устанавливаемый между нагнетательным патрубком и задвижкой; клапан защищае.т рабочее колесо насоса от гидравлического удара при остановке насоса; для возможности пуска насоса нужно предусматривать байпасирование обратного клапана;
5) в обвязке поршневых и плунжерных насосов предусматриваются предохранительные клапаны между нагревательным патрубком и отключающей задвижкой; сброс от клапана направляется во всасывающий трубопровод;
6) в обвязке вихревых насосов предусматривается байпасная -линия (с нагнетания во всасывающую линию), которая используется как в пусковой период, так и при нормальной эксплуатации;
7) к площадкам, где устанавливаются насосы, подводятся трубопроводы пара, инертного газа, сжатого воздуха для прогрева и продувки насосов и трубопроводов; непосредственно к насосу эти агенты подводятся с помощью гибких шлангов или съемных участков, присоединяемых к специальным штуцерам.
При остановке насосов для осмотра или ремонта их следует освободить от продукта. Проектом должен быть предусмотрен сброс дренируемых продуктов в специальные емкости (для легковоспламеняющихся, горючих и токсичных жидкостей) или в канализацию. Если насосами перекачиваются едкие жидкости, необходимо после опорожнения промыть насосы водой или нейтрализующим агентом.
Особое внимание нужно уделять предотвращению выхода насосов из строя из-за отсутствия жидкости во всасывающем трубопроводе. На емкостях и прочих аппаратах, из которых жидкость забирается насосом, устанавливают регуляторы уровня и независимые от них сигнализаторы минимального уровня. Если этого требует инструкция по эксплуатации насосов, то предусматривается автоматическая остановка насоса при достижении минимального уровня.
Наиболее часто применяются на НПЗ и НХЗ центробежные насосы с электродвигателями. В цехах и на технологических установках насосы, как правило, устанавливаются вне помещения; в общезаводском хозяйстве более распространены закрытые насосные. При размещении насосов на открытых площадках (под навесами, этажерками, эстакадами) должны быть учтены требования ОСТ 26-1141—74.
Наиболее распространенные схемы обвязки насосов приведены на рис. 3.5.
Поскольку средний и капитальный ремонты насосов в холодное время года проводятся только в ремонтных цехах и мастерских, в открытых насосных предусматривается обязательное резервирование рабочих насосов. В резервных насосах необходимо поддерживать температуру, близкую к температуре перекачиваемого Продукта. С этой целью организуется непрерывная циркуляция через резервный насос части продукта: если задвижки на всасываю-
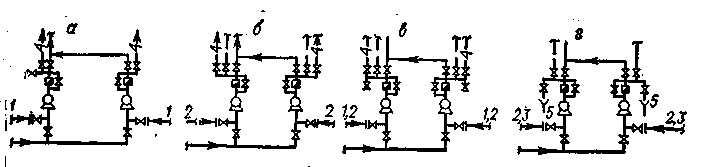
' Рис. 3.5. Схемы обвязки насосов:
а—пропариваемые; б— продуваемые инертным газом; в — продуваемые в пропариваемые; г — продуваемые и промываемые;
/ — пар; 2 — инертный газ; 3 — вода; 4 — дренаж нефтепродукта; 5 — сброс в промкана-лизацню.
'. щей и нагнетательной линиях резервного насоса частично приот-
, крыты, а вентиль на байпасе обратного клапана открыт полностью,
, то часть жидкости будет циркулировать через резервный насос в направлении от линии нагнетания к линии всасывания.
' Все большее распространение получают на НПЗ и НХЗ герметичные электронасосы типов ЦГ, ХГ, ХГВ. Так как номенклатура
t и схемы обвязки этих насосов постоянно совершенствуются, при проектировании следует строго .руководствоваться паспортной до-
^ кументацией выбранного насоса.
Узел компримирования. На НПЗ и НХЗ используются компрессоры следующих типов: поршневые (односторонние, оппозитные, угловые, вертикальные), роторные (винтовые, пластинчатые) и
'Центробежные (турбокомпрессоры). В состав узла компримирова-
• ния входят: сепаратор на приеме компрессора, собственно ком-s прессор, холодильники газа (межступенчатые, если компрессор
• имеет несколько ступеней сжатия, и концевой), маслоотделители, масляные насосы, холодильники и сборники масла. С основным
; производством компрессор связан всасывающим и нагнетатель-
• ным газопроводами и рядом вспомогательных трубопроводов. Кро-, ме того, в узле компримирования имеется ряд внутренних трубо-:•, проводов: система водяного охлаждения и смазки цилиндров,
продувочные линии и трубопроводы для аварийного перепуска и ; сброса. Обвязка компрессоров основными и вспомогательными тру-. I бопроводами осуществляется в соответствии с рекомендациями •;; заводов-изготовителей.
'i Узел теплообменного аппарата. Теплообменные аппараты (теп-f* лообменники) классифицируются по характеру обменивающихся t теплотой сред. Теплообмен может происходить между двумя жид-1 кими средами, между паром (газом) и жидкостью, между двумя |f газовыми средами". По принципу действия теплообменники под-| разделяются на аппараты непосредственного смешения и аппараты | поверхностного типа. Наиболее часто используемые на НПЗ и Г НХЗ аппараты поверхностного' типа подразделяются по способу |'Компоновки в них теплообменной поверхности на следующие ви-^ДЫ: типа «труба в трубе»; кожухотрубчатые; пластинчатые; ап-риараты воздушного охлаждения.
Кожухотрубчатые теплообменники, получившие особенно широкое распространение в нефтеперерабатывающей и нефтехимической промышленности, делятся по конструктивным особенностям на аппараты: с неподвижными трубными решетками (тип Н), с температурным компенсатором на кожухе (тип К), с плавающей головкой.
Аппараты типа Н применяются, когда разность температур кожуха и труб не превышает 50°С, а аппараты типа К — в тех-слу-чаях, когда разность температур кожуха и труб не вызывает разности в удлинении кожуха и труб более чем на 5 мм. В остальных случаях используют аппараты с плавающей головкой, которая служит как для компенсации температурных удлинений, так и для облегчения чистки и разборки .теплообменников.
Трубы в ;кожухотрубчатых теплообменниках располагаются в решетке по вершинам квадратов и по вершинам треугольников. Теплообменные аппараты с расположением труб по вершинам треугольников при одном и том же диаметре кожуха имеют поверхность теплообмена на 10—15% выше. Однако чистка межтрубного пространства "в этом случае затруднена и для теплообменников, работающих на загрязненных средах, предпочтительнее аппараты с расположением труб по вершинам квадратов.
В некоторых конструкциях теплообменных аппаратов устанавливают трубки U-образного типа, оба конца которых развальцованы в одной трубной решетке. Эти аппараты применяются при работе на чистых средах.
В теплообменниках, предназначенных для утилизации теплоты отходящих продуктов, более загрязненные и склонные к полимеризации и коксованию продукты направляют в трубное пространство, так как оно более доступно для очистки: В трубное пространство вводят также агрессивные жидкости, поскольку при таком решении из коррозионностойких материалов изготавливают не весь аппарат, а лишь часть его (трубный пучок и крышку).
В теплообменных аппаратах, где происходит конденсация паров или испарение жидкости, вещество, меняющее агрегатное состояние, направляется в межтрубное пространство, а среда,' ко--торая агрегатного состояния не изменяет, — в трубное. Такое распределение vпотоков учитывает, что коэффициент теплоотдачи от вещества, изменяющего агрегатное состояние, выше, чем от движущегося, но не меняющего своего состояния. Направляя неконденсирующиеся и неиспаряющиеся среды по трубам теплообменника и увеличивая при этом число ходов в трубном пространстве, повышают скорость движения продукта, а следовательно, и коэффициент теплоотдачи. Необходимо также иметь в виду, что при конденсации и испарений гидравлическое сопротивление теплооб-менного аппарата обычно стремятся свести к минимуму, а потери напора в межтрубном пространстве меньше, чем в трубном. Это обстоятельство рекомендуется учитывать при проектировании установок, работающих при атмосферном давлении и под вакуумом.

Ряс. 3.6. Схемы обвязки теплообменников для случаев, когда расход охлаждаемого продукта после теплообменника может быть переменным (а) или по-:,стоянным (б) и когда охлаждаемый продукт — двухфазная среда (в):
/ — продукт на охлаждение; 2 — продукт на нагрев; 3 — парожидкостной поток; 4 —• от-- Каяка; 5 — ремонтный штуцер: 6 — воздушник.
г
jgf- Как правило, в теплообменниках на НПЗ и НХЗ должен быть ^Обеспечен противоток теплообменивающихся сред. В противном млучае будет иметь место значительное снижение эффективности ^теплообмена.
р На одной из типовых установок гидроочистки дизельного топлива газо-йсырьевые теплообменники были обвязаны по прямоточной схеме. Эффектив-ЙЕЮСТЬ теплообмена ' была чрезвычайно низкой, поэтому не обеспечивалась РЭКобходимая температура подогрева- сырья перед подаЧбй в печь (она была р||иже проектной на 30—40°С). Только после переобвязки теплообменников на it иротивоточную схему удалось достичь проектных показателей как по тем-1"йературе подогрева сырья, так и по мощности установки.
•» Подвод жидких продуктов следует осуществлять через нижние I штуцеры, а вывод — через верхние. Такое решение обеспечивает : полное заполнение жидкостью трубного и ^межтрубного про-' странств. Если выполнить это требование невозможно, то на отво-?дящих трубопроводах предусматривают гидравлические затворы ;в виде вертикальных петель («утки»), которые препятствуют опо-I рожнению аппарата; в верхнюю часть петли врезается воздушник с вентилем.
Различные варианты обвязки теплообменников, отличающиеся схемами регулирования температуры, приведены на рис. 3.6.
Для сокращения потерь теплоты в окружающую среду теплообменники изолируют. В некоторых случаях изоляция предусматривается для того, чтобы предотвратить ожог или обмораживание ' обслуживающего персонала.
Узел реактора. В нефтеперерабатывающей и нефтехимической промышленности применяются реакторы различных типов. Для ^проведения процессов в гомогенной газовой фазе (термический ;,крекинг, пиролиз) служат реакторы, представляющие собой змее-s-вики трубчатых печей. В гомогенной жидкой фазе протекают | процессы гидролиза и некоторые конденсационные процессы, для
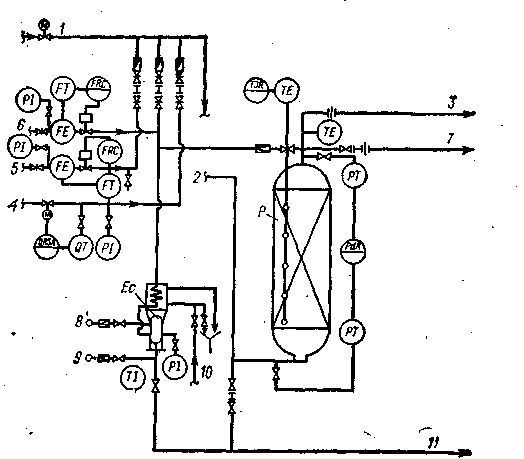
Рис. 3.7. Схема обвязки реактора гидроочистки масел:
1 — сырье в печь; 2 — сырье й"з печи; 3 — гидрогенизат; 4 — инертный газ; 5 — водяной пар; 6 — воздух; 7 -г~ газы регенерации в дымовую трубу; S — отбор газа; 9 — отбор жидкости; 10 -~ охлаждающая вода; // — дренаж.
их проведения используются реакторы смешения и трубчатые реакторы вытеснения.
Широкое распространение на НПЗ и НХЗ получили процессы, которые проводятся в системе газ — твердый катализатор (каталитический риформинг, гидроочистка дистиллятов, синтез углеводородов из СО и Нг, дегидрирование этилбензола и др.).
На рис; 3.7 показана обвязка реактора гидроочистки масел и парафина. В реакторе имеется стационарный слой катализатора, сырье из печи подается в реактор восходящим потоком. Проектом предусмотрена паровоздушная регенерация катализатора.
Обвязка реакторов технологическими трубопроводами в большинстве случаев осуществляется без запорной арматуры.
3.6. КОМПОНОВКА ОБОРУДОВАНИЯ \
После разработки технологической схемы и выдачи технологических заданий начинается разработка компоновки — плана размещения оборудования на территории установки. Компоновка является результатом совместного труда проектировщиков различных специальностей, однако решающее слово при этом принадлежит монтажникам. В задачу монтажников входит поиск наиболее экономичных решений обвязки и системы трубопроводных коммуникаций, определение размеров площадей, необходимых для размещения того или иного оборудования.
:* Для выбора оптимального варианта компоновки наиболее ^удобно использовать макетный (модельный) метод проектирования. •
*•' Перед тем как приступить к компоновке изготавливают из де-1рёва или полистирола масштабные модели основного оборудова-;ния. Как правило, в проектном институте уже имеется набор на-?»более распространенных моделей оборудования и> приступая к •-работе над компоновкой, монтажник подбирает модели аналогов ^необходимого оборудования. Затем масштабные модели оборудования расставляют на листе ватмана или миллиметровой бумаги, подбирая наиболее удачное расположение.
3.7. СОСТАВЛЕНИЕ ЗАКАЗНЫХ СПЕЦИФИКАЦИИ
.Одними из важнейших проектных документов являются заказные спецификации на оборудование, изделия и материалы. За-•казные спецификации составляются каждым производственным отделом проектного института отдельно по видам оборудования, .форма заказных спецификаций .включает следующие сведения о Заказываемом оборудовании:
Ј 1) номер позиции оборудования по технологической схеме и ууМесто его установки (в помещении, на открытой площадке и т. п.); Ф 2) наименование оборудования в соответствии с технической Документацией, по которой производится его поставка; технияес-|кая характеристика оборудования, приборов, арматуры и т. д. (ди-%метр, высота или длина, толщина стенки, вместимость, расчетные .^параметры — давление и температура; состав, взрывоопасность и Токсичность среды; наличие внутренней футеровки и тепловой изоляции; комплектность поставки с указанием комплектующего из-;делия и его характеристики; масса единицы изделия; другие допол-^нительные сведения);
3) марка оборудования (насоса, аппарата, прибора и т. д.) и обозначение технической документации (ГОСТ, ОСТ, ТУ, номер ГЧертежа, опросного листа и т, п.), по которой осуществляется по-,Становка этого оборудования; : - /-4) наименование завода-изготовителя;
Г 5) число единиц заказываемого оборудования и его масса; г 6) стоимость единицы и всего оборудования в целом. I Подготовленные спецификации детально рассматриваются и Согласовываются представителями ВНИИНефтемаша или ЕНИИХиммаша, а также специальными службами проектных организаций, на которые возложены задачи контроля и информации Го серийно выпускаемом стандартном оборудовании. При рассмотрении спецификаций согласующие органы проверяют правиль-шость выбора оборудования, устанавливают выпускается ли в дан-рый момент предлагаемое стандартное оборудование, возможно ли Ьзготовление заводами Министерства химического и нефтяного машиностроения предлагаемого нестандартного оборудования.
Одновременно со спецификациями на согласование представляются полностью оформленные технические проекты нестандартизированного оборудования, опросные листы, технические формуляры, протоколы согласования и другая необходимая для заказа техническая документация. Опросные листы и технические формуляры выпускаются по формам, учитывающим требования заводов-' изготовителей или научно-исследовательских организаций машиностроительных министерств. Протоколам согласования, техническим формулярам и опросным листам присваиваются соответствующие номера, которые записываются в заказных спецификациях (в графе, где указывается марка оборудования).
Все заказываемое для НПЗ и НХЗ оборудование подраздели-' ется на стандартное (типовое), нестандартнре (нетиповое) и нестандартизированное. Стандартное оборудование серийно изготавливается по ГОСТ, ОСТ, каталогам и другим нормативно-техническим документам. Нестандартное оборудование изготавливается МинхиТимашем или другими министерствами в счет фондов на соответствующие виды оборудования, с отклонением от нормализованных типоразмеров. К нестандартному оборудованию относятся, в частности, аппараты колонного типа с нормализованными или стандартными массообменными устройствами, емкостная аппаратура, с отличиями, от стандартов. Нестандартизированное оборудование не имеет отраслевой принадлежности и изготавливается в индивидуальном порядке промышленными предприятиями или строительно-монтажными организациями.
3.8. ПОРЯДОК СОСТАВЛЕНИЯ И ОФОРМЛЕНИЯ ЗАЯВОК НА РАЗРАБОТКУ НОВЫХ ВИДОВ ОБОРУДОВАНИЯ
В тех случаях, когда в стандартах, каталогах,, номенклатурах заводов-изготовителей отсутствует оборудование, необходимое для .осуществления технологического процесса, выдается заявка на разработку и освоение нового вида, оборудования. В заявку включаются следующие сведения: назначение продукции; предполагаемый ее разработчик; ориентировочная потребность в заказываемой продукции на пять лет (по годам) с начала промышленного "производства; срок выполнения заявки, включая данные о дате 'изготовления опытного образца и начала промышленного производства; источник финансирования разработки; предприятие-заказчик изделия; лимитная цена.
' Приложением к заявке являются исходные требования (опросные листы) на создание новой техники, расчет экономического эффекта от внедрения данного вида оборудования и расчет лимитной цены. В исходных требованиях содержатся сведения о параметрах эксплуатации нового оборудования, условиях его ремонта, транспортировки и хранения, а также данцые об аналогичных изделиях, выпускаемых за границей. Для наиболее распространенных видов химического оборудования институтами Минхиммаша разработаны формы опросных листов, которые после заполнения
^рредставляются с заявкой в качестве приложения взамен-исход-' ~ ных* требований.
Расчет экономического эффекта от внедрения вновь разрабаты-^-ваемого оборудования проводится проектной организацией, состав-Тляюшей заявку. Для расчета могут быть использованы «Методи-Ц ческие указания по определению экономической эф фиктивности •; использования новой техники, изобретений и рационализаторских «"предложений в химическом и нефтяном машиностроении». :\ Лимитная цена необходима для того, чтобы разработчик обо-* рудрвания мог определить экономическую целесообразность про-', ектирования нового изделия путем сравнения лимитной цены с той', •^которая определяется при прорктировании оборудования. ;, Ј Лимитную цену рассчитывает проектная организация — заказ-.' чнк нового вида оборудования, руководствуясь «Методикой опре-/ деления оптовых цен на новую продукцию производственно-тех-" нического назначения». Заявка подписывается одним из руководителей Всесоюзного промышленного объединения, являющегося за-""-казчиком нового оборудования, и согласовывается с Минмонтаж-х спёцстроем СССР. Затем подписанная заявка через Управление ^оборудования министерства-заказчика передается в, Техническое >•" управление министерства-изготовителя оборудования (при проектировании оборудования для НПЗ и НХЗ таким министерством, , как правило, является Министерство химического и нефтяного ма-ршиностроёния СССР). Рассмотренные Техническим' управлением " заявки через отраслевое объединение или управление передаются ' на заключение предполагаемым разработчикам и изготовителям ^"нового вида оборудования. После получения заключения от раз-'.-работчика и изготовителя оборудования всесоюзное промышлен-SjHoe объединение или управление —разработчик новой техникипри-^'йимает решение об. её изготовлении и сообщает о своем решении ?';министерству-заказчику. Заявки на разработку и освоение новой ^техники должны передаваться министерству-разработчику не позд-4 нее 1 мая того года, который предшествует планируемому началу |, разработки.
3.9. ПОРЯДОК ПРИМЕНЕНИЯ ОБОРУДОВАНИЯ, СОДЕРЖАЩЕГО ДЕФИЦИТНЫЕ МЕТАЛЛЫ
В целях экономии легированных сталей и цветных металлов для применения оборудования, материалов, кабельных изделий, содержащих нержавеющие,, конструкционные и инструментальные .стали и остродефицитные цветные металлы (никель, вольфрам, '. молибден, кобальт, медь, олово, свинец, цинк) необходимо получить разрешение Межведомственной комиссии при Госснабе СССР (МВК). Материалы для получения разрешения МВК выполняются .на .стадии рабочей документации и представляются в виде сбор-•ников по производствам, пусковым комплексам и очередям строительства. Сборники оформляются отдельно на оборудование и трубопроводы и отдельно на кабельные изделия. В состав сборника
документации входят пояснительная записка,, обосновывающие документы и сводные ведомости по кабельным изделиям или оборудованию и трубопроводам.
