

1.2. Система технологической подготовки производства и порядок проектирования технологических процессов
Научно-технический прогресс в современных условиях характеризуется частой сменой объектов производства, которые являются сложными комплексами, насчитывающими десятки тысяч элементов и деталей. Освоение новых образцов изделий, повышение их технических характеристик, обеспечение высокого качества на уровне лучших мировых образцов и экономической эффективности, уменьшение сроков освоения новых изделий непосредственно связаны с технологической подготовкой производства.
Технологическая подготовка производства (ТПП) — это совокупность организационно–технических мероприятий и инженерно-технических работ, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного уровня качества при установленных сроках, объемах выпуска и затратах. Для постановки на производство новых изделий на каждую тысячу деталей требуется свыше 15 тыс. единиц различной технической документации и до 5 тыс. различных видов оснастки и инструмента. Выполняют эту работу проектно-конструкторские и технологические службы предприятия, цехи машиностроительного производства и аналогичные службы предприятий-смежников.
ТПП решает следующие основные задачи (рис. 1.2): обеспечение технологичности конструкции изделий; разработка технологического процесса (маршрутно-операционного, операционного); проектирование СТО; управление процессом ТПП.

Рис. 1.2. Структурная схема ТПП
Значительный вклад в решение проблемы сокращения сроков подготовки производства внесла Единая система технологической подготовки производства, которая обобщила и регламентировала (в стандартах) с научных и методических позиций передовые инженерные решения в области ТПП. Достижению этой же цели способствует применение экономико-математических методов и средств вычислительной техники.
ЕСТПП — установленная государственными стандартами система организации и управления процессом ТПП, предусматривающая широкое применение прогрессивных унифицированных ТП, стандартной технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов, инженерно-технических и управленческих работ. Система предусматривает решение следующих основных задач:
- обеспечение технологичности конструкции изделия;
- разработка технологических процессов;
- конструирование средств технологического оснащения;
- отладка и внедрение ТП и средств технологического оснащения;
- организация линий, участков и цехов основного производства;
- организация ТПП на базе типовой схемы и типовых положений, а также ее совершенствование;
- управление процессом ТПП во взаимосвязи с другими функциональными подсистемами автоматизированной системы управления производством (АСУП).
ЕСТПП связана с другими системами стандартов и нормативных документов (рис. 1.3).
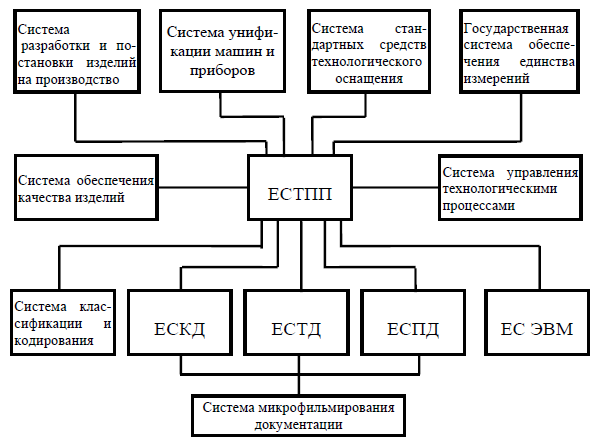
Рис. 1.3. Связи ЕСТПП с другими системами стандартов
Повышение качества принимаемых технологических решений может быть достигнуто лишь за счет технико-экономического обоснования путем рассмотрения большого числа вариантов и выбора наилучшего. Это возможно в рамках автоматизации ТПП новых изделий.
Автоматизированная система ТПП (АСТПП) — это человеко-машинная система ТПП, в основу которой положен комплекс экономико-математических методов и моделей, организационных форм, электронно-вычислительной и организационной техники с соответствующим оборудованием и программно-математическим обеспечением.
