

Ремонт маслонасосов и маслосистемы
В циркуляционных системах смазки компрессоров и насосов применяют шестеренчатые и центробежные маслонасосы.
Уменьшение создаваемого напора или прекращение подачи масла являются опасными неисправностями главных маслонасосов. Уменьшение создаваемого напора и производительности шестеренчатого насоса происходит вследствие увеличения его осевых и радиальных зазоров, повреждения зубьев шестерен.
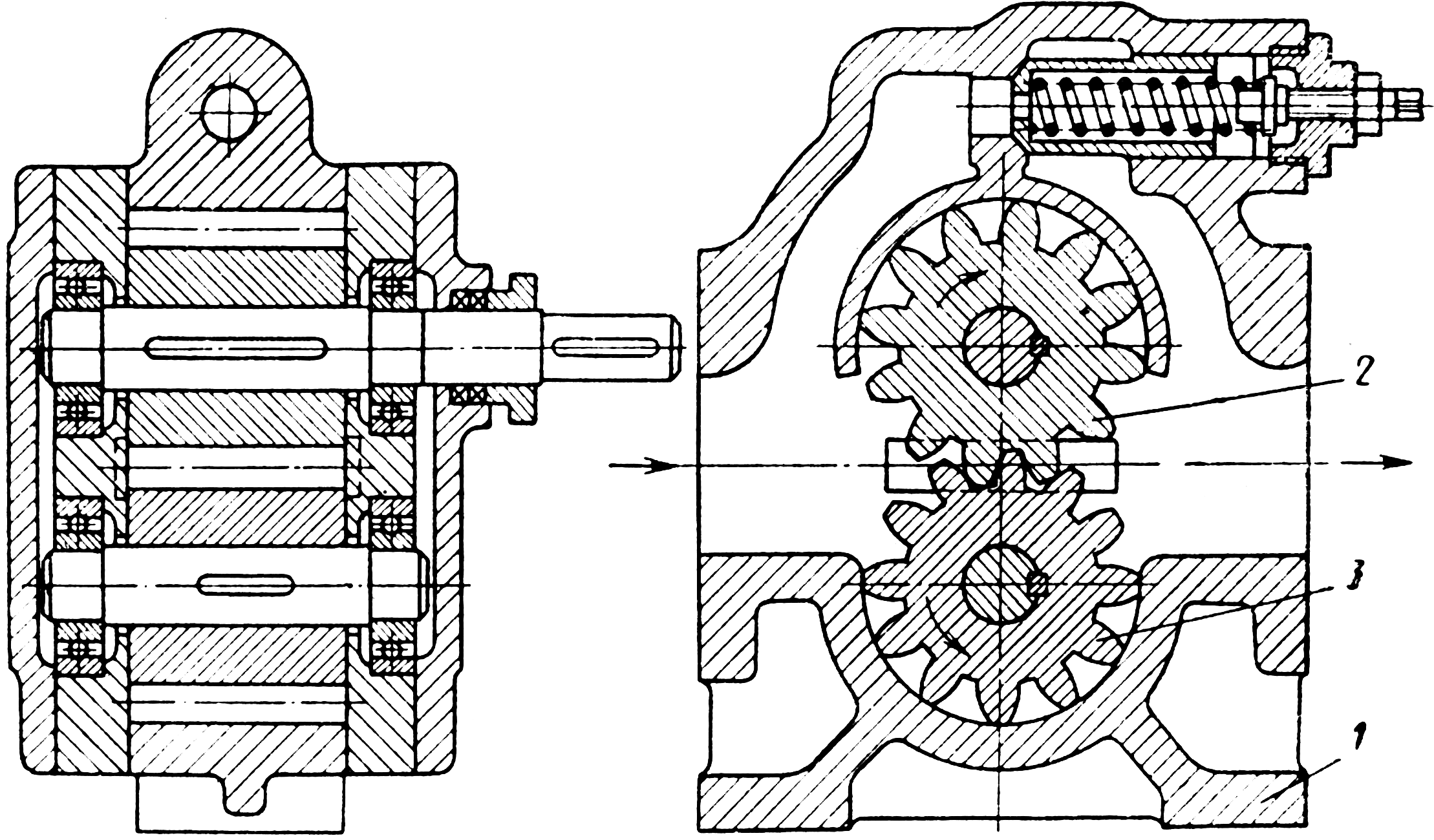
Рис. Шестеренчатый насос:
1 – корпус насоса; 2 – ведущая шестерня; 3 – ведомая шестерня
Осевой зазор (зазор между торцами шестерен и крышки) должен быть равен 0,05 – 0,15 мм. Измеряется он с помощью свинцовых оттисков: кусочки свинцовой проволоки укладывают на торец шестерен и затягивают гайки крышки. Толщина сплющенной проволоки, измеренная после снятия крышки, равна величине зазора. Чтобы уменьшить осевой зазор, надо уменьшить толщину прокладки между крышкой и фланцем корпуса насоса.