• В решении МВК, наряду с согласованием, содержатся рекомендации по замене дефицитных металлов и путям сокращения их использования. По результатам решения МВК автор проекта должен внести изменения в проектную документацию.
Г л а в а 4
ОСНОВЫ ТЕХНОЛОГИЧЕСКОГО РАСЧЕТА АППАРАТУРЫ И ОБОРУДОВАНИЯ
4.1. РАСЧЕТ РЕАКТОРОВ
В нефтеперерабатывающей и нефтехимической промышленности преимущественно используются реакторы непрерывного действия. Реакторы периодического действия "применяются для малотоннажных процессов и вспомогательных производств. Классификация реакторов основывается на следующих двух основных принципах: 1) преимущественном характере движения потока реакционной смеси через свободное сечение реактора; 2) фазовом состоянии веществ, находящихся в реакторе. Классификация различных типов реакторов приводится в табл. 4.1.
ТАБЛИЦА 4.1. Классификация реакторов
_ Фазовое состояние Состояние „ Тип реактора сред катализатора Пример процесса Однофазный Гомогенная газо- — Термический крекинг, пая - • висбрекинг, пиролиз Гомогенная жид- — Гидролиз, процессы кон-, кая денсации Жидкость — жид- — АлкиЛирование, диокса-кость , новый синтез Двухфазный Газ — жидкость — • Окисление, сульфирование, гидроформилиро-вание Газ — твердый ка- Стационарный Гидроочистка, каталити-тализатор ческий риформинг Псевдоожиженный Каталитический крекинг, 4 дегидрирование бутана Жидкость — твер- Стационарный Процессы V участием дый 'катализатор ионообменных смол Трехфазный Газ — жидкость — Стационарный Гидрирование твердый катализатор Движущийся 1 Гидрокрекинг тяжелого Псевдоожиженный / сырья • ' • |
Расчет реакторов,- предназначенных для осуществления того .или иного химического процесса имеет свои специфические особенности. Вопросам расчета реакционных устройств посвящена обширная литература [1—7], в которой содержатся основы теории реакторов, приведены расчетные зависимости, необходимые для проектирования и примеры конкретного расчета реакционных устройств. Ниже изложены основные принципы, применяемые при проектировании некоторых наиболее распространенных реакционных устройств НПЗ и НХЗ.
Реакторы термического крекинга и висбрекинга. Основными реакционными устройствами в процессах термокрёкинга и висбрекинга являются змеевик трубчатой печи и необогреваемая реакционная камера.
Для расчета змеевика используется метод, предложенный Об-рядчиковым [8]. Последовательно.сть расчета при использовании этого метода приведена ниже.
1. Определяют скорость движения продуктов крекинга в змеевике до (в м/с):
® = w0p/p'CM
где а>ц—скорость движения в трубах печи жидкого сырья при 20°С, м/с; р и р(см—плотность сырья при 20°С и парожидко7стной смеси при температуре 'крекинга t, соответственно, кг/м3.
2. Рассчитывают время пребывания сырья в зоне реакции г (в с):
-• t = &0а/х
где а — выход бензина за однократный проход сырья, % (масс.); х — скорость реакции крекинга, за которую на практике принимают выход бензина, % (масс.) /мин. - . ,
3. Находят длину реакционного змеевика L (в м):
L — дат
Реакторы замедленного коксования. Реакторное устройство в 'этом процессе представляет собой необогреваемую камеру — пустотелый аппарат, в который поступает нагретое до 490—510°С сырье. . '
Реакторы установок замедленного коксования работают по циклическому графику; продолжительность цикла составляет около 48 ч, причем в течение 24 ч осуществляется реакционный процесс, а последующие 24 ч затрачиваются на выгрузку кокса и подгртов^ ку камеры к циклу реакции. Последовательность расчета размеров и числа камер коксования приведена ниже [9].
1. Находят объем образующегося кокса Ук (в м3/сутки)г
v - °с а к~ ЮОр
где Ос — количество сырья, поступающего в камеру за сутки, т/сутки; а — выход кокса, % (масс.); р —плотность кокса, т/м3.
2. Определяют реакционный объем камер Vv (в MS)I
vp = w» '
где Vc — объемный расход сырья, поступающего в камеры, м3/ч; w — объемная скорость подачи сырья в камеры (при коксовании гудрона равна 0,12— 0,13 ч~!, при коксовании крекинг-остатка — 0,08 — 0,10 ч~').
3. Если имеются сведения об объемном р-асходе паров,- проходящих через камеру Уп (в м3/с) и о допустимой линейной скорости их движения v (в м/с), то диаметр D (в м) камеры и площадь ее поперечного сечения F (в м2) рассчитывают по формулам
- Ј>= 1.128/Tju - f (4.1)
В некоторых случаях задаются диаметром камеры и определяют F:
• - /r=0,785D2
Высота камеры должна быть в 4—5 раз больше' ее диаметра. 4. Находят высоту цилиндрической камеры Ац..(в м):
'
5. Определяют Ъриращение высоты коксового слоя в камере за 1 ч hi (в м/ч): .
' А, = VK/(24F)
6. Рассчитывают высоту коксового слоя в заполненной камере Й2 (в м) : •
где т — продолжительность заполнения камеры коксом, ч. : . '
7. Определяют высоту вспученной массы в камере Л3 (в м) :
h3 = ACBCAi
где Квс •=• 4,5 + 0,11 (486 — i); t — температура сырья на входе в камеру, °С.
8. П-роверяют общую высоту камеры:
Я = А, +. А, ' .
Реакторы каталитического крекинга. Процесс каталитического крекинга осуществляется на установках с движущимся и псевдо-ожиженным слоем катализатора. Расчет реактора установок с псев-доожиженным слоем . катализатора состоит из следующих эта,-пов [10].
1. Находят объем катализатора в реакторе Vi (в м3):
W = Vc/w
где Vc — объемный расход перерабатываемого . сырья, м3/ч; w — объемная скорость подачи сырья, ч-'.
2. Рассчитывают объем кипящего слоя V% (в м3):
где pi — насыпна* плотность катализатора кг/и3; • р2 — плотность кипящего • слоя, кг/м3. •. -
3". Определяют площадь поперечного сечения реактора •F (в м2):
: F=V3/v ' '
где УЗ — объемный расход продуктов крекинга и водяного пара, проходящих • через реактор, м3/с; и — линейная скорость движения паров над кипящим слоем катализатора, м/с. -
4. Находят диаметр реактора по формуле (4.1).
5. Рассчитывают высоту псевдоожиженного слоя катализатора, h\ (в м):
6. Задаются высотой отстойной зоны hz — 4,5-^-5 м и определяют общую высоту реактора Я (в м):
7. Рассчитывают время пребывания частиц катализатора в реакторе т „(в мин):
т = eo/(nw)
где п — кратность циркуляции Катализатора.
Внутри реактора находится отпарная секция, расчет которой' проводится следующим образом.
1. Определяют массу катализатора, находящегося в отпарной секции, GI (в кг) :
" Gi •"= 02т'/бО
тде 02 — массовый расход катализатора, циркулирующего через отпарную секцию; кг/ч; т' — время пребывания частиц катализатора в отпарной секции, мин.
"2. Находят объем отпарной секции V4 (в. м3):
где b -*-. соотношение плотностей кипящих слоев в реакторе и в отпарной секций. •
3. Рассчитывают площадь поперечного сечения отпарной секции -F0 (в м2) : .
где g, — удельная нагрузка отпарной секции • по катализатору, кг/ (мг • мин).
4. Определяют диаметр отпарной секции по формуле (4.1).
5. Рассчитывают высоту отпарной секции Л' (в м):
Л' = VJF
Реакторы каталитического риформинга. В СССР и за рубежом эксплуатируются установки каталитического риформинга со ста-
ционарным (неподвижным) и движущимся слоем катализатора. На большинстве установок каталитического риформилга со стационарным слоем процесс проводится в трех реакторах с промежуточным подогревом сырья в трубчатых печах. Иногда в схему включается~четвертый реактор, назначение которого—-гидрирование олефинов. Определение размеров реакторов ведется ^следующим образом.
1. Находят объем катализатора в реакторе V\ (в м3):
Vl = Ve/w
где Vc — объемный расход сырья при 20°С, м3/ч; w — объемная скорость подачи сырья, ч-'.
Значение w задается на основе экспериментальных исследований и зависит от свойств сырья и катализатора (на отечественных установках составляет 1,2—2,0 ч~').
2. Рассчитав объемный расход смеси сырья и циркулирующего водородсодержащего газа в реальных условиях реактора Vz (в м3/с), находят площадь поперечного сечения реактора F (в м2): .•-.'.
F=V,lv
где v — линейная скорость движения смеси сырья и циркулирующего газа (равна 0,3—0,5 _м/с).
3. По формуле (4.1) определяют диаметр реактора.
4. Рассчитывают общую высоту катализатора, находящегося во всех реакторах, Я (в м):
H = VijF
5. Исходя из полученных экспериментально сведений о соотношении загрузки катализатора по реакторам, определяют высоту слоя катализатора в каждом из реакторов.
6. Зная высоту слоя катализатора в том из реакторов, в который загружено наибольшее количество катализатора h\ (в м), находят высоту цилиндрической части этого реактора Ла (в м)
/Z2=l,5//l
7. Определяют общую высоту реактора, имеющего наибольшую загрузку катализатора, Л3 (в м) с. учетом высоты двух полушаро-вых днищ:
Л3 =-AJ + о
Высота остальных двух реакторов принимается равной Л3. > Реакторы гидроочистки и гидрокрекинга. Расчет реакторов установок гидроочистки и гидрокрекинга со стационарным слоем катализатора проводится по такой же методике, как и для; каталитического риформинга. Для расчета реакторов установок гидрокрекинга в псевдоожиженном слое используют методику, применяемую при расчете реакторов каталитического крекинга.
Реакторы полимеризации газообразных олефинов. Процесс полимеризации пропилена и бутиленов применяется для получения
'высокооктанового бензина и нефтехимического сырья. Полимеризацию проводят в реакторах трубчатого или камерного типа в присутствии различных катализаторов кислотного типа, наибольшее распространение среди которых получила фосфорная кислота на носителе (кварце, кизельгуре и т. п.).
В реакторах трубчатого типа катализатор располагается в трубках диаметром 50—150 мм, между которыми для отвода теплоты реакций циркулирует кипящая вода. Последовательность расчета приведена ниже.
1. Определяют объем катализатора, находящегося в реакторе, V* (в м3):
VK = VJw
где Ус — объемный расход сырья при •• температуре реакции, м3/ч; о» —объемная скорость подачи сырья, ч~' (задается на основании экспериментальных исследований).
2. Рассчитывают общее число трубок во всех реакторах' N:
N=VK/(0,785d'l) где Л— диаметр одной трубки, м; / — длина трубки, м.
3. Находят число параллельно работающих реакторов (в каждом реакторе должно быть около 200 трубок).
4. Определив по формуле
\ л = К(4М-1)/3
число трубок, расположенных по диаметру реактора, находят диаметр реактора D (в м):
D = (n+ \)Ь
Здесь NI — число трубок в одном реакторе; Ь — расстояние между лент-рами трубок, равное 150—170 мм.
5. Устанавливают, достаточна ли площадь поверхности" теплообмена реакционных трубок для отвода теплоты реакции.
4.2. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
• Ректификационные колонны широко применяются на технологических установках НПЗ и НХЗ для разделения смесей. Целью расчета ректификационных колонн является определение параметров технологического режима и размеров аппарата. К параметрам режима относятся: рабочее давление в аппарате, температуры входа и выхода различных материальных потоков, расход теплоты на испарение остатка и расход холода на конденсацию дистиллята. Вопросам расчета ректификационных колонн посвящена обширная литература [10—19].
Прежде, чем приступить к определению параметров режима, со* етавляют материальнйй баланс колонны, базируясь на данных об исходном сырье и четкости разделения. Затем определяют давление в колонне. Критерием для выбора давления, как правило, • являются соображения технологического характера. Так, новы-
шенное давление применяется при разделении компонентов с низкими температурами кипения, например, сжиженных газов. При ректификации под давлением повышается температура конденсации паров дистиллятов, что позволяет использотзать для конденсации недорогие хладагенты — воду и воздух. Понижение давления необходимо, когда разделению подлежат вьюококипящие и термически нестабильные компоненты (тяжелые фракции нефти, синтетические жирные кислоты и т. п.). В остальных случаях ректификация проводится при давлении, близком к атмосферному: в реф-люксной емкости давление равно 0,1 МПа, а на верху колонны — на 0,015—0,03 МПа выше. ' . .
Часто выбор давления определяется требуемым фазовым состоянием в емкости. •
Температурный режим колонны устанавливают по данным о составе внешних потоков. При ректификации многокомпонентных смесей, которая осуществляется на многих,технологических установках НПЗ и НХЗ, температуры находят в результате подбора таких значений температур, при которых удовлетворяются следующие уравнения:
1) для жидкого потока'
SM/ = i (4.2)
2) для парового потока
2>//^ = 1 (4.3)
3) для парожидкостного потока с заданной мольной долей отгона е:
^klxl/[^ + e(kt-})}=] • (4,4)
Здесь и далее х, у — мольные концентрации компонентов жидкого и парового потока, соответственно; k — константа равновесия.
При ректификации сложных смесей (нефть, продукты ее переработки) температуры потоков можно определять по аналогии с многокомпонентными смесями (например, разбивая нефть или широкую углеводородную фракцию на узкие фракции, которые затем приравниваются к индивидуальным соединениям) или по кривым однократного испарения (ОИ).
" Линии ОИ можно построить на основании экспериментальных данных. Для приближенных вычислений используют методы расчета кривых ОИ по линиям истинных температур кипения (ИТК) или разгонки по ГОСТ. Существуют методы построения ОИ, предложенные Обрядчиковым и Смидович [11, 12], Нельсоном и Харви, Пирумовым [13]. -
Температуру верха колонны определяют, используя при этом уравнение (4.3), или как. температуру 100%-го "отгона на кривой ОИ ректификата. При расчете температуры'верха колонны, работающей с подачей водяного пара и острого испаряющегося орошения, следует учитывэть парциальное давление паров воды и ороше-
Рйия* Температуру низа колонны определяют, используя при этом '•^уравнение (4.2) или как температуру нулевого . отгона на кри-•' вой ОИ остатка. В колоннах, работающих с подачей водяного па-, ра, температуру низа находят на основании опытных данных или .-по уравнению теплового баланса отгонной части, задаваясь количеством фракции, которое необходимо отпарить из остатка. В последнем случае рекомендуется, чтобы количество образовавшихся
- паров не превышало 25—30% от остатка [12].
При определении температуры сырья необходимо знать, в каком состоянии оно должно поступать в колонну. Если сырье будет -,. поступать в жидком виде, то при расчете используют уравнение (4.2), если в парообразном — уравнение (4.3), а если в парожид-костном состоянии— уравнение (4.4). . '
При использовании для расчета линий ОИ температура ввода сырья может соответствовать точке нулевого и 100%-го отгона .или некоторой точке на, кривой, зависящей от доли, отгона.
В случае сложных колонн приходится определять также температуру вывода боковых погонрв. Эту температуру рекомендуется находить, применяя уравнение (4.2), или как температуру начала ОИ при нулевой доле отгона и парциальном давлении паров вы--'водимой фракции: Для продуктов, у которых температура выкипания 50% (U0) находится в пределах от 175 до 345°С, можно воспользоваться эмпирическим уравнением:
t = 0,9^
Основными параметрами, определяющими заданное разделение в процессе ректификации, являются флегмовое число (кратность орошения) и число р.ектифдкационных тарелок. Флегмовое число представляет собой отношение количества горячего орошения, вводимого в" колонну,' к количеству дистиллята. Увеличение флег-мрвого числа позволяет уменьшить количество тарелок, и наоборот. При минимальном флегмовом числе R4m необходимое число тарелок будет бесконечным. Реальные условия работы колонны соответствуют оптимальному флегмовому числу ^Опт и оптимальному числу тарелок! .
Для. бинарных смесей . -
- ~ " Р - УР~УР
«мин - v _х Ур хр
где уо, УР, XF — мольные концентрации низкокипящёго компонента в дистилляте, паровой фазе сырья и жидкой фазе сырья, соответственно.
Для многокомпонентных смесей 7?мин определяют с помощью метода Андервуда. Расчет ведут, применяя следующие уравнения:
R | 1- у •«'*/).*. «мин + I - 2ц аг _ 0
, ^ '*l*P,t
в = т •-------—к—
^ я,—в
Здесь а,- — коэффициент относительной летучести компонента Ч смеси; *о, 1, XF, i — мольные концентрации компонента » в дистилляте и жидкой
фазе сырья, соответственно; в — корень уравнения, который определяется методом последовательных приближений; е'— мольная доля отгона сырья на входе в- колонну.
Коэффициент относительной летучести а представляет собой отношение константы равновесия компонента смееи к кцнстанте равновесия самого тяжелого ключевого компонента сырья, подсчитываемое при средней температуре в колонне. Ключевыми называются пограничные компоненты, между которыми проводится заданное разделение: наименее летучий компонент дистиллята будет легким ключевым, а наиболее летучий компонент остатка — тяжелым ключевым.
Оптимальное флегмовое число находится по выражению
"опт = "ынкК
где К. = 1,15-н 1,55—для колонн, работающих при атмосферном и повышенном давлении, и К = 1,3 н- 2,6—для вакуумных колонн.
Для оценки оптимального флегмового числа можно также использовать формулу, рекомендованную Гиллилендом:
•"ОПТ Кыиц __ п 1 . n QQ
—-р-----т~]— — -Wi i-^u,oo
*\ОПТ т I ,
Располагая материальным балансом и сведениями о температурном режиме и кратности орошения, составляют тепловой баланс колонны. Тепловой баланс простой ректификационной колонны имеет вид:
Flfip +F(\-l)qftP-ҐQR = Dq? D + Rqf R + QD + Qnor
Здесь F, R, D — количество сырья, о'статка и дистиллята, соответственно; / — массовая доля отгона сырья на входе в колонну; 4t,p' ^Т, f f"t,.D)' iT, R —
энтальпия паровой и жидкой фаз сырья, паров дистиллята, жидкого остатка, соответственно; QD — количество теплоты, отводимой орошением; QB — количество теплоты, вносимой в низ колонны из печи или из кипятильника
Ов = Лопт0(?/%—tf.op)
•л v
дг ор — энтальпия холодного орошения при температуре его ввода .в колонну; QOOT — тепловые потери.
При расчетах сложных колонн составляют тепловые балансы отдельных секций; для отвода избыточной теплоты в каждой из секций используются циркуляционные орошения.
Внутренние материальные потоки в колонне находят с помощью следующих выражений:
1) количество флегмы, стекающей с тарелок верхней части колонны
1 = QD^D или L = ЯоптО
2) количество паров в концентрационной части колонны
GK = D + L
Иг-
f' 3) количество паров в нижней части колонны
F G0 = QR/XR
4) объем паров в рабочих условиях колонны \ V = 22,4072/ (3600-273МР)
где VD, Хн — теплоты испарения ректификата и остатка, соответственно; Т, Р — температура и давление в произвольном сечении колонны, соответственно; z— коэффициент сжимаемости; М — молекулярная масса.
' Следующий этап расчета — определение числа теоретических и действительных (практических) тарелок. При ректификации бинарных смесей число теоретических тарелок. находят, решая совместно уравнения равновесия фаз, материального и теплового балансов и используя графический метод расчета (метод Мак-Кэба — Тиле).
