

7 Характеристика способа крепления низа обуви
В настоящее время широкое применение находит клеевой метод крепления низа обуви. Он имеет ряд преимуществ по сравнению с другими методами.
Во-первых, обувь клеевого метода крепления обладает наименьшей жесткостью. Ведь чем выше жесткость, тем больше усилие стопы для изгибания при ходьбе, тем больше срок приформовываемости обуви в процессе носки.
Во-вторых, клеевой метод крепления способствует снижению массы обуви. Это объясняется тем, что скрепление деталей происходит по поверхности, а не через толщу скрепляемых материалов. Поэтому можно применять более тонкие материалы.
В-третьих, этот метод более герметичен по сравнению с другими. Он препятствует попаданию влаги, так как материалы не имеют проколов.
Клеевой метод крепления обладает наименьшей трудоемкостью и материалоемкостью. Его применение позволяет автоматизировать технологический процесс, что значительно повышает производительность труда.
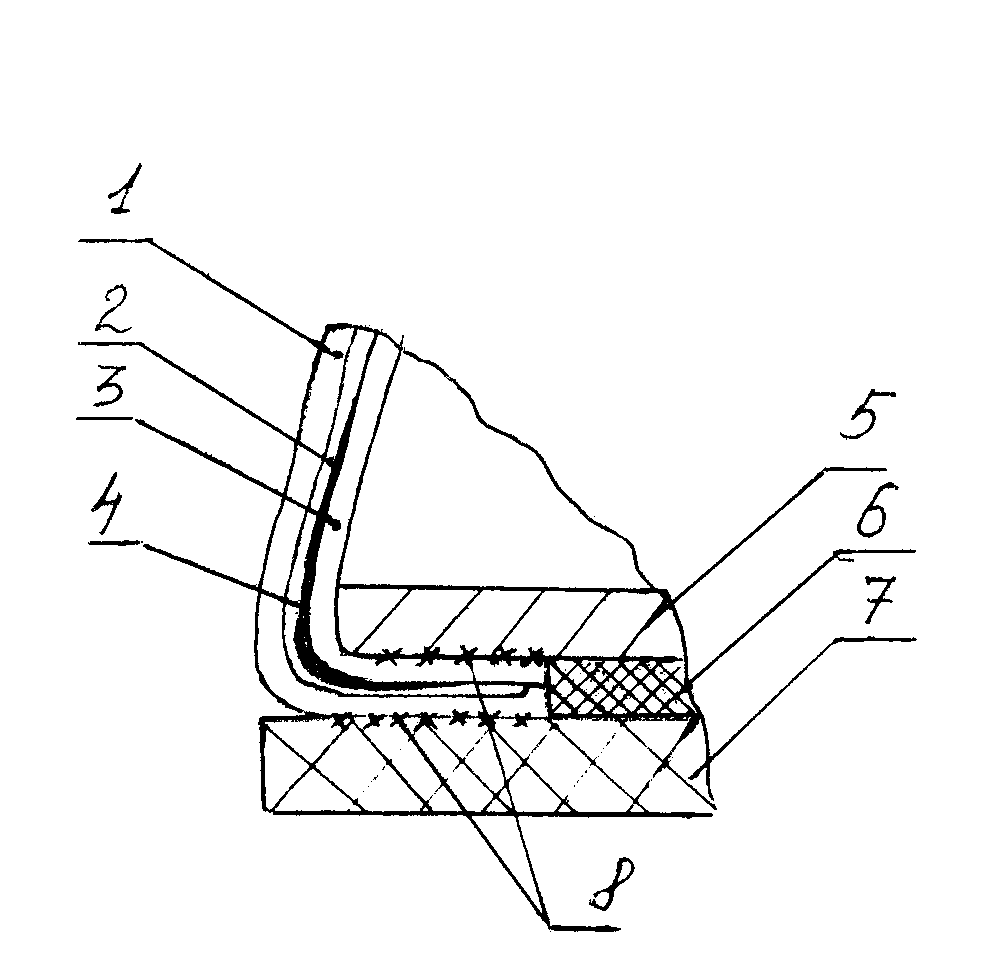
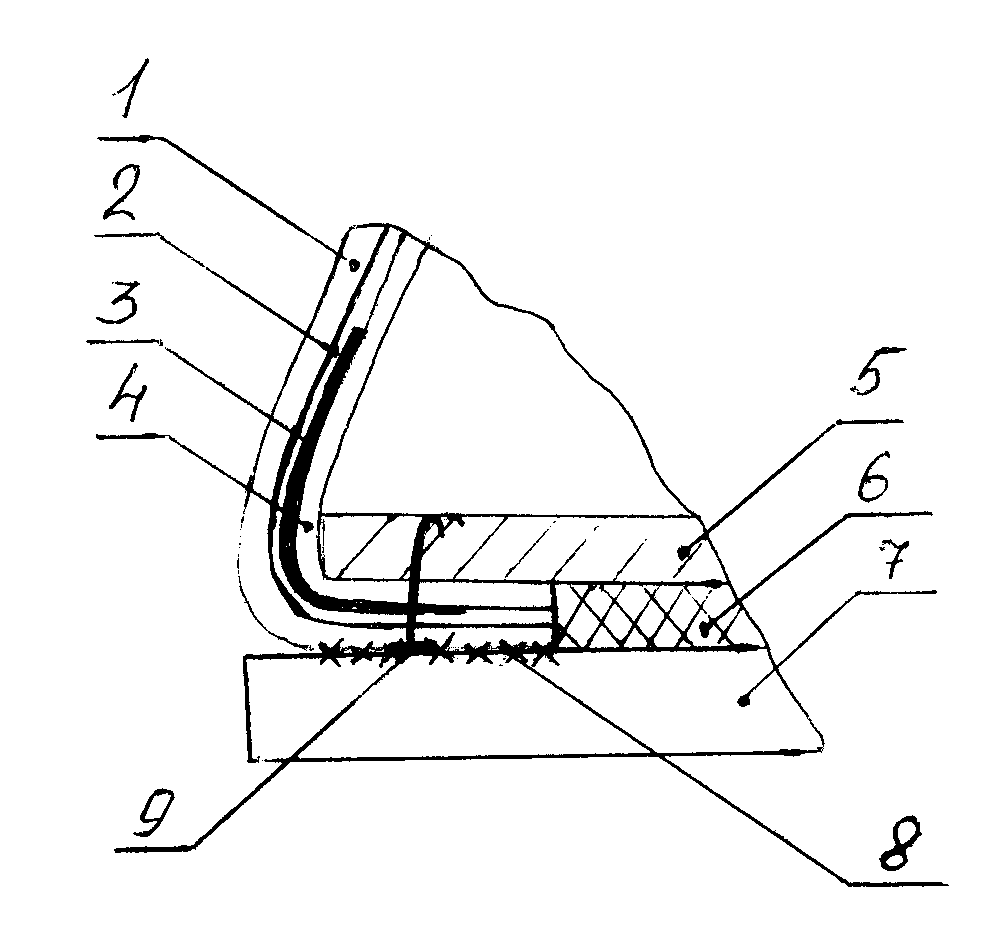
Данный метод крепления показан в разрезах носочной и пяточной частей на рис. 7.1 а и б.
а
б
Рисунок 7.1. – Сечения в носочной и
пяточной частях клеевого
метода крепления
1 – верх обуви;
2 – межподкладка;
3 – подкладка
4 – подносок;
5 – основная стелька;
6 – простилка;
7 – подошва;
8 – клеевой шов.
1 – верх обуви;
2 – межподкладка;
3 – задник;
4 – подкладка;
5 – основная стелька;
6 – простилка;
7 – подошва;
8 – клеевой шов;
9 – текс.
8 Составление схем сборки заготовки и обуви
Разработка технологического процесса сборки заготовки и обуви
Схема сборки заготовки и обуви представлены на рисунке 8.1 и 8.2. Разработанная технология сборки заготовки и обуви сводится в таблицу 8.1 и 8.2.
