

Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Санкт-Петербургский государственный политехнический университет»
Механико-машиностроительный факультет
Кафедра «Технология конструкционных материалов»
Курсовая работа
Дисциплина: Технология и организация производства продукции и услуг
Тема: Разработка технологии и организации производства литого изделия
Выполнил: студент гр. 3049/1 Кондратьева Е.В.
Руководитель ст. преподаватель Фоломкин А.И.
«____»_____________2012г.
Санкт-Петербург
2012
Содержание
Введение |
3 |
1. Исходные данные |
4 |
2. Выбор вида отливки детали |
5 |
3. Выбор сплава и его характеристики |
6 |
4. Выбор положения отливки в форме |
7 |
5. Анализ технологичности детали, изменение ее конструкции |
9 |
5.1 Оформление внешних поверхностей литых деталей |
9 |
5.2 Оформление внутренних полостей отливок |
10 |
5.3 Выбор толщины стенок и способа их сопряжения |
10 |
6. Расчет размеров модели, отливки и стержневых ящиков |
13 |
7. Разработка конструкции стержневого ящика |
15 |
8. Разработка чертежа технологичной детали |
16 |
9. Расчет литниковой системы |
17 |
10. Проектирование модели |
20 |
Заключение |
21 |
Список литературы |
22 |
Введение
Литейное производство занимает ведущее положение в производстве заготовок на машиностроительных заводах вследствие малой себестоимости отливок и высокой универсальности литья. Этот способ применяют для изделий практически любой конструктивной сложности, из различных сплавов, любой массы, при небольших объемах механической обработки.
Отливки получают в разовых песчаных, металлических и в оболочковых формах, литьем под давлением, по выплавляемым моделям и другими способами. Наиболее широко используют литье в песчаные формы.
Работоспособность литой детали, величина затрат на производстве заготовок зависит во многом от того, насколько полно учтены все особенности и технологические возможности выбранного способа литья.
К недостаткам литейного производства можно отнести тяжелые условия труда, за исключением специальных методов литья, а также технологические трудности при производстве тяжелонагруженных деталей ответственного назначения.
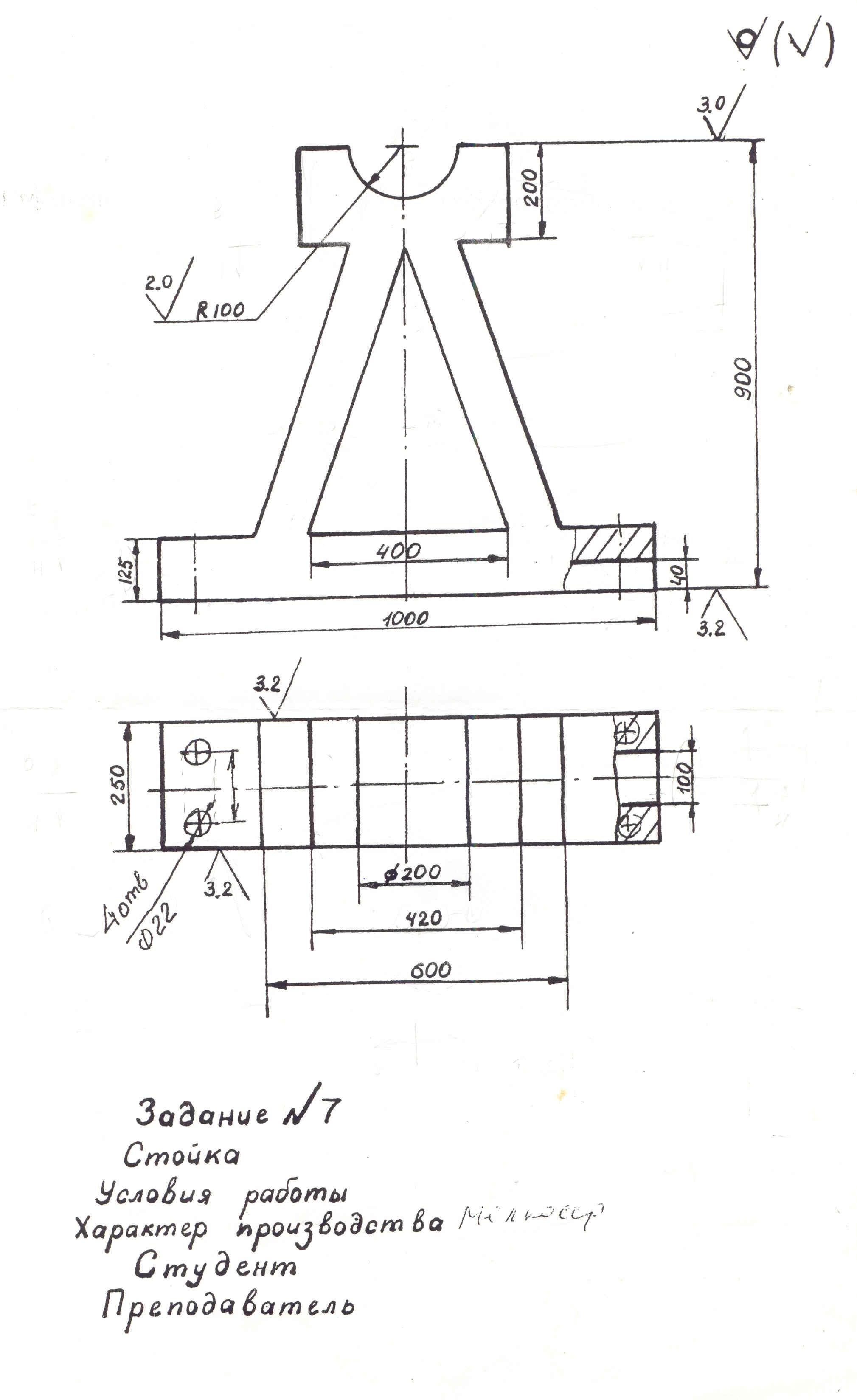
1 Исходные данные
2 Выбор способа получения отливки детали
Для данной заготовки применение специальных видов литья нецелесообразно из-за увеличения себестоимости, поэтому выбираем наиболее распространенный способ – литье в песчано-глинистые формы, т.к. оно позволяет получать отливки из любых сплавов, любых размеров, различной конфигурации и сложности. Литье в песчаные формы применяют как в единичном, так и в серийном и массовом производстве. Себестоимость таких заготовок невысокая.
3 Выбор сплава и его характеристики
Сплав должен обеспечивать механические свойства, необходимые для условий работы детали, быть по возможности дешевым и иметь высокие технологические свойства.
Исходя из заданных условий работы (динамические нагрузки) целесообразно выбрать углеродистую сталь, т.к. она обладает требуемыми свойствами. Выбираем сталь углеродистую литейную 30Л ГОСТ 977-88.
Сталь содержит 0.3% углерода, имеет низкую жидкотекучесть. Механические свойства:
В=471 МПа, 0.2 =255 МПа, = 17%, KCU = 343 кДЖ/м2.