При ректификации многокомпонентных смесей число теоретических тарелок определяют методом «от тарелки к тарелке», при-
• ближенными (по Львову — Серафимову и др.) или эмпирическими методами. При использовании эмпирического метода Гиллиленда проводят следующие операции:
1) определяют Ямин и'Яот-;
2) рассчитывают минимальное число теоретических тарелок, А/мин, соответствующее бесконечному количеству орошения
ЛГ„и„ = lg [ (*л/*т)д (*т/*л)л ]/lg a"
где *л, #т—мольные доли легкого и тяжелого ключевых компонентов, соот-
• ветственно; о" — отношение летучестей легкого и тяжелого ключевых компонентов; индекс D относится к ректификату, индекс R — к остатку;
3) по графику Гиллиленда (рис. 4.1) находят величину отно-. шения (N—#„„„)/(#+!);
4) вычисляют N — число действительных тарелок.
Число действительных тарелок зависит от эффективности используемых для разделения ректификационных устройств, а также от свойств разделяемой смеси. Отношение между числами действительных и теоретических тарелок называется к. п. д. тарелки. К. п. д. применяемых в настоящее время ректификационных тарелок составляет '0,4—0,7. Для определения к. п. д. может быть использовано выражение
К.п.д. =0,17 —0,6161g|i
где fi — вязкость разделяемой смеси, сП (1 сП=10-3 Па-с).
ИМ Ц]
Ч«|-------------...-----------.-----------
JL^T———
<ft*44_N------------
42—.----^Х —----
0,2 Qfl 0,$ 0,8 {О
"~"мин
R+1
Рис. 4.1. График Гиллиленда для расчета числа теоретических тарелок при ректификации ^многокомпонентных смесей.
Расчеты ректификационных колонн требуют значительных затрат времени. Сократить это" время, а также повысить точность расчетов, выявить оптимальные значения рассчитываемых параметров (например, оптимального флегмового числа и числа ректификационных тарелок) позволяет использование средств вычислительной техники. В течение последних 10—15 лет при проектировании НПЗ и НХЗ широко используется ряд программ расчета ректификационных колонн на ЭВМ. •
Дальнейшим этапом расчета ректификационных колонн является выбор типа тарелок, определение диаметра колонны и конкретных технических характеристик тарелок. Существуют различные конструкции ректификационных тарелок. Наиболее широкое распространение в нефтепереработке и нефтехимии получили клапанные прямоточные тарелки, тарелки с капсульными колпачками' и с S-образными элементами, решетчатые и ситчатые тарелки. ВНИИНефтемяшем разработаны новые высокоэффективные конструкции ректификационных . тарелок —клапанные балла'стные, S-образные клапанные; центробежные клапанные [18].
Для ориентировочного определения диаметра колонны D.K (в м) используется выражение
- DK = V~Qj85V/w
где V — объемный расход паров в расчетном сечении колонны, м3/с; w — допустимая скорость • паров . в колонне, м/с.
Величину w рассчитывают по формуле
да = сщк<.у.(?ж — рп)/,°п :
Здесь рж, рп — плотность жидкости и паров, кг/'м3, соответственно; Смаке—коэффициент, зависящий от типа • применяемой тарелки, расстояния между тарелками, нагрузки по жидкости, поверхностного натяжения жидкости.
Значение Смаке находят по графику, приведенному на рис. 4.2. Детальный гидравлический расчет ректификационных тарелок проводится по методикам, приведенным в [13,14, Ш, 19,20]. В процессе расчета находят допустимую скорость жидкости в сливном
стакане, гидравлическое сопротивление орошаемой тарелки, величину межтарельчатого уноса жидкости, размер
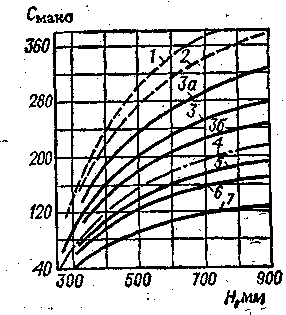
Рис. 4.2. График для определения допустимой скорости паров в ректификационных колоннах:
/ — ситчатые, каскадные и решетчатые тарелки (при максимально допустимой производительности). 2 — ситчатые, .каскадные и решетчатые тарелки (при нормальной производительности), тарелки с круглыми колпачками; 3 — тарелки с S-образными элементами и желобчатыми колпачками при жидкостной нагрузке 20—40 м3/(м.ч): За— то же для условий, когда нагрузка меньше 20 м'/(м . ч); 36 — тоже для условий, когда нагрузка больше 40 м'/(м„ч); 4 •— вакуумные' колонны с брызгоулавливающими устройствами: 5—- отпарные колонны-абсорбционных установок; 6 — абсорбционные колонны; 7 — вакуум* ные колонны. .
Ирйболее узкого сечения перелива, высоту слоя жидкости в слив-Рром устройстве, величину вылета ниспадающей струи жидкости, Юремя пребывания жидкости на тарелке, диапазон устойчивой ра-НЙЗрты тарелки. рГ Для облегчения гидравлического расчета тарелок в проектных
^институтах также используются ЭВМ.
If, • ~ •
If* " •
У - " '
\'-- 4.3. РАСЧЕТ АБСОРБЦИОННЫХ КОЛОНН
р На НПЗ и НХЗ абсорбция применяется в блоках газоразделе-.'ния для выделения целевых компонентов из смеси углеводородов. ^Эффективность абсорбции зависит от температуры и давления, при у которых проводится процесс, свойств газа и абсорбента, скорости А движения абсорбируемого газа, количества подаваемого'абсорбен-(. 'та. Повышение давления или уменьшение температуры в абсорбере f способствуют лучшему извлечению компонентов. Однако, посколь-? ку работа при повышенном давлении и пониженных температурах ^связана ^.дополнительными эксплуатационными затратами, вы-г бор параметров должен определяться на базе технико-экономиче-' ^ских расчетов.'Абсорбционное извлечение углеводородов из смесей Ј,с большим и средним количеством извлекаемых компонентов про-^водится при, давлении "не выше 1,6 МПа. Если газ поступает на /переработку с более высоким давлением, то абсорбция проводится
- при этом давлении.
f< Температура абсорбции зависит от заданной глубины извлече-; ния компонентов. Чем выше глубина извлечения легких компонен-; тов, тем более выгодно применять низкие температуры. Узел аб-' сорбции состоит из собственно абсорбера,'в котором происходит '' процесс поглощения компбнентов абсорбентом, и десорбера, в котором из насыщенного абсорбента удаляются (отпариваются) из-
- влеченные компоненты. В целях повышения эффективности извлечения целевых компонентов, разработан 'ряд комбинированных схем, включающих абсорберы с отпарной секцией, абсорбционжк отпарные колонны (фракционирующие абсорберы)', двухступенчатые абсорберы и,т. п.
При технологическом расчете процесса абсорбции используются
- различные приближенные методы, из числа которых наибольшее, распространение получил метод Кремсера. Установлено, что этот метод позволяет получить наиболее близкие к реальным составы продуктов. Основные уравнения, которыми пользуются в расчетах процессов абсорбции по Крейсеру, приводятся ниже:
*i= (Vi-ty/V, (4.5)
AI^LHW (4.6)
Здесь .cpi, AJ—степени извлечения и факторы абсорбции отдельных компонентов, соответственно; Vi, V/ — расходы компонентов в сырье и сухом газе, соответственно; L — расход тощего абсорбента; kt — константы равновесия компонентое; V\ — общий расход сухого газа.
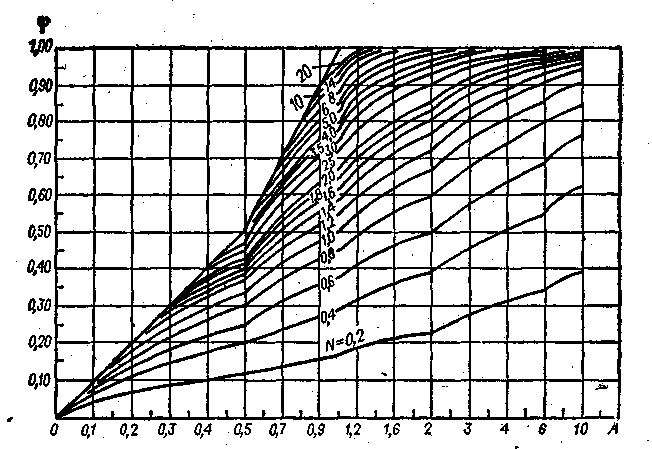
Рис. 4.3. График для определения фактора" абсорбции. N — число теоретических тарелок; у — степень извлечения компонентов; А— фактор абсорбции.
Задачей технологического расчета абсорбции является определение необходимого числа тарелок или расхода абсорбента, а исходными данными для расчета служат состав разделяемого газа, требуемая степень извлечения ключевого компонента, параметры процесса. За ключевой компонент принимается тот, для извлечения которого необходим наибольший расход абсорбента или наиболь1 шее число теоретических тарелок. Последовательность расчета для случая, когда заданы степени извлечения ключевого компонента и число теоретических тарелок, приводится ниже.
1. Зная температуру исходного газа (*„сх) и тощего абсорбента,, задаются температурой сухого газа, которая в общем случае на 2—3°С (абсорбция газов средней жирности) или на 4—8°С (абсорбция жирных газов) Выше температуры тощего абсорбента.
2. Находят среднюю . эффективную температуру абсорбции, представляющую собой среднее арифметическое температур исходного и сухого газов.
3. Зная число теоретических тарелок N и степень извлечения ключевого компонента ф* по графику, приведенному на рис. 4.3, находят фактор абсорбции ключевого компонента Ак, Факторы абсорбции остальных компонентов (Л,-) определяют по уравнению
At =AK (kK/ki)
где йк, *< — константы равновесия ключевого и остальных компонентов при средней эффективной температуре абсорбции, соответственно.
к *
яр 4. По графику, приведенному на рис. 4.3, определяют степени Ј' извлечения прочих компонентов ф(-. d."" 5. До выражению
<''.'. v; = (J-?i)fi
." выведенному из уравнения (4.5), находят расходы отдельных ком-'-' понентов в сухом газе и, просуммировав их, получают общую величину расхода сухого газа V\.
6. Находят количества отдельных компонентов, перешедших из исходного газа в насыщенный абсорбент, Gt.
7. По выражению
I = Aiktvt.
выведенному из уравнений (4.6), находят расход тощего абсорбента, причем фактор абсорбции и контакта равновесия берутся по ключевому компоненту.
8. Рассчитывают теплоту абсорбции каждого из компонентов:
Ql = G,\, и общую теплоту абсорбции
<?a = S<??
Здесь Х< — теплоты испарения компонентов. ,.
9. Определяют температуру нагрева абсорбента:
U±Q*/(Lc) где с — удельная теплоемкость тощего абсорбента.
10. Находят температуру насыщенного абсорбента Ј,ас*.
' 'нас ='исх •+Д* .
11. По уравнению теплового баланса абсорбера определяют температуру сухого газа и среднюю эффективную температуру абсорбции. Если средняя эффективная температура окажется равной или близкой к той, которой задались в начале расчета, то расчет считается законченным. В противном случае расчёт повторяют, задаваясь новыми значениями температур сухого газа.
> 4.4. РАСЧЕТ ТЕПЛООБМЕННЫХ АППАРАТОВ
Машиностроительная промышленность выпускает теплообмен-ную аппаратуру по государственным и отраслевым стандартам, отраслевым нормалям и .техническим условиям. Как правило, проектировщики применяют стандартную теплообменную аппара-• туру, однако при необходимости отдельные виды теплообменно-го оборудования могут быть изготовлены по индивидуальным проектам, разрабатываемым институтами нефтяного и химического машиностроения или конструкторскими подразделениями-проект-
ных институтов нефтеперерабатывающей и химической промышленности.
Составной частью проекта любой технвлогической установки НПЗ и НХЗ является расчет и выбор теплообменной аппаратуры. Методика расчета теплообменных аппаратов подробно освещена в работах [10, 12—15, 21—26]. При расчете осуществляют следующие операции. .
1. Определяют тепловую нагрузку Q: '
Q = G1(qli-qft)ri = G,(qi3-qit')
Здесь GI, G2 — расход горячего и холодного теплоносителя.^ соответственно, кг/ч; qtt, qt^, qti, qtt — энтальпии горячего и холодного .теплоносителя при температурах входа (tn tt) и выхода (4 t3) из аппарата, кДж/кг; т) — к. п. д. теплообменника, равный 0,95—0,97.
2. Вычисляют среднюю разность температур т. В случае прямотока и противотока т находят по формулам:
t= (U6 + Ыы)р.. _(4.7)
, Мв-ЫМ: . ,/ '
* = lSlg<rer <4'8>
где Д (б, А /м — наибольшая и наименьшая разности температур между потоками у концов теплообменного аппарата, °С.
Формулу (4.7) применяют, когда Д^б/Д/м^2, а формулу (4.8) —-"когда Д/б/А^м>2; в случае смешанного потока вводится поправочный коэффициент е, значения которого можно найти в литературе [13, 24].
3. Находят коэффициент теплопередачи через стенку /С ч[в кДж/(м2.ч.°С)]: . / '
' к=- ' '
(1/«0 +Р1 + (8А) + Р2 + (1Ы
Здесь «1, а2 — коэффициенты теплоотдачи от охлаждаемого потока к стенке и от стенки к нагреваемому потоку, соответственно, кДж/(й2-ч-°С); р., pa — сопротивления загрязнения со стороны охлаждаемого и нагреваемого потоков, соответственно, м2 • ч • °С/кДж; 8 — толщина стенки трубок, м; X — теплопроводность материала трубок, кДж/(м-ч-сС). .
Значения коэффициентов теплоотдачи рассчитываются по формулам, приведенным в [12, 13, 21—26]; тйм же содержатся данные о значениях рь рг и Я,.' Величину К. можно также принять на основании практических данных [13, 24].
4. Определяют площадь поверхности теплообмена F' (в м2):
F = Q/(K-Ј)
5. Находят необходимое число параллельно или последователь- . но работающих стандартных теплообменных аппаратов.
Широкое распространение на НПЗ и НХЗ получили аппараты воздушного охлаждения (АВО), которые применяются в качестве конденсаторов и холодильников, Разработаны и серийно выпускаются АВО различных типов:.горизонтальные, зигзагообразные, ма-
НВйг
Шйюточные, для вязких сред и 'другие. Применение АВО позво-рйёт "значительно сократить расход-охлаждающей воды, отказать-Ця от,затрат труда, связанных с очисткой холодильников от солей ркесткости и с эксплуатацией систем оборотного водоснабжения. |расчет и выбор АВО осуществляется в соответствии с методикой, 1вйложенной в работах [27, 28].
J Применение средств вычислительной техники, значительно об->дегчает процедуру расчета и выбора тешюобменной аппаратуры. ijj проектных институтах нефтепереработки и нефтехимии приме-'няются программы теплового и гидравлического расчета на ЭВМ конденсатора парогазовой смеси, термосифонных кипятильников, 'Теплообменников, в которых осуществляется нагрев или охлажде-"ние продуктов. Исходными данными для расчета служат тепловая нагрузка, температурный режим, теплофизические свойства сред, -Термические сопротивления загрязнений. Результаты счета — ко-.Эффициент теплопередачи, расчетная и рекомендуемая площади гповерхности теплообмена, геометрическая характеристика аппаратов и их гидравлическое сопротивление.
Существуют также программы расчета на ЭВМ аппаратов воздушного охлаждения при их применении в качестве холодильников ;Н конденсаторов. Результатом счета являются характеристика и : число аппаратов, угол установки лопастей и мощность двигателя •вентиляторов, коэффициенты теплоотдачи и теплопередачи, расчет-'Лое гидравлическое сопротивление.
4.5. РАСЧЕТ И ВЫБОР ТРУБЧАТЫХ ПЕЧЕЙ
Основными показателями работы трубчатой печи являются производительность, полезная тепловая нагрузка, тешюнапряжен-^ность и площади поверхности нагрева, к. п. д. 1 Производительность печи по сырью находят при расчете тепло-даых и материальных балансов установки. Она колеблется от '30—50 т/сутки до 10—15 тыс. т/сутки.
Полезная тепловая нагрузка, или тепловая мощность, печи QUOJI 'складывается из теплот, затраченных на нагрев и испарение продукта и на перегрев водяного пара (при наличии в печи пароперегревателя) :
Опол = QH "+ QB = La (/а - /j) + 1В (Л — Ji)..
Здесь QH, QB — теплота, сообщаемая в печи продукту и водяному пару, 'соответственно, Вт "(кДж/ч); La, IB—расход продукта и водяного пара, кг/ч; ф, /а — энтальпия продукта на входе'и выходе из печи, Соответственно, кДж/кг •(при наличии на выходе из печи паровой фазы /2 определяют с учетом доли ;отгкша); Л, /г.— энтальпия водяного пара на входе и выходе.из печи, кДж/кг.
Теплонапряженность площади поверхности нагрева определяет-рВя количеством теплоты, передаваемой через 1 м2 площади поверх-^ости труб; она зависит от конструкции печи, вида нагреваемогб ЗЬырья, необходимой температуры его нагрева и скорости в трубах. Допускаемая теплонапряженность радиантных трубчатых змее-
виков колеблется от 10 до 60 кВт/м2, а для конвекционных змеевиков составляет 10—18 кВт/м2. Более подробные сведения о допускаемой тешюнапряженности в печах различных технологических процессов приводятся в литературе [24].
Коэффициентом полезного действия трубчатой печи называется доля теплоты, полезно использованной в печи на нагрев продукта. К. п. д. зависит от полноты сгорания в печи, потерь теплоты с уходящими дымовыми газами и через кладку. Он определяется по формуле
К. п. Д. = [<?Ј _ (да + 9у. г + <7„. c)]/Qp
где Q^—теплота сгорания топлива, кДж/кг; <7п, </у. г, да. с — потери теплоты в окружающую среду через кладку печи, с уходящими дымовыми газами и от неполноты сгорания, соответственно, кДж/кг топлива.
Потери теплоты через кладку печи, ретурбенды, смотровые и взрывные окна составляют 4—8% от теплоты сгорания топлива. Потери теплоты с уходящими дымовыми газами зависят от температуры этих газов, которая в р-асчетах принимается на 100—150°С выше температуры входа сырья в печь. Для снижения температуры уходящих дымовых газов и, соответственно, повышения к. п. д. печи в борове устанавливают воздухоподогреватели, откуда нагретый воздух подают к форсункам печи. Потери теплоты с уходящими дымовыми газами определяют по графику, приведенному в [29].
Выбрав тип печи, находят диаметр труб и число потоков в печи.
Рассчитав полезную тепловую нагрузку и задавшись теплона-пряженностью радиантных труб, по каталогу [30] выбирают тип печи. '
ВНИИНефтемашем, Ленгипронефтехимом и ВНИПИНефтью разработаны проекты трубчатых печей различных типов: узкокамерные печи с верхним отводом дымовых газов и горизонтальным расположением труб (тип Г)г; узкокамерные печи с нижним отводом дымовых газов и горизонтальным расположением труб (тип Б); цилиндрические трубчатые печи с вертикальным и горизонтальным расположением труб (тип Ц); секционные и многокамерные трубчатые печи (типы Б, В, Р). ...
Вертикальные трубчатые печи менее дороги, чем печи с горизонтальным расположением труб, поскольку в них отсутствуют промежуточные решетки, изготавливаемые из легированного металла. Однако применяют вертикальные печи только там, где нагреваемая среда не склонна к коксованию и где нет необходимости, быстро удалять продукт в случае аварии. С целью снижения стоимости строительства во всех случаях, когда нагреваемый продукт не образует коксовых или зольных отложений, используют безретурбендные змеевики, ,
Если по условиям процесса необходимо регулировать нагрев по длине змеевика (реакционные печи пиролиза, термического крекинга), то рекомендуется использовать трубчатые печи беспламенного горения. Эти же печи применяются при нагреве термически
щеустойчивых продуктов, например в процессах производства, ма-||жл. На установках атмосферно-вакуумной перегонки нефти наи-р5ольшее применение имеют вертикально-факельные печи с боковы-|ми и потолочными экранами.
