

Тема 4-Управление качеством
205
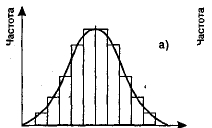
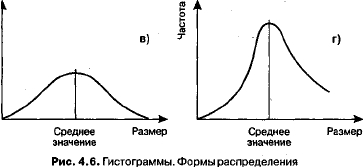
дианы). Гистограмма характеризует нормальность распределения. Рас-
пределения могут быть нормальными (рис. 4.6, а), островершинными
(рис. 4.6, б), плосковершинными (рис. 4.6, в), смещенными влево или
вправо относительно центра (рис. 4.6, г). Для оценки гистограммы при-
меняются следующие критерии: среднеквадратическое отклонение,
коэффициенты вариации, корреляции, асимметрии, эксцесса, критерии
Фишера, Стьюдента и др. (подробнее см. учебник автора по управлен-
ческим решениям1. На рис. 4.6, а и 6 технологические процессы проте-
кают нормально, система «станок — приспособление — инструмент —
деталь» отлаженная, на рис. 4.6, в и г эта система требует отладки.
б)
Среднее
значение
Размер
Среднее
значение
Размер
Временной ряд (линейный график) применяется, когда требуется
самым простым способом представить ход процесса во времени, сте-
пень отклонения размера от средней линии. Более совершенной фор-
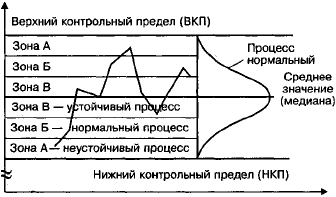
мой временного ряда является контрольная карта (рис. 4.7). Анализ
рисунка показывает, что в целом процесс протекает нормально, но не
Фатхутдинов Р. А. Управленческие решения: Учебник. 5-е изд., перераб.
и
доп. - М.: ИНФРА-М, 2002.

![]()
206
Р. А. Фатхутдинов. Производственный менеджмент
лучшим образом, так как имеются резкие изменения контрольных раз-
меров. Следует отладить систему «станок — приспособление — инст-
румент — деталь», с тем чтобы исключить размеры в зоне А.
Измеряемая
величина
Время
Рис. 4.7. Контрольная карта
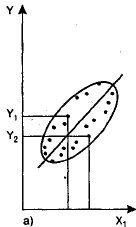
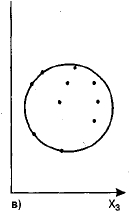
Для установления силы влияния (корреляции) одного фактора на
другой и направленности взаимодействия строят корреляционные по-
ля (диаграммы рассеяния) — рис. 4.8.
Y А
Y А
Рис.
4.8. Корреляционные поля (диаграммы
рассеяния)

Тема 4. Управление качеством
207
Анализ рисунка показывает, что связь между Х1 и Y тесная, прямоли-
нейная, между Х2 и Y — тесная, гиперболическая, а между Х3 и Y связь
отсутствует (линию можно провести в любом направлении). Критерии
анализа приведены в учебнике автора по управленческим решениям1.
Рассмотренные инструменты повышения качества применяются на
передовых фирмах Японии, США, Германии и других промышленнораз-
витых стран. Они применялись и на оборонных предприятиях СССР.
Поэтому весьма вероятно, что борьба за конкурентоспособность, каче-
ство отечественных товаров начнется с внедрения данных (в основном
статистических) методов. Вместе с тем отметим, что рассмотренные
инструменты применяются преимущественно при контроле техноло-
гических процессов изготовления изделий обрабатывающих отраслей
промышленности. Однако качество товаров примерно на 90 % фор-
мируется не на стадии производства, а на стадиях стратегического
маркетингаиинновационногоменеджмента.Поэтомуобеспечениекон-
курентоспособности следует начинать со стадии стратегического мар-
кетинга2. Отметим, что к данной проблеме необходимо применять со-
временные научные подходы и принципы, методы и средства.
В условиях ужесточения глобальной конкуренции ведущие компа-
нии большое внимание уделяют широкому применению рассмотрен-
ных инструментов повышения качеств продукции. Одним из крите-
риев качества процессов является число сигм (табл. 4.5)3.
Таблица 4.5
Влияние воспроизводимости бизнес-процессов на конкурентоспособность
организации
Продолжение
Фатхутдинов Р. А. Управленческие решения: Учебник. 5-е изд., перераб.
и доп. - М.: ИНФРА-М, 2002.
Фатхутдинов Р. А Стратегический маркетинг: Учебник. 3-е изд., пере-
раб. и доп. - СПб.: Питер, 2003.
Щербо
Г.
У руля «Мерседеса». — Эксперт. 2003. — 21
апреля.
Количество
сигм
определяю-
щих
уровень
качества
процессов
Количество
(частота)
дефектов
на
1
млн операций,
не
более
Стоимость
низко-
го
качества, % от
объема
продаж
Уровень
конку-
рентоспособности
организации
(процесса)
6
3,4
До
10
Высший
уровень
5
233
10-15
Мировой
класс
4
6210
15-20
Средний
в отрасли
![]()
![]()
![]()
![]()
208
Р. А. фатхутдинов. Производственный менеджмент
Таблица 4.5 (продолжение)