Таблица 8.1 – Технологический процесс сборки заготовки
№ п/п |
Наименование операции |
Способ работы |
Тип оборудования |
Вспомогательные материалы |
1 |
2 |
3 |
4 |
5 |
1 |
Запуск края на конвейер |
р |
КЗЛА-О |
|
2 |
Наклеивание межподкладки на детали верха |
м
|
ДВ 2-О |
|
3 |
Отметка линий для декоративной строчки и пристрачивания чпр |
р |
Лекала |
Стержень |
4 |
Декоративная строчка на обсоюзке |
м
|
1243 «pfaff» |
Иглы134LLCR-80, нитки 380Л-150ЛХ |
5 |
Настрачивание овальной вставки на обсоюзку двухрядной строчкой |
м |
418-45/12 «pfaff» |
иглы 0319 № 100, 110, нитки 70 ЛХ |
6 |
Намазка клеем, склеивание ремня с подкладкой |
р |
Ёмкость с клеем, кисть |
Клей НК 8-10% |
7 |
Строчка канта ремня двумя строчками с обрезкой кожподкладки |
м |
Minerva 72415 |
иглы 134PCL-80(90,100), нитки 70 Л/70ЛЛ |
8 |
Пристрачивание чпр к обсоюзке |
м
|
1243 «pfaff» |
Иглы134LLCR-80, нитки 380Л-150ЛХ |
9 |
Пристрачивание пряжки к обсоюзке |
м
|
418-45/12 «pfaff» |
иглы 0319 № 100, 110, нитки 70 ЛХ |
Продолжение таблицы 8.1
1 |
2
|
3 |
4 |
5 |
10 |
Настрачивание задинки на обсоюзку
|
м
|
483G «pfaff» |
иглы 0319 № 90, нитки 70Л/70ЛЛ |
11 |
Сострачивание подкладки под берцы настрочным швом |
м
|
330-8 |
иглы 0319 № 90, нитки 70ЛЛ/70ЛЛ |
12 |
Сострачивание кожподкладки под союзку с текстильной подкладкой под союзку |
м |
330-8 |
иглы 0319 № 90, нитки 70ЛЛ/70ЛЛ
|
13 |
Сострачивание подкладки под берцы с подкладкой под союзку
|
м |
471 «pfaff» |
иглы 0319 № 90, нитки 70Л/70ЛЛ |
14 |
Сострачивание верха с подкладкой по верхнему канту под выворотный шов
|
м |
491«pfaff» |
134KKS-90, 65ЛХ/65ЛХ |
15 |
Намазка клеем узлов верха и подкладки, поролона.Сушка |
р |
стол СТ-Б с выт., ёмкость с клеем
|
Клей НК 8-10% |
16 |
Околачивание, вклеивание поролона, выворачивание, околачивание
|
р |
СТ-Б |
молоток |
17 |
Строчка канта заготовок |
м |
491«pfaff» |
134LL-110, 86/70ЛЛ
|
18 |
Застёгивание чпр
|
р |
СТ-Б
|
|
19 |
Чистка и комплектовка
|
р |
СТ-Б |
Ветошь, резинка
|
Таблица 8.2 – Технологический процесс сборки туфель дошкольных
№ п\п |
Наименование технологических операций |
Способ работы |
Тип оборудования |
Вспомогательные материалы |
1 |
2 |
3 |
4 |
5 |
1 |
Увлажнение заготовок, подбор колодок |
м/р |
УУЗ, бункер для колодок |
|
2 |
Прикрепление стелек к колодкам, намазка колодок тальком |
м |
ППС-С |
Скобовытаскиватель,текс, проволока скобочная 1,07х0,63мм |
3 |
Вклеивание задников |
р |
Стол с выт |
Клей латексный ЛНТ-1 |
4 |
Предварительное формование пяточной части заготовок, околачивание |
м |
Маш 02162/Р2 |
Молоток из ПВХ |
5 |
Активация, вставка и приклеивание подносков
|
м/р |
Интегрированное рабочее место |
|
6 |
Расправка подкладки, пристрачивание подкладки под союзку к верху с одновременным пристрачиванием подноска |
м |
330-8кл. |
Иглы 0319-33 №120, нитки 70 ЛЛ |
7 |
Обтяжка и клеевая затяжка носочно-пучковой части заготовок. Увлажнение носочно-пучковой части в термостате – увлажнителе. |
м |
Cerim-К 78, ТУВ-О |
Клещи, клей-расплав |
8 |
Установка заднего шва и крыльев задника на 2 текса |
р |
СТ-Б со штуцером |
Клещи затяжные, Текс ручной№9 |
9 |
Затяжка пяточно-геленочной части заготовок, околачивание |
м |
Cerim К-24SZ, |
кусачки, клещи, текс автоматный №9, клей-расплав. |
Продолжение таблицы 8.2
|
||||
1 |
2 |
3 |
4 |
5 |
10 |
Горячее формирование следа обуви, околачивание, ВТО
|
м/р |
ПФПН-1-0 333-Е |
молоток
|
11 |
Удаление временных крепителей |
р |
СТ-Б |
Скобовытаскиватель |
12 |
Обрезка излишков затяжной кромки. Взъерошивание затяжной кромки. |
м/р |
МВК-1-0 |
провол. щетка, шлиф. шкурка |
13 |
1-я намазка клеем затяжной кромки, удаление подтеков клея по всему периметру. Сушка |
р |
СОВ-1 |
Емкость для клея, клей ПУ 12-14% |
14 |
2-я намазка клеем затяжной кромки, удаление подтеков клея по всему периметру. Сушка |
р |
СОВ-1 |
Емкость для клея, клей ПУ 20-22% |
15 |
Простилание следа обуви |
р |
Стол с вытяжкой |
Кисть, сосуд,клей НК 8-10% |
16 |
Химическая обработка подошв |
р |
СОВ-1 |
Кисть, р-р дихлорамина или этилацетат |
17 |
1-я намазка подошв клеем, удаление подтёков, сушка. |
р |
СОВ-1 |
Емкость для клея, кисть, клей ПУ 12-14% |
18 |
2-я намазка подошв клеем, удаление подтёков. Сушка |
р |
СОВ-1 |
Емкость для клея, кисть, клей ПУ 20-22% |
19 |
Активация клеевых плёнок, приклеивание подошв с выдержкой, Выстой обуви.