!'; Выбрав тип печи, приступают к определению диаметра труб и радела потоков. С этой целью рассчитывают необходимую площадь
• воперечного сечения труб 5 (в м2):
l~ S=Z.H/(p'c.3600w)
I Здесь рс —плотность сырья при температуре входа в печь, кг/м3; • w — оп-
• тимальная скорость движения нагреваемой среды (при движении маловязких
• жидкостей составляет 0,8—2,5 м/с, вязких продуктов — 0,5—1 м/с, газов под •"давлением — 8—15 м/с, водяного пара — 20—30 м/с).
) Подсчитав S подбирают диаметр труб- и соответствующее этому диаметру число потоков. Затем находят поверхность радиант-ных труб Яр (в м2):
• Яр = <?р/?р-
'где Qp — теплота, передаваемая в радиантной камере (обычно составляет 75% • Quo л); If — теплонапряженность радиантных труб.
Зная тип печи, площадь поверхности нагрева радиантной каме-: ры, диаметр труб и число потоков, проводят поверочный расчет .печи, методика которого подробно изложена в [10, 15, 29, 31, 32].
?, 4.6. РАСЧЕТ И ВЫБОР НАСОСОВ
• Для выбора насоса необходимо располагать данными, характеризующими свойства жидкости и условия перекачивания: 1) температура жидкости, °С; 2) плотность продукта лри температуре
,;перекачивания, кг/м3; 3) расход продукта, кг/ч; 4) вязкость при ; температуре перекачивания, сСт; 5) давление (напор) во всасы-?вающей линии, МПа или. м ст. жидкости; 6) требуемое давление i (напор) в нагнетательной линии насоса, МПа или м ст. жидкости; $7) коррозионная агрессивность продукта.
» Температуру, расход, плотность и вязкость жидкости находят !в процессе технологического расчета установки, а коррозионная ^агрессивность продукта сообщается научно-исследовательским ин-^ститутом —- разработчиком процесса или институтами нефтяного Я химического машиностроения.
• Давление во всасывающей линии ЛВс (в м ст. жидкости) вы-;числяется по формуле
I АВС-^ + Л; +-^-»*»
Здесь Я6 — барометрическое давление в свсуде, из каторвго поступает ;' жидкость на насос, м ст. жидкости; hs -а- разница втметок между уровнем ' жидкости, в сосуде, из которого поступает жидкость, И осью насоса, м; '»вв—скорость во всасывающем патрубке насоса, м/с; g — усетрение свобод-•-Ного падения, м/с2; hw — гидравлическое сопротивление всасывающего тру-^бопровода, м ст. жидкости. .
Давление, которое необходимо обеспечить в нагнетательной линии насоса, Лн (в м ст. жидкости): • •
«S-«2c ^
*"^ + ^-V%ftr .
где Но — абсолютное давление на свободную поверхность жидкости, в сосуде, куда подается продукт, м ст. жидкости; ho — разница отметок между уровнем жидкости в сосуде,, куда подается продукт, и осью насоса, м; VB—скорость в нагнетательном патрубке насоса, м/с; hr — гидравлическое сопротивление нагнетательного трубопровода, м ст. жидкости. •
•Рассчитав hu и /гвс находят необходимый дифференциальный напор насоса: ' •
Н — Л„ — Лвс
Зная требуемые производительность и дифференциальный напор с учетом физико-химических свойств и коррозионной агрессивности перекачиваемого продукта по каталогам и номенклатурным перечням машиностроительных заводов подбирают насос. Учитывая возможные отклонения реальной характеристики насоса от приведенной -в каталоге, дифференциальный напор рекомендуется выбирать на 5—10% выше полученного расчетом.
На НПЗ и НХЗ наиболее широко применяются центробежные нефтяные консольные насосы типа НК по ТУ 26-02-766—77, нефтяные насосы НК, НГК, Н, НГ, НД и НГД по Н521-57, ненормализованные центробежные .нефтяные насосы НДв, НДс, НС, центробежные химические насосы X, АХ, ТХ, АХП по ГОСТ 10168—75, бессальниковые герметичные центробежные электронасосы ХГ, дозировочные насосы НД.
В зависимости от конструкции и условий перекачивания насос может обеспечить всасывание жидкости из резервуара, расположенного ниже оси всасывающего патрубка, или, наоборот, требовать подпора, т. е. превышения уровня жидкости в резервуаре над осью всасывающего патрубка. Величина- допустимой высоты всасывания или минимального подпора рассчитывается но формуле -
hs=~^^-~^W-^n-hw
Здесь Ра—'абсолютное давление на свободную поверхность жидкости в резервуаре, МПа; Рп.— давление насыщенных паров перекачиваемой жидкости, МПа; р —плотность-подаваемой жидкости, кг/м3; hw — гидравлическое сопротивление всасывающего трубопровода насоса, м ст. жидкости; Д/гДОп—допустимый кавитационный запас насоса (приводится в каталогах и справочниках).
Мощность N (ъ кВт), потребляемая насосом!
N^QHpg/ (100(h]) .
где Q — объемная производительность насоса, м3/с; Я — дифференциальный напор, создаваемый выбранным насосом, м ст. жидкости; .и] — к. п. д. насоса.
IS В связи с возможными перегрузками фактическую мощность рдектродвигателя насоса N3 принимают несколько большей?
| . #э~= МС .
^где /( — коэффициент запаса (/(=1,2 при N до 50 кВт, /(=1,15 при N от 51 ; до 350 кВт, /С= 1,1, при N выше 350 кВт).
f~ Особую группу представляют "пароэжекторные насосы, пред-'назначенные для создания вакуума. ВНИИНефтемаш разработал *ряд пароэжекторных вакуум-насосов, которые изготавливаются ' Казанским механическим заводом. Насосы различаются по производительности (от 1 до 1250 кг/ч), числу ступеней сжатия (от 2 до 5), типу межступенчатых конденсаторов (поверхностные или смешения), давлению рабочего водяного пара (0,6 или 1',0 МПа), создаваемому остаточному давлению (от 0,13 до 26 кПа),,расчетному' содержанию конденсирующихся паров в отсасываемой смеси [от 0 до 40% (масс,)], материалу, из которого выполнен насос.^Техническая характеристика пароэжекторных вакуум-насосов приведена в [33].
4.7. РАСЧЕТ И ВЫБОР КОМПРЕССОРОВ
На НПЗ и НХЗ компрессоры используются для сжатия технологических газов на установках каталитического риформинга, гидроочистки,'изомеризации, каталитического крекинга, пиролиза, ок-сосинтеза и других, в холодильных системах установок алкилиро-вания,, депарафинизации масел.-обезмасливаниягачаит. д. В общезаводском хозяйстве компрессоры служат для сжатия воздуха, :,инертного и факельного газов. Наиболее часто применяются на ;НПЗ и НХЗ центробежные и поршневые (оппозитные, угловые, вер-:тикальные) машины. В. качестве приводов к компрессорам используются электродвигатели, паровые и газовые турбины. Характеристика серийно -изготавливаемых компрессоров приводится в каталогах, справочниках и номенклатурных перечнях машинострои-•тельных заводов [24, 34—35]. •
? Основными техническими характеристиками компрессоров яв-:ляются тип перекачиваемого газа, производительность при усло-'виях всасывания, абсолютное давление (начальное и конечное). ^Для холодильных машин в каталогах приводятся холодопроизво-дительность, начальная и -конечная температура сжимаемого газа. ; Располагая сведениями о потребном количестве и свойствах Перекачиваемого газа, о необходимом конечном давлении сжатия, проектировщик по каталргам подбирает соответствующую машину. Для заказа компрессора требуется предварительное заполнение опросного листа по форме, предлагаемой заводом-изготовителем. Заполненный опросный лист проверяется и согласовы-'вается заводом-изготовителем компрессора. Следует иметь в виду, что большинство компрессоров сконструировано, исходя, из свойств конкретных газов. Поэтому, если возникает'необходимость использовать машину для сжатия другого газа, следует-получить пред-
варительное согласие завода-изготовителя (до заполнения опросного листа).
Если промышленностью серийно не выпускаются необходимые для проектируемого производства компрессоры, выдается в порядке, изложенном в гл. 3, заказ на разработку проекта и изготовление новой, индивидуальной машины.
Г л а в а 5
ПРОЕКТИРОВАНИЕ ОБЪЕКТОВ ОБЩЕЗАВОДСКОГО ХОЗЯЙСТВА
К общезаводскому хозяйству (ОЗХ) современных НПЗ и НХЗ относятся объекты приема и хранения сырья, приготовления из компонентов -товарной продукции, хранения и отгрузки товарной продукции; ремонтно-механическая база; складское хозяйство; объекты, предназначенные для снабжения воздухом, водородом, инертным газом, топливом; вспомогательные службы (факельное хозяйство, газоспасательная служба, пожарная охрана, .медицинская служба и служба питания). В более широком смысле в ОЗХ включают также объекты энергоснабжения, водоснабжения, канализации, очистных сооружений.
, Объекты ОЗХ занимают большую часть территории предприятия, а стоимость их строительства превышает 40% от общей стоимости заводов.
Состав объектов ОЗХ зависит от профиля предприятия, его технологической схемы. Например, на заводах топливно-масляного профиля заметное место принадлежит узлам приготовления товарных масел, приема многочисленных присадок со стороны, хранения и затаривания твердых парафинов и т. д. Эти объекты на заводах топливного профиля отсутствуют. '
5.1. ПРИЕМ И ХРАНЕНИЕ СЫРЬЯ
Сырье поставляется на НПЗ и НХЗ по магистральным трубопроводам, железной дороге и, в незначительной степени, водным (танкеры, баржи) и автомобильным (автоцистерны) транспортом.
Трубопроводный транспорт нефти и нефтехимического сырья. Трубопроводным транспортом в нашей стране перевозится около 80% сырой нефти и 8% нефтепродуктов. Общая протяженность нефтепроводов и нефтепродуктопроводов на конец 1980 г. составила 69,7 тыс. км. Средняя дальность перекачки нефти достигла 1400 км. Все нефтеперерабатывающие заводы Советского Союза связаны трубопроводными магистралями с районами добычи нефти. Нефтепроводы проектируются и эксплуатируются организациями Министерства нефтяной промышленности. Пропускная способность нефтепровода определяется мощностью НПЗ, а- диаметр, кроме того, зависит от схемы церекачивания нефти (непрерывная или периодическая). При расширений НПЗ зачастую оказывается
•робходимьш предусмотреть увеличение пропускной способности •рфтепровода. Эта задача решается прокладкой параллельных тру-Вопроводов на всей протяженности нефтепровода или на отдельных, наиболее перегруженных участках.
W-, Для организации учета и контроля подачи нефти на НПЗ непосредственно перед предприятием (а иногда и на его территории) размещается приемо-сдаточный пункт. В состав пункта входят: Ивлощадка приема шара — специального устройства, которое вре-рйя от времени прогоняется по нефтепроводу с целью очистки тру-|бы от парафинистых отложений и грязи; фильтры-грязеуловители iji счетчики.. Показания счетчиков служат для контроля количества «Поступающей на НПЗ нефти. Они передаются на головную пере-рсачечную станцию нефтепровода и на центральный диспетчерский етункт НПЗ. Перед фильтрами приемо-сдаточного пункта устанав-рдиваются предохранительные клапаны для . защиты последних ^участков нефтепровода от разрыва. Причиной разрыва может быть рйедопустимо высокое давление, возникающее вследствие закрытия |задвижки перед приемо-сдаточным пунктом. Сброс от предохра-|нительных клапанов направляют в резервуары сырьевой базы
юпз. • . -
L С приемо-сдаточного пункта нефть подается в резервуары ^'(Сырьевой базы НПЗ. Участок трубопровода от пункта до резер-|Вуаров является собственностью НПЗ. Этот трубопровод, как пра-Е било, прокладывается в земле и выводится на поверхность перед резервуарами-,
У Нефтехимические предприятия получают по трубопроводам Псырье с близлежащих нефте- и газоперерабатывающих заводов. „ Обычно по трубопроводам подаются на НХЗ бензиновые фракции, ^сжиженные газы, ароматические углеводороды. Эксплуатируются 1,также магистральные трубопроводы, по которым сырье подается >ва НХЗ с предприятий, расположенных на расстоянии 150—200 км */ц выше. .
:' Нефтехимические заводы часто используют в качестве сырья .'(например, для установок оксосинтеза) природный газ. Газ посту-:; пает на НХЗ из систем магистральных газопроводов через газо-• распределительные пункты (ГРП). На ГРП происходит снижение давления газа до величины, которая необходима нефтехимичес-!"«ому предприятию, здесь же организуется учет природного газа, Передаваемого на НХЗ. ГРП проектируются и эксплуатируются ^организациями Министерства газовой промышленности. Трубо-^лровод природного газа, выходящий с ГРП, является собствен-риостью НХЗ.
f Транспорт сырья по железной дороге. Нефть на НПЗ подается |в железнодорожных цистернах маршрутами, грузоподъемность ко-|торых определяется путевым развитием и пропускной способностью ;,еети железных дорог. Для перевозки нефти используются цис-|*ерны различных типов — двух-, четырех-, шести- и восьмиосные. ?гЦодробная характеристика цистерн приведена в литературе [36, ирИ]. От соотношения в маршруте цистерн разных типов зависит
Рис. 5.1. Комбинированная двухсторонняя железнодорожная эстакада для слива нефти и налива темных нефтепродуктов:
/ — наливной стояк; 2 — установка нижнего слива нефти; 3 — коллектор слива нефти; 4 — коллекторы тейных нефтепродуктов.
длина маршрута. Длина маршрута достигает 720 м, а грузоподъемность —3900 т.
На вновь строящихся НПЗ проектируются для приема нефти двухсторонние сливные эстакады длиной 360 м, вдоль которых устанавливается состав после его расцепки на две части. "С целью более полного использования территории и уменьшения капиталь- -ных и эксплуатационных затрат-практикуется оснащение железнодорожных эстакад устройствами для налива нефтепродуктов — мазута или дизельного топлива. В этом случае эстакада называется сливо-наливной и на ней поочередно осуществляется слив нефти и налив нефтепродукта. На рис. 5.1 изображена комбинированная двухсторонняя железнодорожная эстакада для слива нефти и налива темных нефтепродуктов.
Цистерны для перевозки нефти оснащены нижними сливными патрубками, к которым подводится и герметично присоединяется установка для нижнего слива (налива), представляющая собой систему шарнирно сочлененных труб. Промышленностью выпускаются установки для нижнего слива по ТОСТ 18194—79. Стандартом предусмотрен выпуск установок без подогрева (УСН), с паровым подогревом (УСНПп), с элёктроподогревом (УСНПэ). Установки типа УСН имеют диаметр условного прохода 150 и 175 мм, УСНПп — 175 мм, а УСНПэ — 150 мм.
Из сливной установки нефть'поступает в сливной трубопровод. Ранее сливным трубопроводом нефть передавалась в резервуары, расположенные ниже отметки рельса («нулевые» резервуары). Вместимость этих резервуаров принималась такой, чтобы обеспечить слив всего маршрута. Из «нулевых» резервуаров нефть забиралась насосами заглубленной насосной и подавалась в резер-вуары'сырьевой базы завода.
Практика показала, что в сооружении «нулевых» резервуаров и заглубленных насосных нет необходимости. Следует предусматривать поступление нефти от сливных приборов к насосам, расположенными на поверхности земли через сливную буфер-
Шую емкость вместимостью ши—zuu м°. иднако при этом осооое Внимание необходимо уделять расчету гидравлических сопротивлений сливного трубопровода, учитывать всасывающую способ-Юность сырьевого насоса. Вопросы, связанные с проектированием Копераций по сливу и наливу нефтей и нефтепродуктов освещены |в [38-40]. - - ,
If При проектировании сливо-наливных железнодорожных эста-1кад следует учитывать требования по нормативной продолжительности сливных операций, установленные «Правилами перевозок ^жидких грузов наливом в вагонах — цистернах и бункерных по-|лувагонах», утвержденными МПС 25 мая 1966 г. [41]. Эти правила ifcустанавливают следующую продолжительность слива (в ч) в Iпунктах механизированного (1) и немеханизированного (2) слива.
II - . - 'l ' 2
? Двухосная цистерна - 1,25 2,0
i Цистерна с числом осей 4 и выше 2;0 4,0
г . В зимнее время слив некоторых сортов нефтей и других про-ьдуктов, обладающих высокой температурой застывания затруд-jfнен, поскольку они поступают на пункты слива загустевшими. Пра-ьвила перевозки грузов предусматривают увеличение продолжитель--f.HOCTH слива таких продуктов в период с 15 октября по 15 апреля, Га также выделение специального времени на разогрев. Сведения '- о продолжительности разогрева и слива высоковязких и высокозас-^-Тывающих продуктов приводятся в табл. 5.1.
s-- ТАБЛИЦА 5.1.. Продолжительности разогрева и слива высоковязких f и высокозастывающих продуктов в зимний период
-Характеристика продукта* Допустимое время, ч Группа вязкость при -, 50 °С ° ВУ температура застывания, °С разогрева слива I 5—15 от —15 до 0 4 3 П 16—25 от 1 до 15 6 3 III 26—40 от 16 до 30 8 4 IV 40 - 30 10 4 * Для отнесения продукта к той или иной группе достаточно соблюдения только од-ного показателя (вязкости или температуры застывания). |
; Для разогрева нефти в цистернах предусматривают паровые t гидромеханические подогреватели ПГМП-4 конструкции ВНИИСПТНефти, электрогрелки, погружные змеевиковые подо-греватели, а также системы циркуляционного разогрева, сущность которых заключается в том, что холодный- продукт, забираемый из цистерны, подогревается в специальном теплообменнике и в ; горячем состоянии возвращается в цистерну. Учитывая недостаточную эффективность вышеупомянутых способов непрямого ра-

Рис. 5.2. Схемы обвязки эжекторов.
Q— .производительность слива; QH — подача основного насоса; фд —подача дополнительного насоса. • '
зогрева в проектах следует предусматривать также подачу в цистерны острого пара. .
Сырье нефтехимических предприятий перевозится в цистернах с нижним сливом (ив этих случаях схема сливных операций аналогична описанной выше для нефти), в цистернах с верхним сливом и в специализированных цистернах.
Верхний слив из железнодорожных цистерн менее удобен, чем нижний. При верхнем сливе имеют место значительные потери от испарения, частые срывы работы насосов при сливе продуктов с высоким давлением насыщенных паров. Зачастую не, удается достичь полного удаления продукта из цистерн. Слив может осуществляться'самотеком (при благоприятном рельефе местности) или с помощью, насосов.
В тех случаях, когда для верхнего слива применяют центробежные насосы, не обладающие самовсасывающей способностью, необходимо предусматривать установку поршневых насосов для первоначального (перед началом откачки) заполнения трубопроводов продуктом и зачистки цистерн. В летнее время слив .продуктов с высоким давлением насыщенных паров сопровождается образованием газовых пробок во всасывающих трубопроводах насосов. Для уменьшения вакуума во всасывающих линиях рекомендуется предусматривать в проектах применение эжекторов. В качестве рабочей жидкости в эжекторах используется сливаемый продукт. При работе с погружным эжектором не только полностью исключается вакуум во всасывающих линиях, но в отдельных случаях создается избыточное давление (подпор).
Схема обвязки эжекторов определяется разностью отметок между нижней образующей котла цистерны и резервуаром или насосом. На рис. 5.2 приведены различные варианты обвязки эжектора. Схема, изображенная на рис. 5.2, а применяется в тех случаях, когда разность геодезических отметок цистерны и резервуара позволяет (с учетом дополнительного подпора, развиваемого эжектором) обеспечить заданную производительность слива Q0. Подача и напор насоса обеспечивают работу эжектора. В тех случаях, когда разность отметок цистерны и резервуара не позволяет организовать самотечный слив или резервуар находится выше цистерны, применяют схемы, изображенные на рис. 5.2, бив. Если давление, развиваемое основным насосом недостаточно для работы эжектора, то следует .предусмотреть дополнительный насос для
к *
I подачи рабочей жидкости в эжектор (рис. 5.2, б). Производитель-Юность дополнительного насоса выбирают равной расходу рабочей
* деидкости через эжектор, а дифференциальный напор равным раз-
* ности между давлением рабочего продукта перед эжектором и давлением, развиваемым основным насосом. .