Зазоры между шестернями и корпусом (радиальные зазоры) проверяют щупом; они должны быть в пределах 0,05 – 0,25 мм. При износе внутренней поверхности корпуса и наружной поверхности (головки зубьев) шестерен и зазоре между ними выше 0,25 мм изношенные части заменяют. Шестерни с поврежденными зубьями также заменяют.
Уменьшение создаваемого напора и производительности в маслосистеме вызывается также чрезмерным износом втулок осей шестерен. При этом увеличиваются боковой и радиальный зазоры в зацеплении зубьев шестерен насоса, нормальная величина которых не должна превышать 0,05 мм. Боковой и радиальный зазоры в зацеплении зубьев измеряют при помощи оттиска свинцовой проволоки. Если шестерни имеют в зацеплении увеличенные зазоры, то их заменяют. Зазор между втулкой и шестерней должен быть минимальным и обеспечивать свободное, без заеданий, вращение валиков шестерен. Изношенные втулки в крышках маслонасоса заменяют, запрессовывая новые. Величина зазора между новыми втулками и валиками шестерен должна быть в пределах нормы.
При ремонте насоса проверяют состояние клапана и пружины насоса. Ослабленные пружины заменяют. Нарушение плотности клапана и износ седла устраняют притиркой их соприкасающихся поверхностей. Для притирки клапанов приспосабливают сверлильные станки и ручные дрели.
Все каналы в корпусе, крышках и втулках перед сборкой тщательно очищают и промывают. Для более длительной и нормальной работы валик шестеренчатого насоса должен быть правильно сцентрирован с приводом. Отказ в работе маслонасосов происходит вследствие поломки деталей его привода. Пришедшие в негодность детали привода насоса заменяют.
В центробежных маслонасосах при увеличении зазора между рабочим колесом и неподвижным корпусом, подсосе воздуха и повреждении напорного трубопровода падает создаваемый напор. В первом случае насос разбирают и устанавливают нормальные зазоры. При подсосе воздуха проверяют плотность фланцевых соединений на всасывающем трубопроводе и в случае необходимости подтягивают сальник на запорной арматуре всасывания. Поврежденный маслопровод ремонтируют обычно с помощью сварки.
Так как вспомогательные маслонасосы центробежных компрессорных установок находятся в работе весьма ограниченное время, то разбирают их с целью проверки только при капитальных ремонтах установок. При разборке насоса проверяют состояние основных трущихся деталей, измеряют рабочие зазоры и устраняют обнаруженные неисправности.
В многоплунжерном маслонасосе (лубрикаторе)(рис. 126) давление масла может упасть вследствие ослабления натяжения пружин межступенчатого или выходного клапана. В этом случае надо увеличить натяжение пружин. Остановка маслонасоса может произойти из-за поломки элементов привода (системы рычагов, вала, редуктора). Следует установить, какая деталь повреждена, в чем причина ее поломки, и заменить новой. Значительный износ вилки и эксцентрика ведет к уменьшению производительности насоса. Изношенные детали заменяют.
С целью нормального охлаждения масла систематически очищают холодильник масла. Внутренние поверхности трубок холодильника чистят шомполами с обмотками из тряпок, а при плотной забивке трубок солями – сверлами, приваренными к длинным металлическим вороткам. Чистку внешней стороны трубок холодильника производят какими-либо растворителями шлама, например дихлорэтаном.

Рис.126. Лубрикатор:
1 – корпус; 2 – клапан; 3 – отдельный элемент; 4 – плунжер; 5 – приемное отделение для масла; 6 – канал для подачи масла; 7 – плунжер; 8 – вилка; 9 – эксцентрики; 10 – общий распределительный вал; 11 – промежуточная камера; 12 – сетка; 13 – канал для масла; 14 – штуцер; 15 – клапан.
Для проверки плотности и целостности трубок масляный холодильник подвергают гидравлическому испытанию. Обнаруженные при этом дефектные трубки заменяют или глушат металлическими пробками.
Маслофильтров в системе установлено обычно два или один двухсекционный. С помощью трехходового крана отключают или один фильтр или одну его секцию для чистки и промывки.
Во время капитального ремонта машины масляный бак со змеевиками разбирают и тщательно очищают щетками и тряпками, смоченными в керосине. Не реже одного раза в три года полностью разбирают трубопроводы и арматуру маслосистемы. Трубопроводы чистят ершами, смоченными в керосине, промывают растворителями для очистки от остатков отложений масла, пропаривают и затем продувают сжатым воздухом. В арматуре заменяют сальниковые набивки и притирают клапаны или пробки к корпусам. Фланцевые соединения уплотняют прокладками из картона или плотной бумаги, покрытой вареным маслом или шеллаком.
Маслосистему после сборки испытывают на плотность воздухом под давлением не ниже 3 ат. Обнаруженные пропуски устраняют подтягиванием фланцев, сальников или повторной заменой уплотнений.
После ремонта и ревизии маслосистемы ее заполняют определенным сортом масла.
Чтобы избежать попадания в подшипники механических частиц, случайно оставшихся в системе после ремонта, во фланцах маслопроводов перед каждым подшипником устанавливают фильтры из плотной материи или латунной сетки. В течение часа масло прокачивают по системе, после чего временные фильтры снимают.