|
м |
ППГ-4-0, ТА-О |
Тупой нож |
Продолжение таблицы 8.2
|
||||
1 |
2 |
3 |
4 |
5 |
20 |
Снятие обуви с колодок с расстёгиванием обуви. Проверка и чистка гвоздей внутри обуви
|
м/р |
ОКБ-1-0
|
нож, кусачки, молоток |
21 |
Утюжка обуви, заделка механических повреждений верха обуви и подкладки |
р |
Стол с вытяжкой, электроутюг |
Клей АГО |
22 |
Вклеивание вкладной стельки |
р |
Стеллаж, стол с вытяжкой |
Ёмкость с клеем, кисть, клей НТ 18-20% |
23 |
Чистка обуви |
м/р |
Стол с вытяжкой, ХПП-3-0. |
Ёмкость, тампон, нефрас, спирт, вода |
24 |
Ретуширование верха обуви, сушка. |
р |
Стол с вытяжкой |
кисть, сосуд для краски, нитрокраска |
25 |
Аппретирование верха обуви |
м |
АК-1-О |
Аппретура |
Рисунок 8.1 – Схема сборки заготовки верха

Рисунок 8.2 – Схема сборки обуви
Технологические карты по сборке заготовки
|
|||||||||||
Операция № 2 |
Наклеивание межподкладки на детали верха |
||||||||||
|
Время прессования 5-6 сек. Температура 120 ºC
|
||||||||||
ДВ-2-0 |
|
|
|||||||||
Операция № 3 |
Отметка линий для декоративной строчки и пристрачивания чпр |
||||||||||
|
|
||||||||||
СТ-Б |
лекала |
стержень |
|||||||||
Операция № 4 |
Декоративная строчка на обсоюзке |
||||||||||
|
Строчка по отметке, частота 4 ст/см |
||||||||||
1243 «PFAFF» |
иглы 134LLCR-80 |
нитки 380Л-150ЛХ |
|||||||||
Операция № 5 |
Настрачивание овальной вставки на обсоюзку двухрядной строчкой |
||||||||||
|
частота строчки 4 ст/см |
||||||||||
418-45/12 |
иглы 0319 № 100, 110 |
нитки 70 ЛХ |
|||||||||
Операция № 6 |
Намазка клеем, склеивание ремня с подкладкой под ремень |
||||||||||
|
|
||||||||||
СТ-Б с выт. |
Ёмкость с клеем, кисть |
Клеё НК 8-10% |
|||||||||
Операция № 7 |
Строчка канта ремня с обрезкой кожподкладки |
||||||||||
|
частота строчки 5 – 6 стежков на 1 см,
|
||||||||||
Minerva 72415 |
иглы 134PCL-80(90,100) |
нитки 70 Л/70ЛЛ |
|||||||||
Операция № 8 |
Пристрачивание чпр к обсоюзке |
||||||||||
|
частота строчки 5 – 6 стежков на 1 см.
|
||||||||||
1243 «pfaff» |
Иглы134LLCR-80 |
нитки 380Л-150ЛХ |
|||||||||
Операция № 9 |
Пристрачивание пряжки к обсоюзке |
||||||||||
|
частота строчки 5 – 6 стежков на 1см.