Слив продукта может быть значительно ускорен, если создать f повышенное давление над поверхностью продукта в цистерне. Для создаяия избыточного давления применяют подачу сжатого воздуха, инертного газа (азота) или пара.
Промыво-пропарочные станции. Для подготовки цистерн под
' налив и ремонта цистерн предназначены промыво-пропарочные
станции (ППС), которые проектируются в составе НПЗ и НХЗ.
Заданием на проектирование ППС устанавливается суточная про:
грамма по очистке и промывке цистерн и бункерных полувагонов,
оговариваются виды очистки (горячая или холодная). Обычно
, ППС на НПЗ должны ежесуточно обрабатывать 400—600 цистерн
: и 50—100 полувагонов.
На ППС предусматривается проведение следующих операций: удаление остатка светлых нефтепродуктов; пропарка -котлов цистерн с одновременным сливом остатков темных "нефтепродуктов; ^промывка горячей водой внутренних стенок котлов цистерн; уда-"ление промывочных вод с помощью вакуумных установок; дегазация котлов цистерн вентиляционной установкой; обезвоживание слитых остатков темных нефтепродуктов; очистка сточных вод. : ППС проектируются по заказам генпроектировщиков НПЗ проектными институтами МПС СССР.
Водный транспорт сырья. Перевозка нефти и нефтепродуктов . по воде осуществляется в самоходных нефтеналивных судах — ,• морских и речных танкерах, а также в несамоходных морских , (лихтеры) и речных (баржи) судах. Внутренним водным транс-' портом перевозится более 60 млн. т. нефтепродуктов. Основной
* объем речных перевозок нефти и нефтепродуктов приходится на ' Волго-Камский и Обь-Иртышский бассейны. Сырая нефть пере-.«озится с полуострова Мангышлак и из Махачкалы в Волгоград, . а также из Куйбышева в районы Черного, Балтийского и Каспийского морей.
Для создания благоприятных условий слива нефти и для пре-
* дотвращения загрязнения водоемов устраиваются специальные нефтяные гавани, в которых сооружаются пристани, пирсы или
-причалы. Гавани могут быть естественными (бухты, заливы, зато-1 ны) или искусственными. Вопросы проектирования сливных уст-' ройств для слива нефти и нефтехимического сырья из нефтеналив-. ных судов освещены в [40, 42, 43].
Хранение сырья. Для хранения нефти на НПЗ предназначаются
* сырьевые резервуарные парки. Нормы технологического проектиро-I вания предлагают предусматривать в проектах такую вместимость I парков, чтобы она обеспечивала бесперебойную работу НПЗ, по-^лучающего нефть по нефтепроводу, в течение 7. суток. Если пред-| приятие снабжается нефтью по железной дороге или водным пу-
тем вместимость сырьевых парков должна быть увеличена. В этом случае величина нормативного запаса оговаривается в задании на проектирование.
Для предотвращения потерь нефти от испарения ее хранят в резервуарах с плавающими крышами или понтонами. На сырьевых базах НПЗ обычно устанавливаются резервуары объемом ' 20— 50 тыс. м3. Число резервуаров определяется общей вместимостью парка и принятым единичным объемом резервуара. При проектировании сырьевых складов НПЗ и НХЗ руководствуются СНиП II-106—79 [44]. Этот нормативный документ разработан для использования при проектировании складов нефти и нефтепродуктов; его допускается применять при проектировании складов легковоспламеняющихся, и горючих жидкостей, условия хранения которых в зависимости от их свойств сходны с условиями хранения нефти и нефтепродуктов. СНиП П-106—79, однако, не распространяется на проектирование складов"~(товарных•: баз) сжиженных газов, нефтепродуктов с упругостью паров выше 93,6 кПа (700 мм рт. ст.) при 20°С, складов синтетических жирозаменителей, подземных хранилищ в горных породах, отложениях каменной соли, ледогрунтовых хранилищ.
СНиП П-106—79 делит склады нефти и нефтепродуктов на две группы, причем товарно-сырьевые склады НПЗ и НХЗ отнесены к первой группе. Склады первой группы подразделяются на три категорий в зависимости от общей вместимости. В СНиП регламентированы расстояния от зданий и сооружений складов (товарно-сырьевых баз) до зданий и сооружений соседних предприятий, жилых и общественных зданий, расстояния от резервуаров для нефти и нефтепродуктов до зданий и сооружений склада (сливо-наливных устройств, насосных, канализационных сооружений, складов для нефтепродуктов в мелкой таре и т. п.), расстояния от зданий и сооружений склада до трубопроводов. СНиП П-106—79 рекомендует размещать резервуары группами, устанавливает предельную вместимость резервуаров в группе и расстояния между стенками резервуаров, расположенных в одной и соседних группах.
Дополнительные требования к проектированию сырьевых и товарных, парков содержатся в противопожарных нормах проектирования [45].
6.2. ПРИГОТОВЛЕНИЕ ТОВАРНОЙ ПРОДУКЦИИ
Товарная продукция, вырабатываемая на НПЗ, может быть условно разделена на две группы: 1) продукция, производимая непосредственно на технологических установках, и 2) продукция, приготавливаемая из различных компонентов. Непосредственно на установках НПЗ вырабатывают индивидуальные углеводородные фракции С3—Cs (пропановую, бутановые, пентановые), ароматические углеводороды (бензол, толуол, индивидуалыше ксилолы), различные марки твердых парафинов, присадки к маслам и т, д.
ШК • ' -
Вначительное количество крупнотоннажных товарных продуктов — •бензин, дизельное и котельное топлива, смазочные масла — полу-Кают на НПЗ смешением (компаундированием) из компонентов, рырабатываемых на различных установках. Так, для приготовле-фия автомобильных бензинов на некоторых НПЗ используют' до ^10—15 компонентов. • т
<!;,;• На нефтехимических предприятиях товарная продукция — слир-f ты, альдегиды, кислоты, полиолефины, сырье для производства ^синтетического каучука и др. — вырабатывается непосредственно 1в цехах и на установках.
v Для осуществления операций по приготовлению товарной про->дукции из компонентов проектируются специальные объекты, на. ^которых используются следующие основные методы компаунди-;рования: 1) циркуляционный — приготовление производится в сме-Гсительных резервуарах; 2) смешение в аппаратах с перемешивающими устройствами; 3) непосредственное смешение в трубо-упроводах. . . ;
sr Разработке проекта узла приготовления товарной продукции |должен предшествовать расчет ожидаемых показателей качества ^товарных продуктов на основе сведений о качестве компонентов. jilpH расчетах следует учитывать, что только некоторые из пока-йзателей качества являются аддитивными. Так,, плотность смеси, ^содержание в ней серы, температуру анилиновой точки, показа-i тели фракционнйго состава, определенные по ИТК, находят сум-• мированием произведений массовых долей компонентов на соот-'ветствующие показатели каждого из компонентов. Давление насыщенных паров смеси с достаточной степенью точности можно определить-суммированием произведений мольных долей компонен-' тов на давления паров этих компонентов.
В' известной степени аддитивными являются показатели октанового и цетанового чисел: Однако определенное по правилу аддитивности октановое число смеси может оказаться выше или ниже реального. Более Точно рассчитать реальное октановое чис-/ло позволяет формула
•"','• 0СМ = (ОЛАК. + 0ВВ)/\00
Здесь Оси — реальное октановое число смеси; О А, Ов — октановые числа ; высокооктанового и низкооктанового компонента смеси, соответственно;" А и В — содержания компонентов в смеси, % (об.); К — поправочный коэф-: фициент, определяемый по специальному графику, приведенному в литературе [46, 47]. -
Для расчета октанового числа смеси могут быть также использованы формулы, разработанные ВНИИНП и НПО «Нефтехим-автоматика» [48] и фирмой «Этил Корпорейшн» [49].
Для расчета вязкости смеси мазутов рекомендуется использовать формулу
lg 1?(^см + 0,8) = alglg(vA + 0,8) + big lg(vB + 0,8) + ...
где VCM—вязкость смеси, сСт; ч А, . VB,... — вязкости смешиваемых компонентов, сСт; а, Ь,... — содержание компонентов в смеси, масс. доли.
Температуру вспышки смеси можно рассчитать по формуле Тиле и Кадмера:
lf-Л. *в= -looig 2*i-w 10°
1=1
Здесь <„ — температура вспышки смеси, °С; xt — содержание i-ro компонента смеси, масс, доли; <в<—температура вспышки i-ro компонента, °С; hi — поправочный коэффициент, определяемый экспериментально для выбранной области изменения содержания i-ro компонента.
Более точные уравнения, по которым 'можно определить смесительные характеристики мазутов, зная показатели отдельных компонентов, приводятся в литературе [50, 51].
Метод -приготовления товарной продукции многократной циркуляцией через смесительные резервуары применяется в течение многих лет. Сущность метода заключается в следующем. Компоненты товарных продуктов с технологических установок поступают в комтюнентные,Језедвуары парков смешения, анализируются, а затем насосами подаются в смесительный резервуар. Приготовленный в смесительном резервуаре продукт забирается специальными насосами и многократно перекачивается по схеме «резервуар—насос— резервуар» до тех пор, пока в резервуаре не будет получена однородная по составу смесь, показатели которой соответствуют требованиям, предъявляемым к готовому продукту.
Вместимость компонентных резервуаров при приготовлении топлив должна соответствовать 48-часовому запасу каждого компонента, а смесительных резервуаров— 16-ч-асовой выработке данного вида топлива. При получении товарных масел предусматриваются компонентные резервуары, исходя из 36-часового запаса каждого компонента, и смесительные резервуары, исходя из суточной выработки масел.
В1 табл. 5.2 приводится пример расчета необходимой вместимости резервуарных парков смешения, автобензина.
Для улучшения условий перемешивания резервуары оборудуют смесительными устройствами: маточниками с большим числом отверстий, направленных вверх, вниз или под углом; так называемыми «пауками» с установленными на них инжекторами-смесителями; подъемными трубами, через которые продукт закачивают на определенную высоту от днища.
В аппаратах с перемешивающими устройствами готовят товарные масла. Для ряда НПЗ была запроектирована установка приготовления масел, в состав которой входят компонентные резервуары, смесители с принудительным перемешиванием, насосная, емкости для присадок и камеры для плавления присадок.
Оба описанных выше метода обладают рядом серьезных недостатков: повышенным расходом электроэнергии, малой произво- * дительностью смешения, необходимостью строительства смесительных резервуаров.
128 .
ТАБЛИЦА 5.2. Расчет вместимости парка смешения автобензина
' * в Количество Компоненты и марки Плотность, Необходимый объем 0gB IB шт \ ' Фактический , тыс. т т м3 резервуаров при нор- и их объем бензинов кг/м" ; мативном запасе, м» и и(* °,]еи запас, сутки год сутки сутки . t Компонентные резервуары Катализат риформинга 780 1650 5200 6700 .. 14100. 8x2000 2,3 ' Изопентановая фракция 600 236 730 .1200 2700 24*100 ' 1,8 Изогексановая. фракция 650 38 117 180 400 2x400 4 Бензин .каталитического 725 549 4700 2350 5000 2x2000 1,6 крекинга Алкилат - 670 134 430 ,650 "1400 3X400 1,7 Бутаны 570 132 410 720 - 860 9x100 1,05 Бензин коксования 710 105 350' 500. 1050. 2x700 / 2,7 Рафинат .670 280 895 1340 2830 ЗхЮОО 2,2 Бензин пиролиза 730 125 350 470 1000 2x700 2,8 Всего — 3249 10782 , 14110 — — ' — Смесительные резервуары Бензин А-72 "755 723 2400 3180 2120 2x1000 0,62 Бензин А-76 766 1880 6230 8135 5420 ^х2000 0,74 Бензин АИ-93 770 646 2152 2795 1860 2x1000' 0,72 Всего — 3249 10782 14110 — — — |
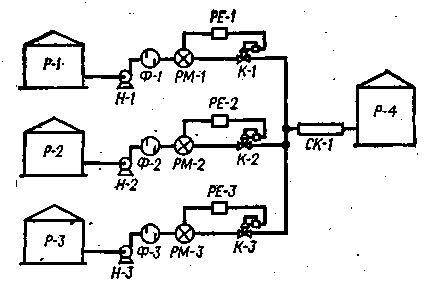
Рис. 8.3. L/хема автоматической станции смешения:
Р-1—Р-3 — компонентные резервуары; Р-4 — товарный резервуар; Н-1—Н-3 — насосы; Ф-1—Ф-3 —
фильтры; PM-J—PM-3— расходомеры; РЕ-1—РЕ-3— регуляторы; К-1—К-3 — регулирующие клапаны; СК-1 — смесительный коллектор.
Более эффективным является приготовление товарной продукции смешением в потоке. Для каждого НПЗ разрабатываются индивидуальные проекты автоматизированных систем (автоматических станций) смешения. Схема автоматической станции смешения, на которой приготавливается продукт из трех компонентов, приведена на^)ис. 5.3. В состав оборудования станции входят: компонентные резервуары, насосы, фильтры для очистки компонентов от механических примесей, газоотделите^_(дщмеда101Јя при приготовлении бензинов), измерители расхода, регулирующие кладаны, обратные,_ клап_аны.
Объем резервуарного парка для хранения компонентов обуславливается производительностью станции смешения, необходимостью остановки для профилактического осмотра и ремонта, потребностью во времени для лабораторного анализа. Нормы технологического проектирования не регламентируют объема компонентных резервуаров, представляя право решать эту задачу проектировщикам. Оптимальные условия эксплуатации, как показывает практика, обеспечиваются при наличии 2-—3 резервуаров для каждого компонента, общая вместимость которых соответствует 16—20-часовой выработке этого компонента.
Для перекачки каждого компонента следует предусматривать индивидуальные насосы, причем нежелательно, чтобы одним на'-сосом компонент перекачивался в разные смесительные коллек-I торы.
| В качестве измерителей расхода на станциях смешения применяются объемные счетчики или турбинные расходомеры. Широкое распространение получили венгерские турбинные расходомеры «Турбоквант», достоинством которых являются небольшие размеры, малая металлоемкость, простота'ремонта. При разработке проектов станций смешения следует стремиться, чтобы максимальная производительность по компоненту не превышала 75% от пропускной способности расходомера, а минимальная не была близка к нижнему пределу пропускной способности.
Для управления процессом смешения в Рязанском СКВ Московского НПО «Нефтехимавтоматика» разработаны комплексы приборов управления «Поток». В состав комплексов входят блоки компонентов и управления-. В процессе смешения на блоки ком-
•РОНентив поступают частиты с илика управления \]п) п и pot-
Ир&домеров (fp). Эти частоты пропорциональны, соответственно, Квданной производительности установки смешения и расходам Компонентов. В блоках компонентов /„ умножается на коэффици-рёнты, пропорциональные содержанию компонентов- в смеси, a fp — гаа масштабные коэффициенты, зависящие от типа применяемого Г «расходе мер а. Затем проводится сравнение этих частот и вырабатываются управляющие воздействия по каждому каналу, которые ^поступают на исполнительные механизмы.
|р~ Если схема автоконтроля блока компонента фиксирует откло-|-'нение действительного расхода компонента от заданного более ''.''Чем на 0,5% в сторону уменьшения расхода, то формируется ? команда «Ошибка-1», по которой блок управления снижает ско-| рость смешения. ' - ---'.-
I' В' составе комплексов имеются основные и резервные блоки. Ј При нарушении режима работы основных блоков резервные блоки '"^-подключаются к сети и форсированно выводятся на режим рабо-г ты основного блока.
5.3. ХРАНЕНИЕ ТОВАРНОЙ ПРОДУКЦИИ
Хранение и отгрузка основного количества товарной продук-„ ции на НПЗ и НХЗ производится через товарно-сырьевые базы /-(ТСБ) предприятий. Отдельные виды .продукции — битумы, эле-' ментарную серу, нефтяной кокс — отправляют потребителям не-;' посредственно с технологических установок. При проектировании !' предприятий следует стремиться к тому, чтобы объекты по хра-•- нению и отгрузке продукции были .сосредоточены в одном месте, f, что облегчает управление товарной базой, упрощает работу же- , '.лезнодорожного транспорта.. Исключение делают для объектов по '„ отгрузке сжиженных газов, которые в соответствии с противопо-^жарными нормами проектирования следует размещать на рас-I стоянии не менее 300—500 м от территории предприятия. ^ Вместимость товарных складов (парков) зависит от устанав-k ливаемых нормами технологического проектирования сроков хранения. Товарные парки должны обеспечивать возможность приема и хранения в них 15-суточной выработки, каждого из товарных ; нефтепродуктов. В'местимость складов сжиженных газов не дол-' жна превышать трехсуточной выработки этих продуктов. Если отгрузка товарных нефтепродуктов потребителям производится по . .трубопроводам, нормативный срок хранения сокращается до 7 суток.
' "~ Число устанавливаемых резервуаров зависит от количества ' подлежащего хранению продукта и единичной вместимости выбранного резервуара. Экономически целесообразно устанавливать : меньшее число резервуаров большей вместимости. Так, расход .'металла на сооружение 6 резервуаров по. 10 тыс. м3 составляет г 955 т, а при строительстве 3 резервуаров по 20 тыс. м3 — 825 т. ^'Сооружение резервуаров большей вместимости взамен мелких позволяет также уменьшить территорию, занимаемую парками.
Для каждрго вида товарной продукции рекомендуется предусматривать не менее 3 резервуаров (в один поступает товарная продукция, второй находится на анализе, из третьего производится отгрузка продукции).
По, расположению и планировке резервуары делятся на подземные (если "наивысший уровень жидкости гв резервуаре ниже наинизшей-планировочной отметки прилегающей площадки не менее, чем на 0,2 м) и наземные (если они не удовлетворяют вышеуказанным условиям). .. .
Для хранения тов-арной продукции НПЗ и НХЗ используются стальные емкости вместимостью_др_200 м3 (до ОСТ 26-02-1496—76); стальные резервуары вертикальные цилиндрические со щитовой кровлей вместимостью .от 100 м3 до 30 тыс. м3г с понтоном и щитовой кровлей вместимостью от 100 м3 до 30 тыс. м3, с плавающей крышей вместимостью от 10 тыс..м3 до 50 тыс. м3; стальные резервуары с коническими днищами; горизонтальные емкости для хранения продуктов под давлением 0,6—1,8 МПа вместимостью отг25 м3 до_200_м,3 (по ОСТ 26-02-1159^-76); шаровые резервуары для" хранения продуктов под давлением 0,25—1,2 МПаг железобетонные резервуары, •
В табл. 5.3 приведены рекомендации по выбору типа емкости для хранения продукции НПЗ и НХЗ. На рис. 5.4 изображен резервуар с плавающей- крышей, применяемый для хранения бензина и других легкокипящих продуктов.
ТАБЛИЦА 5.8. Рекомендации по выбору типа емкости для хранения продукции НПЗ и НХЗ .