Разработка ТП осуществляется на основе ЕСТПП, которая в свою очередь включает комплекс работ, связанных с технической готовностью предприятия к выпуску нового изделия заданной программы и номенклатуры. Исходные данные для разработки ТП:
- технические условия (ТУ) на изделие;
- комплект конструкторской документации (КД) на изделие;
- программа выпуска изделия (N, шт.);
- плановые сроки освоения производства (Tпл);
- отраслевые, внутризаводские типовые ТП, руководящие технические материалы (РТМ);
- технологические классификаторы деталей, каталоги оборудования и оснастки;
- материальные и трудовые нормативы.
Проектирование ТП в соответствии с ГОСТ 14.301-83 включает ряд этапов (рис. 1.4).
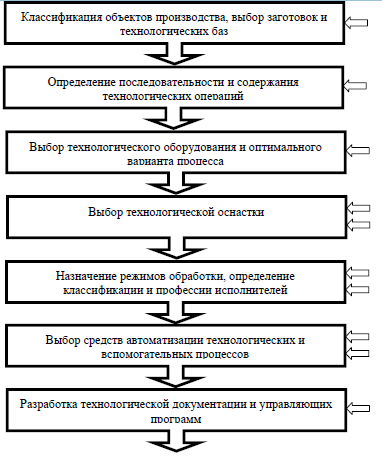
Рис. 1.4. Порядок проектирования ТП
1. Классификация объектов производства, выбор заготовок, сортамента и т. д. Для детали важно определить соотношение длины и диаметра (L/d). Если L/d = 1, то детали равноразмерные (кодируются 1), если L/d > 1, то детали стержневые (кодируются 2).
В соответствии с классификатором ЕСКД установлено 100 классов изделий. Каждый класс содержит сетку подклассов и групп, классификационные таблицы подгрупп и видов. Обозначение классификационного кода строится следующим образом:

Технологическая классификация построена как многоаспектная и является продолжением и дополнением классификации деталей по конструктивным признакам. В технологическом классификаторе (ТК) устанавливается 14-значная структура технологического кода детали, составленного из двух частей: кода классификационных группировок основных признаков (постоянная часть) и кода классификационных группировок признаков, определяющих вид детали (переменная часть). Таким образом, структура полного конструкторско-технологического кода детали, составленного из обозначения и технологического кода, имеет следующий вид:

2. Выбор технологических баз и способов фиксации деталей. Технологические базы используются в процессе изготовления для определения положения заготовки или детали при обработке относительно инструмента. При базировании соблюдают основные правила: единство конструкторских, технологических и измерительных баз; постоянство баз, т. е. использование одной и той же базы для обработки наибольшего числа поверхностей. При выборе схемы базирования детали прежде всего решают вопрос о том, каких степеней свободы должна лишиться деталь, соприкасаясь с установочными элементами приспособления, какие перемещения и повороты не отразятся на выдерживаемых размерах. Базой должна быть поверхность, от которой размер задается с наименьшим допуском.
3. Анализ типовых ТП и определение последовательности и содержания операций данного ТП (маршрут обработки или сборки). На основе анализа типовых ТП сборки блоков (ОСТ 4ГО.054.267) и перспективных ТП по научно-технической литературе разрабатывают 2 — 3 варианта маршрутной технологии, руководствуясь следующим:
- в поточном производстве разбивка процесса на операции определяется тактом выпуска, причем время выполнения каждой операции должно быть равно или кратно такту;
- предшествующие операции не должны затруднять выполнение последующих;
- на каждом рабочем месте должна выполняться однородная и технологически законченная работа;
- после наиболее ответственных операций, а также после регулировки или наладки предусматривают контрольные операции.
4. Выбор технологического оборудования для двух либо трех вариантов ТП и расчет оптимального варианта по технико-экономическим показателям (см. § 1.5).
5. Выбор средств технологического оснащения или проектирование специализированной оснастки в соответствии с РТМ, банками данных (БД).
6. Расчет режимов обработки, нормирование операций ТП, определение среднего коэффициента загрузки оборудования:
 (1.6)
(1.6)
где tо, tшт — основное и штучное время работы.