|
||||||||||
418-45/12 «pfaff» |
иглы 0319 № 100, 110 |
нитки 70Л/70ЛЛ |
|||||||||
Операция № 10 |
Настрачивание задинки на обсоюзку
|
||||||||||
|
частота строчки 5 стежков на 1 см.
|
||||||||||
483G «pfaff». |
иглы 0319 № 90 |
нитки 70Л/70ЛЛ |
|||||||||
Операция № 11 |
Сострачивание подкладки под берцы настрочным швом |
||||||||||
|
частота строчки 5 стежков на 1 см
|
||||||||||
330-8 кл. |
иглы 0319 № 90
|
нитки 70ЛЛ/70ЛЛ |
|||||||||
Операция № 12 |
Сострачивание кожподкладки под союзку с текстильной подкладкой под союзку |
||||||||||
|
частота строчки 5 стежков на 1 см
|
||||||||||
330-8 кл. |
иглы 0319 № 90 |
нитки 70ЛЛ/70ЛЛ |
|||||||||
Операция № 13 |
Сострачивание подкладки под берцы с подкладкой под союзку |
||||||||||
|
частота строчки 5 стежков на 1 см
|
||||||||||
471 «pfaff» |
иглы 0319 № 90 |
нитки 70Л/70ЛЛ |
|||||||||
Операция № 14 |
Сострачивание верха с подкладкой по верхнему канту под выворотный шов
|
||||||||||
частота строчки 4 ст/см.
|
|||||||||||
491«pfaff» |
134KKS-90, |
65ЛХ/65ЛХ |
|||||||||
Операция № 15 |
Намазка клеем узлов верха и подкладки, поролона. Сушка |
||||||||||
|
сушка 10мин. |
||||||||||
стол СТ-Б с выт. |
ёмкость с клеем
|
Клей НК 8-10% |
|||||||||
Операция № 16 |
Околачивание, вклеивание поролона, выворачивание, околачивание
|
||||||||||
Верхний кант околотить, приклеить поролон, вывернуть, затем снова околотить. Подкладку по канту перегнуть на 1,0 мм
|
|||||||||||
стол СТ – Б |
Молоток
|
– |
|||||||||
Операция № 17 |
Строчка канта заготовок |
||||||||||
|
частота строчки 5 стежков на 1 см
|
||||||||||
491«pfaff» |
134LL-110 |
86/70ЛЛ
|
|||||||||
Операция № 18 |
Застёгивание чпр
|
||||||||||
|
|
||||||||||
СТ-Б |
– |
|
|||||||||
Операция № 19 |
Чистка и комплектовка заготовок |
||||||||||
Заготовки подбирают по размерам и попарно связывают в пачки. На наружных и внутренних деталях заготовок верха не должно быть пятен, остатков клея
|
|||||||||||
стол СТ – Б |
ветошь, сосуд для жидкости |
смывочная жидкость, резинки из натур. каучука |
|||||||||
Технологические карты по сборке обуви |
|||||||||
Операция № 7 |
Обтяжка и затяжка носочно-пучковой части |
||||||||
Температура нагрева клея составляет 250ºС. Температура пластин 60-120ºС. Время 5-7с
|
|
||||||||
Gerim K-78 |
Клещи, отвёртка, обжимная форма, формующие пластины |
Клей-расплав полиэфирный прутковый «Fortester F190» |
|||||||
Операция № 8 |
Установка заднего шва и крыльев задника на 2 текса |
||||||||
|
|
||||||||
СТ-Б со штуцером |
Клещи затяжные |
Текс ручной № 9 |
|||||||
Операция № 9 |
Затяжка пяточно-геленочной части заготовок, околачивание |
||||||||
Температура разогрева клея-расплава 210-230ºС.
|
|
||||||||
Cerim K24SZ |
Затяжные клещи |
Клей полиамидный прутковый «Termostrang-2143», текс автоматный №9 |
|||||||
Операция № 10 |
Горячее формование следа обуви, околачивание, ВТО
|
||||||||
. Время формования 15-20с, температура матриц 90-120˚С, давление 0,4 МПА.
Температура во влажной зоне 65˚С, Относительная влажность 100%, время 45-60с, охлаждается на транспортёре до температуры окружающей среды
|
|
||||||||
ПФПН-1-0 333-Е |
Молоток |
|
|||||||