Продукт Тип емкости §е,нзид,, ароматические углеводороды, Резервуар- - с понтоном или плаваю-другие продукты с температурой щей крышей, горизонтальная цилин-вспышки 28°С и ниже дрическая "емкость Керосин, дизел'ьное, печное, моторное Резервуар со щитовой кровлей под топливо, жидкий парафин, жидкие давлением 2 кПа (200 мм .в. ст.) продукты с температурой кипения 160— 300°Ј/ Мазут, гудрон, смазочные масла, тяже- Резервуар со щитовой- кровлей под лые смолы * давлением 20Д Па " Мазут ЖелезобетрнАый резервуар Продукты, содержащие механические Резервуар с коническим днищем примеси или твердые включения • . - • Сжиженные газы, легкие фракции бен- Горизонтальные цилиндрические резина, продукты С давлением насьпЦен- зервуары по ОСТ 26-02-1619—76, ных паров выше §0 кПа при 20*С шаровые резервуары |
Безопасная и удобная эксплуатация резервуаров обеспечивается применением дополнительного оборудования, которое предназначено для заполнения и опорожнения резервуаров, замера уровня продукта, зачистки, .отбора проб, сброса подтоварной воды,

Рис. 5.4. Резервуар с плавающей , крышей:
/ — верхний настил крыши; 2 — ниж-•Вий настил крыши; 3 — днище; 4^ подвижная лестница»
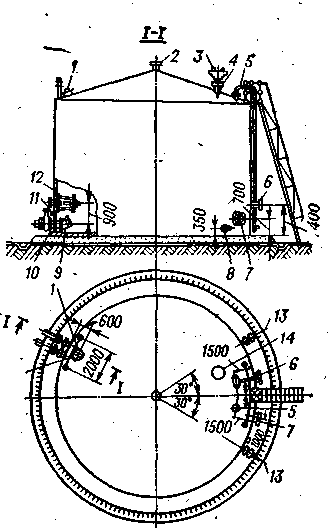
Рис. 5.5. Схема расположения оборудования на вертикальных резервуарах для маловязких нефтепродуктов:
/ — световой люк; 2 — вентиляционный патрубок; 3 — дыхательный клапан; 4 — огневой предохранитель; 5 — замерный люк; 5 — прибор для замера уровня; 7— люк-лаз;, 8 —сифонный кран; 9 — хлопушка; 10 — при-емо-раздаточный патру.бок; // — перепускное устройство; 12 — управление хлопушкой; 13 — крайнее положение приемограздаточных патрубков по отношению к оси; 14 — предохранительный клапан.
• пенотушения, поддержания определенного давления в резервуа-.рах. На рис. 5.5 приводится схема расположения оборудования
на вертикальных резервуарах, для маловязких нефтепродуктов.
Характеристика выпускаемых промышленностью емкостей, резервуаров и оборудования для них приводится в литературе [40, •47,52]. ' --
- При разработке проектов товарных баз для НПЗ и НХЗ рекомендуется использовать СНиП II-106—79 [44] с учетом соображений, изложенных на стр. 126.
: 5.4. ОТГРУЗКА ТОВАРНОЙ ПРОДУКЦИИ
Товарная продукция НПЗ и НХЗ отгружается трубопроводным, железнодорожным, автомобильным - и речным транспортом.
Трубопроводный транспорт. По трубопроводам транспортируются потребителям светлые и темные нефтепродукты — бензин, дизельное и котельное топлива, а также сжиженные газы, этилен, аммиак. Экономически целесообразным трубопроводный транспорт становится при концентрированном потреблении продукта в одной точке и районе, когда по трубопроводу перекачиваются не менее 300—500 тыс. т продукта в год. Проектирование нефтепро-дуктопроводов осуществляется в соответствии с [52, 53]. .
В ближайшие годы намечается значительно расширить сеть нефтепродуктопроводов. Постановление Совета Министров СССР о развитии сети нефтепродуктопроводов в 1981—1985 годах предусматривает сооружение новых трубопроводов для перекачки бензина и дизельного топлива в центральных районах страны, Сибири, Казахстане, создание ряда мазутопроводов, связывающих НПЗ с крупными тепловыми электростанциями, и керосинопроводов между заводами и аэропортами.
На территории НПЗ и НХЗ обычно размещаются головные сооружения нефтепродуктопроводов: склады (парки), головные насосные. Некоторые продуктопроводы имеют в составе головных сооружений собственные резервуарные парки, в которые продукт подается из резервуаров товарной базы НПЗ насосами товарной насосной. Более экономичным решением является использование в качестве головных сооружений резервуаров заводской товарной базы. Продукт в магистральный трубопровод подается непосредственно лз этих резервуаров насосами головной насосной станции, размещаемой рядом с резервуарами.
Железнодорожный транспорт. Транспортировка продукции НПЗ и НХЗ по железной дороге является основным видом перевозки нефтепродуктов и ее ведущее значение сохранится1 в ближайшие годы. Основным видом тары для перевозки по железной дороге нефтяных и химических продуктов служат цистерны. Цистерны подразделяются на универсальные, предназначенные для перевозки различных грузов (нефти и светлых нефтепродуктов, нефти и мазута и т. д.) и специальные. В специальных цистернах перевозится какой-либо один вид продукции (например, сжиженные газы, кислоты, спирты). Характеристика Цистерн, изготавливаемых вагоностроительными заводами и используемых при перевозке нефтяных и химических .продуктов, приводится в [39, 41, 47, 52]. . Для отгрузки продукции нефтеперерабатывающих и нефтехимических предприятий в составе товарных баз проектируются специальные устройства. Если объем отгрузки ограничен десятками тысяч тонн в год, то предусматривают одиночные стояки или небольшие односторонние эстакады, состоящие из 5—10 стояков. Для отгрузки многотоннажных продуктов (бензин, реактивное, дизельное и котельное топлива, смазочные масла) сооружаются двухсторонние эстакады галерейного типа. Эстакады для налива реактивного топлива, авиационных бензинов, смазочных масел, присадок к маслам и других ЛВЖ и горючих жидкостей, в которые недопустимо попадание воды, должны быть оборудованы на-
.'•'весами и крышами. Температура ЛВЖ, подаваемых на налив, должна быть не менее, чем на 10°С, ниже температуры начала кипения наливаемого продукта.
Налив нефтепродуктов осуществляется в одиночные цистерны,
• группы и маршруты цистерн. Маршрутный налив цистерн более экономичен и должен предусматриваться при проектировании эста-'кад как основной вид налива. Длина железнодорожной эстакады Ј,э определяется по формуле:
^=ш2^
где N — число цистерн в маршруте; Q; —: количество цистерн по типам, входящих в маршрут, %; li— длина цистерн различных типов.
Длина эстакады не .должна быть меньше половины длины .маршрута.
Конструкция эстакад должна обеспечивать техническую возможность налива продуктов в железнодорожные цистерны всех типов, пригодные для перевозки данных продуктов. Проектирование железнодорожных эстакад на ограниченное число типов (моделей) цистерн допускается только при наличии согласования с Управлением железной дороги, обслуживающей предприятие, или с' предприятием — собственником цистерн.
' / В' последние годы осуществляется постепенный переход железнодорожного транспорта на цистерны новых типов — шести w вось-миосные вместимостью 90 и 120 м3. В проектах следует прини-, Мать во внимание особенности налива этих цистерн.
При разработке проектов железнодорожных эстакад необходимо учитывать возможность поступления под налив неисправных •'цистерн. Чтобы иметь возможность удалить из этих цистерн имею-' щийся в них продукт, проектом предусматриваются- самостоя-:_ Тельные эстакады с верхним и нижним сливом, которые обору-' дуются отдельными стояками и коллекторами для сливаемых про-'.дуктов. При небольших объемах отгрузки для слива неисправных цистерн могут быть запроектированы отдельно стоящие
СТОЯКИ.
Особые требования предъявляются к проектированию железнодорожных эстакад для слива и налива сжиженных газов. Эти 'эстакады должны быть отделены от прочих эстакад, оборудованы Самостоятельными коллекторами, трубопроводами, сливо-налив-"ными устройствами и газоуравнительными системами для каждого вида наливаемых и сливаемых сжиженных газов. Одновременно с эстакадами для слива и налива сжиженных газов в составе товарно-сырьевых баз сжиженных газов следует проектировать эстакады для подготовки цистерн сжиженного газа под налив. Опыт проектирования эстакад освещен в [55]. " Эксплуатация железнодорожных эстакад галерейного типа отличается большой трудоемкостью и применением ручного труда. Наиболее трудоемки подготовительные и вспомогательные операции:, открытие и закрытие люков цистерн, заправка и подъем
наливных шлангов и телескопических устройств и т. д. При проектировании железнодорожных эстакад следует предусматривать их оснащение средствами механизации и автоматизации: ограничителями налива, которые служат для автоматического прекращения подачи жидкости в цистерну при достижении в ней определенного уровня (ПОУН-1, ПОУН-2, НО-2М), устройствами механизации подъема— спуска наливных средств.
Основными руководящими документами при проектировании сливо-наливных эстакад на НПЗ и НХЗ являются [44, 45].
Автомобильный транспорт. Продукция НПЗ и НХЗ перевозится автомобильным транспортом в ограниченных размерах, На отдельных предприятиях имеются устройства для налива в автоцистерны 'мазута, битумов, бензина. Сооружения, предназначенные для полуавтоматического налива нефтепродуктов в автоцистерны и автотопливозаправщики, называются станциями налива. Станции налива оборудуются стояками, которые различаются по виду наливаемого продукта, По способу налива (герметизированные и негерметизированные), по виду управления процессом (автоматизированные и неавтоматизированные), по 'виду управления, (с механизированным и ручным управлением).
Станция налива состоит из 4—12 наливных «островков», располагаемых под навесом. Каждый островок оборудуется одним или двумя наливными стояками, в качестве которых применяются установки: автоматизированного налива с местным управлением АСН-5П, автоматизированного налива с дистанционным управлением АСН-5Н, автоматизированного и герметизированного налива АСН-12. . ' '
Вопросы проектирования станций налива освещены в [40].
Водный транспорт. Нефтеперерабатывающие, заводы, расположенные вблизи крупных рек, отправляют в навигационный период часть своей продукции водным путем (в танкерах, баржах и лихтерах). Для налива сооружаются специальные причалы.
Налив нефтепродуктов осуществляется по трубопроводам, прокладываемым от резервуаров к причалам. Возможны два варианта организации налива: 1) подача продукта насосами из резервуаров товарного парка непосредственно в наливные суда; 2) подача продукта по трубопроводам в промежуточные резервуары, расположенные в непосредственной близости от причала с последующим поступлением нефтепродуктов в суда самотеком. Последний вариант применяют обычно 'в тех случаях, когда НПЗ расположен на расстоянии нескольких километров от причала.
В составе нефтепричалов проектируют следующие сооруже* ния: водные подходы, причальные устройства (подходные эстакады, центральные платформы, швартовые палы, отбойные устройства), шлангующие устройства и установки.
При проектировании водных подходов необходимо определить глубину и ширину полосы акватории, глубину водных подходов. Проект причальных устройств включает выбор типа причальных сооружений, определение суточной пропускной способности одного
||[ричала и числа причалов, необходимого для отгрузки всего ко-*личества грузов. В проекте нефтеп-ричала также решаются вопро-реы выбора-шлангующих устройств, подготовки резервуаров, тру-йбопроводов и нефтеналивных судов к сливо-наливным операциям, |определяются методы борьбы с потерями нефтепродуктов при на-Гл'иве и защиты водных бассейнов от загрязнения нефтепродуктами ^Вопросы проектирования сооружений для отгрузки водным путем г нефтепродуктов рассмотрены в [42—44].
5.5. СНАБЖЕНИЕ РЕАГЕНТАМИ", КАТАЛИЗАТОРАМИ, | СМАЗОЧНЫМИ МАСЛАМИ
Снабжение реагентами. Основными реагентами, применяемыми на НПЗ ц НХЗ, являются едкий натр, моноэтаноЛамин, серная кислота, диэтиленглико'ль, метилзтилкетон, толуол, бензол, фенол, * пропан и т. д. Для приема со стороны, хранения и передачи потребителям необходимых реагентов проектируются реагентные хозяйства. -
"; Первый этап проектирования реагентного хозяйства — состав-.^дение перечня намечаемых к применению на заводе реагентов, Определение расхода этих реагентов по расходным показателям, -Содержащимся в проектах соответствующих технологических уста-' новок. Затем приступают к составлению проекта реагентного хо-;3яйства. Схему хозяйства, перечни входящих в его состав объек-;tOB разрабатывают, исходя из ассортимента потребляемых пред-•„нр'иятием реагентов, виды тары, в которой поступают реагенты, «sCxeMbi раздачи реагентов потребителям.
^ Заводы, изготавливающие реагенты, могут отправлять, их потребителям либо только в железнодорожных цистернах, либо в Щелкой таре (бочках, мешках, бутылях, контейнерах), либо тем Ш другим способом. Естественно, что и схема приема реагента.на рЩЗ и НХЗ будет зависеть от того, в какой таре поступает реа-•тент. В( тех случаях, когда предприятие расходует в течение ме-1ёяца более одной цистерны реагента, предусматривается его по-^Ступление на предприятие в цистернах с последующей передачей ' внутризаводским потребителям. Если потребление реагента неве-~лико, нужно остановиться на варианте поступления в мелкой таре. .--...
При проектировании сливных устройств в реагентном хозяйстве необходимо руководствоваться следующими основными положениями.
1. Химические продукты, используемые на НПЗ и НХЗ в качестве реагентов, перевозятся в железнодорожных цистернах различ-'ных типов, поэтому прежде, чем приступить к проектированию, следует по литературным данным [36, 37] определить, в какой цис->терне 6yflef поступать продукт.
"2. В зависимости от типа цистерны проектируются устройства для верхнего или нижнего слива.
3. Ряд продуктов, используемых в качестве реагентов, представляет собой высоковязкие, застывающие при высокой температуре жидкости (деэмульгаторы для обессоливания нефти, присадки, олеум, концентрированный едкий натр). Для разогрева продуктов
.в цистернах применяются различные способы. При выборе способа разогрева нужно и-меть в виду, что для некоторых продуктов, например олеума, недопустим разогрев с применением острого пара и дргружных змеевиков. В отдельных случаях для слива высокозастывающих продуктов сооружаются специальные здания (тепляки). В тепляках разгружаются цистерны с бензолом, фенолом, . присадками,к маслам. .
4. Для взрывоопасных и горючих реагентов, реагентов, представляющих собой сильнодействующие опасные вещества (СДОВ1), -сооружаются самостоятельные сливные устройства, располагающиеся на отдельных железнодорожных путях.
Поступившие по железной дороге реагенты направляются в резервуарный парк реагентного хозяйства. Вместимость парка определяется требованиями к нормативному запасу реагентов. Необходимо учитывать, что в реагентном хозяйстве должна обеспечиваться возможность хранения запасов реагентов в следующих объемах: серная кислота — 20-суточная потребность предприятия, едкий натр •— 25-суточная, фенол, фурфурол, метилэтилкетон, ацетон, бензол, диэтиленгликоль, тринатрийфосфат — 30-суточ-ная.
- При выборе типа резервуара для хранения реагентов следует руководствоваться приводимыми ниже рекомендациями:
Тип реагента Тип резервуара Малоагрессивные реагенты Вертикальные стальные резервуа-плотностью до 1,0 т/м3 ры (РВС) по типовым проектам от 704-1-49 до 704-5-71 Агрессивные реагенты плот- РВС по типовым проектам от ностью до 1,25 т/м3 705-4-55 до 705-4-64 Неагрессивные продукты РВС по типовым проектам от , плотностью до 1,8 т/м3 705-4-65>до 705-4-71 |
Для хранения реагентов используют также стандартные емкостные аппараты по ОСТ 26-02-1496—76.
• Пропан, аммиак и другие сжиженные газы хранятся в горизонтальных емкостях вместимостью от 25 до 100 м3 по ОСТ 26-02-1519—76.
Технологические установки НПЗ и НХЗ зачастую применяют реагенты более низкой концентрации, чем та, с которой они изготавливаются, поэтому в составе реагентных хозяйств проектируются узлы разбавления реагентов. Так, в частности, следует предусматривать приготовление растворов едТкого натра концентрацией 10% (масс.) из 42%-го раствора, растворов моноэтаноламина концентрацией 10—15% (масс.). /
Существуют различные способы передачи реагентов на технологические установки. Если на заводе имеется несколько потреби-
/ телей одного и того же реагента, нужно предусматривать централизованную подачу реагента по трубопроводам. На НПЗ и ' НХЗ проектируется раскачка по трубопроводам таких реагентов, "как едкий натр, аммиак, деэмульгаторы обессоливания нефти, мо-. ноэтаноламин.
Целесообразно проектировать трубопроводы между реагентным •хозяйством и потребителем и в тех случаях, когда потребитель реагента на заводе один, однако реагент расходуется в больших количествах. Например, для доочистки жидких парафинов на установках «Парекс» необходимо свыше 30 т олеума в сутки. На заводах, где построены установки «Парекс», олеум принимают в реагентном хозяйстве и транспортируют ни установку по трубопроводу.
В тех случаях, когда расход реагента на установке невелик, предусматривается его доставка на установку в бочках. Если предприятие получает какой-либо реагент в железнодорожных цистернах, а раздает его отдельным потребителям в бочках или другой мелкой таре, в составе реагентного хозяйства проектируются узлы затаривания. При надлежащем технико-экономическом обосновании проектируется доставка реагентов потребителям в автоцистернах, заполняемых в реагентном хозяйстве. Приобретение автоцистерн должно быть предусмотрено проектом реагентного хозяйства. ,
В насосной реагентного хозяйства размещаются насосы различного назначения: откачивающие продукт из цистерн в резервуары, циркуляционные (используемые для приготовления раствора нужной концентрации), перекачивающие реагент из резервуа-
' ров потребителям. Выбор типа насоса зависит от свойств перекачиваемого продукта. Для транспортировки таких реагентов, как бензол, толуол, диэтиленгликоль целесообразно применять нефтяные насосы, для .перекачки моноэтаноламина, щелочей и кислот —
' химические, для перекачки фенола и пропана — герметичные электронасосы. При определении производительности насосов следует учитывать следующие обстоятельства:
1) насос, предназначенный для проведения сливных операций, должен обеспечить откачку продукта из цистерны или группы цистерн за срок, установленный правилами перевозки грузов [41];
2) поскольку реагентное хозяйство обычно работает не круглосуточно, а только 1—2 смены, необходимо, чтобы с помощью насосов реагентного хозяйства в мерниках технологических установок был создан не менее, чем суточный запас реагента, и тем. самым обеспечена бесперебойная работа технологических производств;
3) для сокращения числа насосов, следует стремиться к совмещению операций, предусматривать по возможности использование одних и тех же насосов для слива продуктов из цистерн, Для циркуляции и откачки реагента потребителям.

Рис. 5.6. План реагентного хозяйства НПЗ:
1 — резервуарные парки: 2,—здание/насосной; 3 — компрессорная аммиака' 4 — сливная
эстакада; 5 — сливные стояки аммиака;
ТП — трансформаторная подстанция; КИП — операторная: ВК — вентиляционная кацера.
Для хранения реагентов, поступающих в мелкой таре, на НПЗ и НХЗ• проектируются специальные склады.. Площадь склада F (в м2) определяется по формуле
. - F= abcn/ (nzA)
Здесь а —диаметр тары (бочки, мешка), м; Ь — высота тары, м; с —коэффициент плотности укладки, равный 1,1—1,3; я —число единиц тары; т —число рядов по высоте; \ — коэффициент использования площади, равный 0,65—0,7.
Склады состоят из специально оборудованных отсеков, в которых реагенты объединяются в группы по общности свойств и условиям хранения. .
На рис. 5.6 представлен план реагентного хозяйства НПЗ топливного профиля. В реагентном хозяйств? имеются:
1) резервуарный парк;
2) здание насосной, в котором размещаются отделение для насосов, перекачивающих взрывоопасные реагенты; отделение для насосов, перекачивающих прочие реагенты; склад мешков с содой; склад реагентов в бочках; помещение для разогрева бочек; навес для порожних бочек;
3) компрессорная для .слива аммиака; ~
• 4) две железнодорожные эстакады — для слива аммиака и t слива прочих реагентов, поступающих в цистернах. "
'; Реагентное хозяйство занимает территорию 128X130 м.
Особенности приема и хранения различных химических продуктов, используемых в качестве реагентов на НПЗ и НХЗ, под-
::, робно описаны в литературе [47, 52].