Для наглядного представления о средней загрузке оборудования на линии или участке строят графики загрузки (рис. 1.7). По горизонтальной оси графика записывают модели технологического оборудования по операциям процесса, по вертикали откладывают значения коэффициента загрузки в процентах, а также указывают среднее значение коэффициента загрузки оборудования на линии, нормативные значения которого зависят от типа производства: в массовом 0,65 < Кз.ср < 0,75, серийном 0,75 < Кз.ср < 0,85, мелкосерийном 0,8 < Кз.ср < 0,9. При низких значениях коэффициента загрузки рекомендуется загружать оборудование сборочными единицами других партий блоков.
Коэффициент использования оборудования по основному (технологическому) времени определяется как отношение основного времени То к штучному Тшт для массового типа производства или штучно-калькуляционному Тшт.к для серийного производства:
 (1.7)
(1.7)
7. Определение квалификации и профессий исполнителей по характеру выполняемой работы.
8. Выбор средств автоматизации ТП и внутрицехового транспортирования. В массовом и крупносерийном производстве применяют конвейеры различных типов, которые автоматически транспортируют изделия в места складирования. В серийном производстве используют робототехнологические комплексы (РТК) или линии (РТЛ).
9. Организация производственного участка и составление технологических планировок. В выбранном масштабе (1:50, 1:100) делают планировку будущего участка без оборудования. При этом обязательно указывают перегородки, окна, двери, колонны, вентиляционные шахты, силовые щиты энергоснабжения, противопожарные средства.
При определении места каждого производственного участка необходимо учитывать в первую очередь технологические, санитарно-гигиенические (отдаленность производственных участков от бытовых помещений), противопожарные требования и требования по взрывобезопасности (категорию помещений).
На отдельном листе в соответствии с масштабом рисуют (в плане) оборудование и рабочие места в рассчитанном количестве, затем вырезают и накладывают на планировку. Группируя оборудование и рабочие места, методом аппликаций подбирают подходящий вариант технологической планировки.
Планировку можно признать качественной, если учтены следующие требования:
- технологический поток изготовления изделий последовательный;
- все транспортно-погрузочные и складские работы входят в общий технологический поток;
- транспортно-складские работы максимально механизированы и автоматизированы;
- планировка обеспечивает сохранность материальных ценностей, а также возможность учета деталей, полуфабрикатов, готовых узлов и изделий;
- использовано перспективное и технологическое оборудование;
- капитальные затраты являются оптимальными, а окупаемость оборудования укладывается в нормативы.
10. Оформление ТД на разработанный ТП в виде комплекта документов. При серийном производстве и маршрутно-операционном типе ТП комплект ТД включает:
1) титульный лист (ГОСТ 3.1105—74);
2) ведомость технологических документов (ГОСТ 3.1122—84, формы 4 и 4а);
3) комплектовочную карту (ГОСТ 3.1123—84, формы 6 и 6а);
4) маршрутные карты (ГОСТ 3.1118—82, формы 1 и 1а);
5) ведомость оснастки (ГОСТ 3.1122—84, формы 2 и 2а);
6) ведомость операции контроля (ГОСТ 3.1105—74, форма 3).
При крупносерийном или массовом производстве и операционном типе ТП комплект ТД включает:
1) титульный лист (ГОСТ 3.1104—81);
2) ведомость технологических документов (ГОСТ 3.1122—84, формы 4 и 4а);
3) комплектовочную карту (ГОСТ 3.1123—84, формы 6 и 6а);
4) маршрутные карты (ГОСТ 3.1118—82, формы 2 и 2а);
5) операционную карту сборки (ГОСТ 3.1407—82, формы 3 и 3а или 2 и 2а);
6) карту эскизов (ГОСТ 3.1105—84, формы 7 и 7а);
7) ведомость оснастки (ГОСТ 3.1122—84, формы 3 и 3а);
8) операционную карту контроля (ГОСТ 3.1502—74).