; Снабжение катализаторами и адсорбентами. В нефтепереработке и нефтехимии широко применяются различные катализаторы и адсорбенты. Для их хранения проектируются специальные
..склады, вместимость которых должна обеспечить хранение нормативных запасов .катализаторов и адсорбентов. Для реакторов с движущимся слоем катализатора нормативный запас соответ-
-ствует 30-суточной текущей потребности плюс одна загрузка для полной замены катализатора в системе (аварийный запас). Для реакторов с неподвижным слоем катализатора и адсорбента вели-
" чина нормативного запаса зависит от числа однотипных установок на заводе. Если на предприятии имеется 1—3 однотипных уста-
^'новки, то на складе должна храниться резервная загрузка для
' 'полной замены катализатора на одной установке; если однотипных
; установок больше 4, то на складе хранят две резервные загрузки. Склады катализаторов на НПЗ и-НХЗ сооружают по индивидуальным проектам. Склад делится на несколько секций, в каж-
'".дой из которых хранятся катализаторы и адсорбенты, аналогичные по свойствам. Площадь, необходимая для хранения катализаторов, определяется по той же формуле, которая применяется для
• расчета площади склада реагентов в мелкой таре. Проектами ^-предусматривается устройство рамп и пандусов для въезда. Рам-. пы перекрываются консольными навесами.
•, Снабжение смазочными маслами. На НПЗ и НХЗ имеется ^значительное количество компрессоров, центрифуг, вакуум-филь-,1тров и других агрегатов, для нормальной эксплуатации которых /''.необходимы смазочные масла. Потребность в смазочных маслах \'>на' заводах топливно-масляного профиля частично удовлетворяет-^-ся за счет собственного производства, а на НПЗ топдивного про-f фил'я и на НХЗ все смазочные масла поступают со стороны. :. Для НПЗ и НХЗ проектируются специальные склады масел. По •"данным, содержащимся в проектах технологических установок и ^общезаводских объектов, определяют расход, смазочных масел, ^устанавливают, какие марки масел необходимы. В проекте склада г .следует предусматривать прием масел по железной дороге, из ^автоцистерн, в бочках. По железной дороге поступают масла, рас-Сход которых превышает 50—100 т/год. Как показывает практика, 1*в железнодорожных цистернах принимают не более 4—5 различ->ных сортов масел, причем цистерны поступают не чаще, чем 1— :-2 раза в неделю. Поэтому вполне достаточно ограничиться в проекте одним'сливным устройством. Для хранения смазочных масел, ^•поступающих в цистернах, необходимо предусматривать резервуары вместимостью не менее 50 м3. В такой резервуар сливается целиком одна цистерна с маслом. Для подачи масел от сливного
*
устройства в резервуары используются коллекторы и шестеренчатые насосы. Количество коллекторов и насосов может быть ограничено 3—4. Каждый из' коллекторов и насосов предназначается для слива группы однотипных масел. В одну группу, например, объединяются трансформаторное, авиационное и турбинное масла, компрессорное, индустриальное и дизельное масла.
Для приёма масел, поступающих с нефтебаз системы нефте-снабжения в автоцистернах, на складах масел проектируются резервуары вместимостью 5—10 м3. Площадь складов тарного хранения определяется по приведенным выше формулам.
Внутризаводским потребителям смазочные масла раздаются в мелкой таре (бочках, канистрах, бидонах) и с помощью автоцистерн. Проектом склада масел должны быть предусмотрены насосы и мерники для налива масел в мелкую тару, а также устройства для налива .автоцистерн, развозящих масло крупным потребителям внутри предприятия. В состав склада смазочных масел следует также включить навес для хранения пустой тары.
При использовании смазочных масел образуется заметное количество отработанных масел, которые нужно утилизировать. Нормативными документами предлагается при проектировании промышленных предприятий предусматривать пункты сбора, хранения и перекачки отработанных масел. На НПЗ и НХЗ.такие пунк-•ты целесообразно включать в состав складов смазочных масел. В проекте также определяется направление использования отработанных масел: отправка на маслорегенерационную установку (входящую в состав данного или другого предприятия), сброс в нефть или мазут.
В зависимости от выбранного способа регенерации масел в составе склада масел следует предусматривать емкости и насосы для перекачки отработанных масел в пределах предприятия или емкости, насосы и соответствующие наливные устройства.
5.6. СНАБЖЕНИЕ СЖАТЫМ ВОЗДУХОМ, АЗОТОМ И ВОДОРОДОМ
Снабжение сжатым воздухом. Снабжение установок и объектов общезаводского хозяйства НПЗ и НХЗ сжатым воздухом осуществляется как от централизованных общезаводских воздушных компрессорных, так и от местных воздуходувных и компрессорных. Местные воздуходувные и компрессорные имеются в составе установок каталитического крекинга, производства битума, синтетических жирных кислот и др.
При проектировании новых и реконструкции действующих НПЗ и НХЗ рекомендуется предусматривать строительство только централизованных компрессорных. Для завода может быть запроектирована одна или несколько воздушных компрессорных. При определении числа компрессорных следует учитывать очередность ввода объектов предприятия в эксплуатацию, а также размеры территории завода. Потери давления в сети от компрессорной до потребителя не должны превышать 0,2 МПа.
На НПЗ и НХЗ существуют сети сжатого воздуха давлением 0,8 и 6,4 МПа. При расчете производительности заводских компрессорных, производящих воздух давлением1 0,8 МПа, руководствуются следующими соображениями:
1) рабочие компрессоры должны обеспечить полную потребность в воздухе, используемом для приборов контроля и автоматики, и в воздухе, расходуемом постоянно на технологические нужды;
2) к полученной величине постоянных расходов воздуха добавляется увеличенная в 1,5 раза максимальная потребность в воздухе одного периодического потребителя. i
При определении количества резервных компрессоров исходят из того, чтобы обеспечить 100%-ный резерв компрессорам воздуха КИПиА; для компрессоров технологического воздуха допускается иметь одну общую резервную машину.
Для обеспечения безаварийной работы предприятий следует •предусматривать буферные емкости с часовым запасом воздуха КИПиА у каждого крупного потребителя.
Производительность компрессоров, снабжающих заводы воздухом давлением 6,4 МПа, определяется потребностью в этом воздухе. Компрессоры воздуха высокого давления рекомендуется размещать в общем-помещении с компрессорами низкого давления.
При выборе оборудования воздушных компрессорных рекомендуется применять центробежные компрессоры без смазки. Отечественными машиностроительными заводами выпускаются центробежные машины для сжатия воздуха производительностью от 100 до 1000 м3/мин. Для осушки воздуха следует использовать серийно выпускаемые агрегаты типа УОВ производительностью от 10 до 100 м3/мин.
Воздухозаборные устройства проектируют вне производственного помещения — в зоне, которая защищена от солнечной радиации и тепловых выделений. Во всасывающей линии для удаления из воздуха частиц пыли крупнее 5—6 мкм предусматривают .фильтры, которые могут быть индивидуальными или общими для группы компрессоров.
Сети сжатого воздуха КИПиА и технологического воздуха проектируются раздельными. Для того чтобы' иметь возможность отключать отдельные участки'сетей воздуха КИПиА на ремонт, коллектора закольцовываются. Диаметр колец сжатого воздуха КИПиА следует выбирать с учетом 10% резерва, детально рассчитывая потери давления в сетях с тем, чтобы они не превышали 0,2 МПа при отключении любого участка кольца. Этими же правилами следует руководствоваться при проектировании трубопроводов технологического воздуха.
- Снабжение азотом. Системы снабжения НПЗ и НХЗ инертным газом проектируются с конца 1950-х годов. Первоначально инертный газ использовали только на установках по производству масел, каталитического риформинга и гидроочистки. Для получения инертного газа сооружали генераторы инертного газа (ГИГи) и
специальные установки. На этих установках сжигали топливный или сжиженный газ'в токе атмосферного воздуха при минимальном избытке последнего; полученный дымовой газ подвергали очистке от окислов углерода и осушке [47]. Установки этого тина сооружены на многих отечественных НПЗ. Недостатком установок производства инертного газа является присутствие в газе даже после очистки заметных количеств окислов углерода — до 0,1% (об.) -СО и до 1,0% (об.) СО2. Такая глубина очистки не может быть признана удовлетворительной при использовании инертного газа для регенерации некоторых видов катализаторов (в частности, полиметаллических катализаторов риформинга).
Азот более высокой степени чистоты (99,9% и выще) может быть получен низкотемпературным разделением воздуха. Поэтом-у -в настоящее время при проектировании нефтеперерабатывающих 'и нефтехимических предприятий следует предусматривать их оснащение установками низкотемпературного разделения воздуха. Существуют проекты установок разделения воздуха, отличающиеся технологической схемой (способом получения холода, способом очистки воздуха от примесей и т. д.),. производительностью (от 20 м?/ч до 50 тыс. м3/ч по азоту), видом получаемой продукции' (азот, азот и кислород, только кислород). Описание наиболее распространенных установок разделения воздуха приводится в литературе [56]. V ,
Следует иметь в виду, что в целях рационального размещения установок разделения воздуха, их кооперирования, а также правильного выбора технологических схем действует порядок, согласно которому вопрос о строительстве установок разделения воздуха подлежит предварительному согласованию. Генеральный проектировщик НПЗ и НХЗ при выявлении необходимости строительства такой установки направляет запрос по установленной форме во Всесоюзное промышленное объединение «Союзметанол», которое анализирует заявку и дает рекомендации о применении той или иной типовой установки или определяет необходимость разработки индивидуального проекта. Индивидуальные проекты производств разделения воздуха выполняются Гипрокислородом.
При разработке проекта завода необходимо проанализировать возможность использования на, предприятии кислорода, поскольку экономически более эффективно совместное получение азота и кислорода, чем только азота. Целесообразно,в частности, рассмотреть возможность применения кислорода для очистки сточных вод, для электросварочных работ. "Следует проанализировать потребность в кислороде близлежащих предприятий и всего экономического района. Если это окажется экономически эффективным, в состав цеха разделения воздуха включают станцию наполнения баллонов кислородом. Продажа кислорода посторонним потребителям позао--ля^т заводу получить дополнительную прибыль. Размещают цеха наполнения и хранения баллонов с кислородом вне территории предприятия на расстоянии не менее 50 м от зданий и сооружений с производствами категорий А, Б, Е.
Проектируя и повторно применяя типовые воздухоразделитель-ные установки, необходимо уделять особое внимание безопасности эксплуатации. Известны случаи аварий на установках, разделения воздуха, вызванные накоплением взрывоопасных примесей, при сутствующих в перерабатываемом воздухе (ацетилена, непредельных и предельных углеводородов, кислородсодержащих органических соединений и др.)- С целью предотвращения взрывов возду-хоразделительных установок при их проектировании и строительстве предусматриваются специальные блоки очистки воздуха с применением цеолитов и специальных катализаторов, а также удаленные воздухозаборы. . . -
При проектировании и применении установок разделения воздуха следует руководствоваться нормативными документами [57, 58}г
Потребление инертного газа на НПЗ и НХЗ носит неравномерный характер. В периоды регенерации катализатора, опрессовок, испытаний на прочность расход инертного газа резко возрастает. Было бы нерационально проектировать производство азота, исходя из величину максимального расхода. Для покрытия пиковой : потребности в азоте следует проектировать газгольдерные парки, состоящие из мокрых или сухих газгольдеров. Для НПЗ мощностью 12—18 млн. т/год обычно предусматривают газгольдерные парки вместимостью 40^-50 тыс. м3.
• Мокрые газгольдеры, в которых газ хранится при давлении 4 кПа (400 мм вод. ст.), обладают рядом серьезных недостатков: они занимают много места; газ находится в постоянном контакте с водой и потому выходит из газгольдеров увлажненным. Гораздо более-эффективны сухие газгольдеры, которые представляют собой вертикальные емкости высокого давления. Для НПЗ рекомендуется применять сухие газгольдеры давлением до 6,4 МПа с вместимостью 100—160 м3.
Инертный газ поступает к потребителям под давлением ' 0,8 МПа, которое обеспечивается компрессорами установок производства инертного газа и компрессорами воздухоразделительных станций. Если для технологических нужд необходим азот более высокого давления, следует проектировать в общезаводском хозяйстве азотные компрессорные высокого давления. Для сжатия азота в этих компрессорных добычно применяют компрессор типа ,305ГП-16/70 • производительностью 960 м3/ч, обеспечивающий сжатие азота до 7,0 МПа. Азот поступает во всасывающую линию этого компрессора с азотно-кислородной станции или из газгольдерного парка.
В периоды, когда на установках имеется потребность в азоте высокого давления, он подается компрессорами потребителям. В остальное время компрессор высокого давления направляет сжатый азот в газгольдеры.
Снабжение водородом. Принципы снабжения предприятия водородом зависят от технологической схемы завода, осуществляемых на нем процессов. : .
При проектировании заводов с неглубокой переработкой нефти обычно предусматривается водородное хозяйство для обеспечения первоначального и последующих пусков установок каталитического риформинга. Для первоначального пуска установок риформинга в состав пускового комплекса в ряде случаев включают установку производства водорода методом электролиза воды. Проекты электро'лизных установок малой мощности разрабатываются Чирчикским филиалом Государственного института азотной промышленности (ГИАП). Другой вариант первоначального снабжения завода водородом предусматривает проектирование специальной разрядной рампы для приема водорода из баллонов.
Получаемый на электролизной установке или разрядкой баллонов пусковой водород накапливается в специальных газгольдерах, поскольку для единовременного пуска установки риформинга необходимо до 4.0 тыс. м3 водорода. В эти же газгольдеры направляют часть водорода, вырабатываемого установками риформинга в межрегенерационный период с тем, чтобы создать необходимый запас для последующего пуска установок риформинга. Для хранения водорода могут использоваться мокрые и сухие газгольдеры. При проектировании современных предприятий рекомендуется применять сухие газгольдеры на давление 6 МПа.
Для создания необходимого давления при опорожнении и заполнении газгольдеров следует включать в состав проектируемых водородных хозяйств специальные компрессорные. Компрессорные оснащаются поршневыми угловыми компрессорами типа ГП производительностью около 300 м3/ч и давлением в нагнетательной линии до 7,0 МПа. ,
Опыт ввода в эксплуатацию установок ЛК-6у показал возможность использования для первоначального пуска секций и установок риформинга водорода* получаемого методом автогидроочистки, которую проводят на блоке предварительной гидроочистки установки риформинга или в секции гидреочистки керосина установки ЛК-бу.
Если потребность НПЗ или НХЗ в водороде не удовлетворяется за счет водорода, вырабатываемого в качестве побочного продукта технологических установок, то' в составе предприятия необходимо иметь специальное производство водорода. Вопросы снабжения водородом нефтеперерабатывающих и нефтехимических предприятий освещены в литературе [59, 60].
5.7. ФАКЕЛЬНОЕ ХОЗЯЙСТВО
Факельное хозяйство нефтеперерабатывающих и нефтехимических предприятий предназначено для повышения безопасности эксплуатации, улавливания и возврата на . переработку сбросов горючих газов и паров, б факельное хозяйство поступают: 1) постоянные сбросы из оборудования и коммуникаций, если их невозможно использовать в технологических целях; 2) аварийные сбросы от предохранительных клапанов; 3) периодические сбросы
* в период пуска технологического оборудования, остановки его на ? ремонт и т. п. Факельное хозяйство современных НПЗ и НХЗ состоит из общей факельной системы предприятия, отдельных или специальных факельных систем для высокопроизводительных уста-
.новок (ЭП-300, АВТ-6,, ЛК-6у и др.), специальных факельных систем для горючих токсичных газов, установки сбора факельных сбросов. При проектировании факельных систем следует руководствоваться нормативными документами [61—63], а. также литературными данными, в которых обобщен опыт проектирования и эксплуатации факельных систем в различных отраслях промышленности [47, 64].
Проектирование факельных систем. В состав факельных систем входят: трубопроводы (коллекторы) сбросных газов; дренажные устройства; факельные трубы (свечи) для открытого сжигания газа; огнепреградительные устройства; вспомогательные трубопроводы.
Ответственным этапом проектирования факельных систем яв-
- ляется гидравлический расчет коллекторов факельного газа. Общее сопротивление факельной системы (от предохранительного клапана до устья факельной трубы) не должно превышать 50 кПа. Для обеспечения выполнения этого требования рекомендуется диаметры трубопроводов на различных участках факельной системы выбирать таким образом, чтобы: 1) сопротивление факельного газопровода на участке от предохранительного клапана до общезаводского коллектора на границе установки не превышала Г5 кПа;
2) сопротивление общезаводского факельного коллектора от границы установки до факельного устройства не превышало 15 кПа;
3) сопротивление факельного устройства, включающего дренажное устройство, гидрозатвор или огнепреградитель, факельную трубу (свечу) не превышало 20 кПа. При выполнении гидравлических расчетов используются традиционные методики, содержащиеся, например, в [65, 66].
Важным элементом факельной системы является факельная труба (свеча)., в устье которой происходит открытое сжигание газов и паров. Конструктивно факельные свечи выполняются: самонесущими; -закрепленными на оттяжках; размещенными в металлической конструкции решетчатого или трубчатого типа. Для обеспечения эксплуатации и удобства обслуживания факельные трубы снабжаются дежурными (пилотными) горелками, горелоч-ным и запальным устройством, газостатическим затвором, устройством для бездымного сжигания.
При отсутствии факельных сбросов воздух за счет диффузии может проникнуть в факельную трубу, а через нее—в факельную систему, вызвать образование взрывоопасных смесей. Проникновение воздуха возможно также при создании в факельной трубе разрежения вследствие уменьшения объема газа, вызванного охлаждением горячих сбрасываемых газов. Для * предотвращения проникновения воздуха предусматривают постоянную подачу в (Ьакрлъные тоубы топливного, ПРИРОДНОГО или инеотного газа. Ско-
ИИРЯ^г • ••'.•• . -
чркйь подачи топливного и природного-газов должна быть не менее 0,9 м/с, азота — не менее Д7 м/с.
Перед факельной трубой на трубопроводе сбросных газов проектируется установка огнепреградительных устройств, которые предотвращают распространение пламени из факельной свечи в факельную систему. Огнепреградительные функции выполняют промышленные -огнепреградители и гидрозатворы. Практика эксплуатации факельных систем НПЗ и НХЗ показала преимущества схемы с гидрозатвором. Величина столба затворной жидкости в гидрозатворах должна составлять 150—250 мм, слив жидкости должен производиться через сифон («утку») с разрывом струи. Гидрозатвор также предотвращает попадание воздуха в факель-нук4) систему.
Проектирование установок сбора факельных сбросов. Для утилизации и возврата сбрасываемых в факельные системы паров и газов на повторную переработку в состав НПЗ и НХЗ включаются установки сбора факельных сбросов. В эти установки входят отбойники конденсата, газгольдеры, компрессорная и насосная.
Объем: отбойников конденсата определяют расчетом, исходя из данных о составе и величине сбросов в факельную систему. Иногда для этой цели используют эмпирические, основанные на практике эксплуатации соотношения. Например, принимают, что на каждые 6 млн. т/год перерабатываемой нефти завод должен иметь один отбойник объемом 100 м3. Отбойники должны быть оборудованы системой дистанционного контроля уровня.
Из отбойников газ направляется в газгольдеры, являющиеся буферными емкостями перед компрессорами. Объем газгольдера выбирается таким, чтобы он мог в течение 5—10 мин принимать .весь газ максимального факельного выброса. Для хранения газа применяют мокрые газгольдеры вместимостью 3—15 тыс. м3. Сле-дует-иметь в виду, что в типовых проектах мокрых газгольдеров, которые проектировались для хранения азота и других невзрывоопасных газов, ввод газа предусмотрен через приямок. В проекте газгольдеров для факельных газов необходимо предусматривать ввод газа через нижний лояс, что позволит предотвратить образование взрывоопасных смесей в приямках, разместить вспомогательные узлы "газгольдера (гидрозатворы, сливные баки, арматуру) на отметках, близких к нулевым. '
Газ из газгольдеров поступает к компрессорам. Общую производительность компрессоров рассчитывают, исходя из вместимости-газгольдеров. Если в составе установки сбора факельных сбросов имеется один газгольдер, то часовая производительность компрессоров принимается равной 50% вместимости газгольдера. В тех • случаях,- когда в составе факельного хозяйства предусмотрены два и более газгольдеров производительность компрессоров должна быть не менее 30% общей вместимости газгольдеров.
Контроль за сбросом в факельную систему. При проектировании НПЗ и НХЗ следует предусматривать устройства, позволяющие контролировать сброс газов в факельные системы с отдель-
•:-. ных объектов. К:сожаЛению, до настоящего времени не разработаны устройства, которые позволяли бы одновременно не только контролировать факт выброса; но и фиксировать его'продолжительность и величину. Однако системы, сигнализирующие о факте сброса, эксплуатируются на ряде предприятий. Показания приборов, фиксирующих сброс, следует выводить в операторную факельного хозяйства.
5.8! СИСТЕМА СНАБЖЕНИЯ ТОПЛИВОМ
Во многих технологических процессах на НПЗ и НХЗ используются трубчат-ые печи, тепловая мощность которых колеблется от единиц до сотен мегаватт. Для обеспечения их бес-перебойной работы на заводах сооружаются системы снабжения топливом.
' В качестве топлива на НПЗ и НХЗ применяют газ, получаемый в качестве побочного продукта в основном производстве, и мазут, который на НПЗ получают при переработке нефти, а на НХЗ подают со стороны. На некоторых НПЗ и НХЗ в качестве топлива -используются также природный и попутный газы, поступающие по магистральным газопроводам. Для применения природного и попутного-газов в качестве топлива заказчик или проектировщик должен в установленном порядке получить разрешение Госплана СССР.
Потребители используют либо один вид топлива, либо их комбинацию. Выбор того или иного вида топлива определяется конструкцией печи, типом применяемых горелок, требованиями по защите окружающей среды, необходимостью в отдельных случаях использовать непосредственно на установке газ низкого давления или высоковязкий побочный продукт. Так, в 'частности, необходимо предусматривать сжигание в печах выхлопных газов от эжек-торных устройств, газа низкого давления на установках гидроочистки. Печи беспламенного горения и вертикальные цилиндрические печи в качестве топлива применяют только очищенный газ, прячем для печей беспламенного горения очень важно обеспечить поддержание стабильности состава и теплоты сгорания газового топлива. • .
Первым этапом проектирования системы топливоснабжения яв-, ляется определение потребности в топливе. .Расчет потребности осуществляется по данным проектов отдельных установок и произ-. водств с учетом опыта эксплуатации. Следует учитывать, что передовые предприятия, борясь за экономию топлива, сумели значительно снизить потребление газа и мазута на многих технологических установках по сравнению с проектным.
Определив потребность в топливе, проектировщик затем приступает к решению задачи удовлетворения этой потребности. Необходимо стремиться к максимально полному использованию газообразного топлива, которое более полно сгорает и легко может быть очищено от серы. Лишь при дефиците газообразного топлива предусматривают подачу на установки жидкого топлива.
Снабжение жидким топливом. Для обеспечения потребителей жидким топливом на НПЗ и НХЗ проектируется специальное топливное хозяйство, включающее резервуары, насосы и коммуникации. Объем резервуаров должен обеспечивать запас топлива, исходя из -суточной работы всех заводских печей. Целесообразно пре-, дусматривать в топливном хозяйстве не менее трех стальных вертикальных резервуаров, один из которых служит для приема избыточного топлива от потребителей, второй — для раздачи, а третий -г- для отстоя между этими двумя операциями.
Во избежание выброса продукта из резервуаров температура хранения мазута не должна превышать 80—90° С. Поскольку для обеспечения требуемой вязкости мазут марки 100 должен поступать к форсункам печей подогретым до температуры 110—120°С, на технологических установках следует предусматривать подогреватели мазута.
Топливо подается в топливное хозяйство НПЗ из товарных парков или узлов смешения, а в некоторых случаях поступает непосредственно с установок первичной перегонки нефти. Нефтехимические предприятия получают мазут, как правило, по трубопроводам с близлежащих нефтеперерабатывающих заводов. Если такая возможность отсутствует, нужно проектировать узлы приема мазута по железной дороге со стороны, включающие железнодорожные эстакады и насосные для слива.
Для раздачи топлива используются центробежные насосы, производительность которых должна в 1,5—2 раза превышать расход топлива потребителями. На всасывающей линии насоса проектируется установка двух фильтров грубой очистки, а на нагнетательной — двух фильтров тонкой очистки. Проектом должна быть предусмотрена возможность отключения одного из фильтров для чистки без нарушения системы топливоснабжения. Снабжение отдельных потребителей топливом, проектируется по кольцевой схеме. В зависимости от числа потребителей и их размещения на генеральном плане проектируется одно или несколько топливных колец. Снабжение газом. Углеводородные газы, полученные на технологических установках, должны направляться на газораспределительные пункты (ГРП). В проектах следует предусматривать подачу газов на ГРП по самостоятельным коллекторам с однотипных установок, редуцирование и смешение газов на ГРП с последующей выдачей газа потребителям под различным давлением. На территории предприятий проектируют прокладку нескольких коллекторов топливного газа: для печей беспламенного горения (0,5 МПа), для прочих трубчатых печей (0,3 МПа), для столовых и лабораторий (0,005 МПа). Газообразное топливо, подаваемое в лаборатории и столовые, должно по качеству соответствовать требованиям ГОСТ «Газ для коммунально-бытового снабжения», поэтому в проекте ГРП надо учитывать необходимость одорирования этого .газа, а также поддержания его теплоты сгорания на постоянном уровне. Поскольку обеспечить стабильность состава и теплоты сгорания топливного газа в заводских условиях затруд-
нительно, его в последнее время не применяют в бытовых целях Для лабораторий и столовых проектируется снабжение сжижен ным газом..
Газ подается потребителям по тупиковой схеме. Для освобож дения его от конденсата перед печами устанавливают газосепараторы и подогреватели. Газопроводы влажного топливного газг следует прокладывать с обогревающими спутниками и теплово! изоляцией, предусматривая отвод конденсата из нижних точек газопроводов в специальные дренажные емкости.
При' проектировании топливных систем необходимо уделят! особое внимание стабилизации давления в них. Опыт эксплуата ции показал, что зачастую давление в сетях топливного газа по вышается и предприятия вынуждены сбрасывать избыток топливного газа на факел. Для стабилизации давления в топливной сети могут быть предусмотрены следующие варианты: 1) сброс избытка топливного газа на заводскую ТЭЦ при условии сглаживания колебаний в подаче неТртезаводского газа природным газом: 2) поддержание постоянного давления путем сбрасывания избытка топливного газа через регулятор давления в топливо, поступающее на 2—3 установки (на этих установках следует предусмотреть смесительную емкость, в которую кроме сбрасываемого газа по* дается через регулятор давления природный газ, прямогонный гаа или испаренный сжиженный газ); 3) система автоматического перехода печей с жидкого топлива на газообразное и обратно.
5,9. ЛАБОРАТОРНЫЙ КОНТРОЛЬ ПРОИЗВОДСТВА
Объем аналитического контроля. Для обеспечения нормальной эксплуатации НПЗ и НХЗ важное значение имеет своевременный и правильный аналитический контроль производства. Объем аналитического контроля при проектировании заводов определяется на основании разделов «Аналитический контроль производства», содержащихся в проектах технологических установок и технологических регламентах, выдаваемых для проектирования научно-исследовательскими институтами. Аналитический контроль осуществляется с применением поточных анализаторов качества и посредством лабораторных анализов.
Поточные анализаторы качества рекомендуется устанавливать прежде всего на технологических потоках,, направляемых на компаундирование, и потоках с неуправляемыми технологическими параметрами. Подбор поточных анализаторов качества производится по номенклатурным перечням НПО «Нефтехимавтоматика» и каталогам заводов-изготовителей Министерства приборостроения, средств автоматизации и систем управления (Минприбора) СССР. В процессе проектирования необходимо тщательно контролировать, налажен ли серийный выпуск выбранных анализаторов качества и обеспечивают ли они требуемую точность измерений.
Организация лабораторного контроля. Для осуществления повседневного лабораторного аналитического контроля на предпри-
ятиях нефтеперерабатывающей и нефтехимической промышленности предусматриваются специализированные подразделения, которые подчиняются главному инженеру производственного объединения (завода), а в 'части функций отдела технического контроля (ОТК) — директору предприятия. На подразделения лабораторного аналитического контроля возлагается • контроль качества сырья, полуфабрикатов, материалов, готовой продукции, контроль воздушной среды и сточных вод.
На предприятиях, строившихся в 1940—50-х годах, предусматривались контрольные лаборатории для каждого цеха, и, кроме того, товарные (на товарно-сырьевой базе) и центральные лаборатории. Позднее вместо цеховых лабораторий проектировались контрольные лаборатории для отдельных блоков (топливного, масляного) при сохранении товарных и центральных лабораторий.
В связи с широким внедрением поточных анализаторов качества количестао лабораторных анализов заметно сократилось; и это позволило упростить структуру подразделений лабораторного контроля. На крупных нефтеперерабатывающих и нефтехимических производственных объединениях рекомендуется предусматривать две лаборатории: 1) лабораторию технического контроля (ЛТК), выполняющую функции лабораторного аналитического контроля -производства и функции ОТК в части готовой продукции, и 2) центральную лабораторию, выполняющую опытно-исследовательские работы и методическое руководство ЛТК. На средних и небольших НПЗ и НХЗ создается центральная заводская лаборатория (ЦЗЛ), которая осуществляет функции лабораторного контроля производ-стра, ОТК и ведет в,небольшом объеме исследовательские работы. В зависимости от выполняемых функций в состав ЛТК и ЦЗЛ -включают следующие -лаборатории (группы): контрольные, товарные, газохроматографическую, газокаталитическую, моторных испытаний, санитарную аналитическую и др.
Для ЛТК и ЦЗЛ. рекомендуется проектировать не более одного здания; в отдельных случаях допускается размещать лаборатории, входящие в состав ЛТК в нескольких зданиях с учетом территориального расположения-обслуживаемых объектов.
Отбор проб. Точки отбора проб должны быть определены в проектах технологических установок и объектов общезаводского хозяйства. Отбор проб товарной продукции осуществляется пробо-
ТАБЛИЦА 5.4., Форма задания на
Контроль Продукты, параметры среды место агоегат- в месте отбора состав смеси Л по пор. подвергаемые место агрегат- г в месте отбора анализ отбора ное пробы, % ' проб состояние давление, темпера- (масс.) или МПа тура, °С «/о (об.) 12 3 4 5 6 7 П р в м е ч а н и е. Графы 11—14 заполняются только для товарно-сырьевых складов |
отборщицей лаборатории. Пробы текущей продукции отбираются в соответствии с графиком аналитического контроля оператором технологического объекта и собираются на границе установки в специальном шкафчике.
Доставка проб в лабораторию осуществляется автотранспортом, курсирующим по специальному графику.
, Проектирование заводских лабораторий. Разработка проектов лабораторий нефтеперерабатывающих и нефтехимических. предприятий ведется специализированными проектными организациями на основании заданий, основным из которых является технологическое задание на проектирование аналитического контроля производства (табл. 5.4). В задании на проектирование лаборатории институт-генпроектировщик завода отражает также необходимые сведения, связанные с обеспечением лаборатории энергоресурсами, азотом, воздухом, топливным газом. К заданию должна быть приложена выкопировка из генплана с указанием места размещения лаборатории. Необходимо, чтобы в районе размещения отсутствовали производственный шум и вибрация, было сведено к минимуму количество вредных выбросов от других производств.
Автор проекта лаборатории в свою очередь подготавливает и выдает генпроектировщику задание,-в котором отражаются требования по организации на НПЗ и НХЗ службы ведомственного метрологического надзора, а также указывается необходимый объем ремонтных и транспортных служб,4 используемых для обеспечения эксплуатации лабораторий.
Проектирование лабораторий для НПЗ и НХЗ ведётся ,в соответствии с «Указаниями по проектированию лабораторий нефтеперерабатывающих и нефтехимических предприятий» и.«Инструкцией по проектированию зданий и .сооружений научно-исследова-. тельских учреждений. СН 495—77»;
Помещения лабораторий на НПЗ и НХЗ компонуются по функциональным и эксплуатационным признакам в отдельные зоны здания или отдельные блоки: блок лабораторных помещений, административный блок, блок экспериментальных мастерских, стеклодувная", блок моторных испытаний, санитарно-бытовой блок.
В блоке лабораторных помещений размещаются: лаборатории общего назначения; специальные лаборатории (спектральная, хро-матографическая, -лаборатория для работы с ртутью); весовые.
проектирование аналитического контроля
производства Контроль товарно-сырьевой продукции наименование - - ' анализа, реко- число "Р00 количе- Дополни-мендуемый метод ГОСТ, ство вид упа- размер тельные аНзаирИуеамыйНнЛаИ" - ™ » ™л. ковки партии сведения потоке показа- в сутки в смену тыс. т тель) 8 9 10 Ц 12 13 14 15 я цехов, отпускающих готовую продукцию потребителю. |
ТАБЛИЦА 5.5. Рекомендации по способам
Внутрицеховые трубопроводы подземно наземно _ в непроходных Транспортируемая среда „епосоед- каналах на вы,0 ИсЦиСрсД" На ВЫиО" дд ЭСТЭ™ ственно ' ких кэдзх в грунте необогре- обогре- опарах ваемых ваемых Нефть и нефтепродукты застывающие ниже — 35°С — — — 4- -t- застывающие от 0°С до + + — 4- + ' — 35°С застывающие выше 0°С с вязкостью не выше 20 сСт при 50°С для нагнетательных ли- — — — 4- 4-4- 4-4-4- НИИ для всасывающих линий — ' — — 4-44- 4- 4- 4- застывающие выше 0°С . , с вязкостью выше 20сСт при 50°С для нагнетательных ли- — — — 4-4-4- + + + НИИ для всасывающих линий — — — + + +•+ + + ; Жидкие газы: углеводородные • для нагнетательных ли- — — — +++ + + + НИИ '' ' для всасывающих линий — — — + + + ++ + аммиак — — — -1- + • Жидкие реагенты: , серная кислота - — — — + + ++ + + едкий натр, сода и ' — + + + + + + + + + + другие водные растворы фенол — — . ++'+++ + + бензол — — . + ++++ + +' толуол, метилэтилкетон — — — + + |
прокладки технологических трубопроводов
Межцеховые трубопроводы подземно наземно в непроходных _ каналах Примечания непосред- каналах на низких на высо- на 9Ста. ственно ких опорах калах в грунте необогре- обогре- опорах ваемых ваемых + + — + + + + + — + ,+ + При необходимости с изоляцией и обогревом — — — + + + + + + + + + — +-H- . + +++ — — — - - + + + + + + + + + — + + + +++ +++ — — .- - - 4-++ +++ + + + + — - + + + + + + ++ + — — — + + + - / — - - +++ +++ Н-+ + — + + + , + + + + +4-+ + + + — + + + + + + + + + + + + + — . +++ + + + + +++ ++ + + — — Ч- + + В грунте — только приемные линии |
|
|
Внутрицеховые трубопроводы подземно иаземно Транспортируемая среда . . в некпаЈ°*°;!НЬ1Х ' V непосрел- каналах. на высо- _ „а эста-ственно ----- -------------- • ----------- ких в грунте необогре- обогре- опорах кадах ваемых васмых 'азы. воздух: углеводородный- газ неосу- ~ — — — + ++ + + + шейный углеводородный газ сухой . — — , — ^ .+ инертный газ " - — — — + + сероводород " — — — + + + -)- + + ВОДОРОД — — — -(- + факельные линии, , -г- — — + + + +-К+- аР ' • , ++ ++ ++ ++ ++ • онденсат, горячая вода: ' ' от потребителей пара до -*-+ ++ ++ ++ + + конденсатоотводчиков •••-.' от конденсатоотводчиков ' +' + -f Ц- + до узлов захолаживания W от насосов (напорные ли- ++ +-(- ++ .}.+ ..+ + нии) , -•-'•• горячая вода -М- ++ ++ ++ + + химически очищенная вода + + + -t + • -f- + -K++-f-аварийных трубопроводах: ' температура продукта + — ~ — — __ до 250°С температура продукта ниже — ++ — — — 25(ГС . . ' Условные обозначения: — ае применять; + применять без изоляции и обогрева; ++ применять с тепло- |
|
|
' ________ _^_^__ Межцеховые трубопроводы подземно лаземно " "е"Р°ХО"Ш Примечания непосред- каналах ^ ^^ нз высо. ^ ^ ственно кнх в грунте необогре- обогре- опорах опорах ***** вземых ваемых ; + - ' .- +++ +++ +++ + — - +++ +++ +++ + — - + + - +•. -. — — - +++ +++ +++ - • - +•+•+.--- - . — +++ +++ +++ '++.++ +'+ -f-+ ++ 4- + + + ++ ++ ++ ,+ + ++ Наземно — при наличии избыточного давления + + + -г- + -f - ++ ++ ++ +++++ + + + . +-f ++ ++ ++ ++. + + + + . -f _ +++ -)- + + +++ - .' . Ч v ,_ ;- 1++. • _ . •_ _ _ . • . ' х " -/ изоляцией; -(--f-f- применять с теплоизоляцией и обогревом. |
||
Лаборатории оснащаются вытяжными шкафами, лабораторными столами, универсальными стендами, моечными раковинами. К лабораторным столам подводятся сжатый воздух, азот, топливный газ, вода, электропитание.
В состав лаборатории включаются также расходные склады: помещения для хранения проб, легковоспламеняющихся и горючих жидкостей; расходный склад кислот и щелочей; расходный склад реактивов.
Помещения для хранения проб, ЛВЖ и ГЖ отделяются от остальных помещений лаборатории глухой, газонепроницаемой, несгораемой стеной и оборудуются отдельным выходом наружу или в коридор через тамбур-шлюз. Эти помещения предназначаются для хранения в течение суток рабочих проб и для хранения 2-3-су-точного запаса используемых в лаборатории ЛВЖ, ГЖ и горючих газов.
Склады реактивов, кислот и щелочи размещают в первом этаже лабораторного .корпуса.
При разработке проектов общезаводского хозяйства нужно предусматривать централизованное снабжение лабораторий топливным газом, азотом и воздухом.
6.10. ТЕХНОЛОГИЧЕСКИЕ ТРУБОПРОВОДЫ
При помощи технологических трубопроводов осуществляется транспортирование по территории НПЗ и НХЗ жидких и газообразных продуктов. Заводские трубопроводы подразделяются на внутри- и межцеховые. Внутрицеховые трубопроводы служат для связи между отдельными аппаратами, насосами, компрессорами, расположенными внутри установки или объекта общезаводского хозяйства. С помощью межцеховых трубопроводов осуществляется связь между технологическими установками, резервуарными парками, общезаводскими насосными и т. д.
При проектировании внутри- и межцеховых трубопроводов проектировщики-технологи определяют с помощью расчетов диаметры труб и величину гидравлических сопротивлений, подготавливают рекомендации по способам прокладки трубопроводов и необходимости их изоляции. В обязанности проектировщика-монтажника входит механический расчет трубопроводов," выбор труб, соединительных устройств и арматуры для трубопроводов по каталогам и стандартам, разработка монтажных чертежей прокладки трубопроводов.
Для прокладки трубопроводов используются наземный и подземный способы. При наземной прокладке трубопроводы размещаются на низких опорах или на многоярусных эстакадах, при подземной — в каналах и непосредственно в грунте (бес-канальная прокладка). Срок службы наземных трубопроводов примерно в 2,5 раза больше, чем подземных; поэтому всюду, где это возможно, рекомендуется применять наземную прокладку тру-
fбопроводов. В табл. 5.5 приводятся полученные на основании опыта
* эксплуатации действующих НПЗ и НХЗ рекомендации по способам прокладки внутрицеховых и межцеховых трубопроводов.