Ежесменный уход и проведение систематических ревизий всех элементов масляной системы являются одним из основных условий безаварийной работы агрегата.
Ремонт вспомогательного оборудования
К вспомогательному оборудованию относятся: буферные емкости, установленные на всасывании и нагнетании, межступенчатые газовые холодильники, фильтры для очистки жидкостей и газов, масловлагоотделители, сепараторы, газосборники и другие емкости. Вспомогательное оборудование связано между собой, а также с компрессором или насосом системами газовых и жидкостных коммуникаций, снабженных запорной и регулирующей арматурой, предохранительными и обратными клапанами.
Безаварийная работа компрессорных и насосных установок во многом зависит от правильной регулировки и исправности предохранительных и обратных клапанов. В предохранительных и обратных клапанах могут быть следующие неисправности: заедание рабочих органов и потеря герметичности вследствие коррозии или загрязнения; неправильное регулирование предохранительного клапана; поломка, разрушение отдельных частей (пластин, седел, пружин); пропуски в сальниках и фланцевых соединениях.
Во время каждого среднего ремонта агрегата производят ревизию, разборку и чистку предохранительных и обратных клапанов. При этом изношенные части заменяют, уплотнительные поверхности притирают, заодно набивают уплотнения и заменяют фланцевые прокладки. После ревизии предохранительный клапан регулируют на соответствующее давление с помощью гидравлического пресса.
Натяжные гайки пружинных предохранительных клапанов необходимо надежно фиксировать и пломбировать. Результаты ревизии и регулирования клапанов заносят в ремонтную книгу машины.
При текущих ремонтах агрегата на запорной и регулирующей арматуре (краны, вентили, задвижки) набивают сальники и заменяют пропускающие уплотнения на крышках. Во время средних и капитальных ремонтов машин арматуру коммуникаций чистят, притирают уплотняющие поверхности, проверяют их плотность керосином или методом гидравлического испытания; заменяют уплотнения на сальниках и фланцах; проверяют состояние корпусов, которые подвержены коррозии или эрозии.
Межступенчатые газовые холодильники во время продолжительных ремонтов компрессора подвергают чистке с обеих сторон; проверяют, плотно ли соединены трубки с трубными решетками, сохранилась ли целостность газовых трубок; заменяют уплотнения. Масловлагоотделители, сепараторы, газосборники и другие емкости при ремонтах подвергаются чистке, внутреннему и внешнему осмотру, проверке толщины стенок и состояния фланцевых соединений, а также гидравлическим испытаниям.
При осмотре межступенчатых газовых и жидкостных коммуникаций агрегата проверяют состояние фланцевых соединений, их уплотнений и резьбы, креплений и опор, сварных швов и толщину стенок криволинейных поверхностей трубопроводов - колен и калачей.
После осмотра устраняют все обнаруженные неисправности: утечку газа и жидкости, вибрацию, заменяют пострадавшие от коррозии участки трубопроводов, заваривают трещины и т.д.
После ремонта собранные коммуникации и аппаратуру подвергают гидравлическому или пневматическому испытанию с целью проверки плотности всех соединений.
Для предотвращения неполадок и аварий проводят систематические ревизии, осмотры, чистку и гидравлические испытания межступенчатой аппаратуры и трубопроводов. С этой целью ориентировочно устанавливают следующие сроки: наружный осмотр – один раз в год; внутренний осмотр и чистка – один раз в три года; внутренний осмотр и чистка межступенчатых холодильников и буферных емкостей высокого давления – через каждые 18 месяцев; гидравлические испытания - один раз в шесть лет; ревизия арматуры с осмотром всех внутренних частей – один раз в год; полная ревизия(среднее и высокое давление) – раз в двенадцать лет.
Результаты осмотров, чистки, гидравлических испытаний и ревизий, обнаруженные неисправности и меры, принятые для их устранения, следует записывать в ремонтную книгу машины.
Центровка поршневых и центробежных машин
Для нормальной работы компрессорной или насосной установки необходима точная центровка всего агрегата. Центровкой агрегата достигается максимальная точность параллельности, перпендикулярности и соосности осей его элементов, горизонтальной или вертикальной установки рабочих поверхностей. Центровку выполняют при монтаже машины, а также при сборке ее после капитального ремонта.
При средних и капитальных ремонтах центробежных агрегатов центруют роторы по полумуфтам и по расточкам подшипников, а также проверяют по уровню линии валов.
Центровка центробежных машин и агрегатов, работающих при большом числе оборотов, является наиболее ответственной операцией сборки при монтаже и ремонте. Неправильная центровка вызывает вибрацию агрегатов, чрезмерный нагрев и преждевременный износ подшипников, износ уплотнений и нагрев вала, нарушает нормальное соединение муфт.
Центровку роторов по полумуфтам и по расточкам уплотнений проводят одновременно и в следующих случаях: при замене или перезаливке вкладышей подшипников; при задевании ротора за уплотнения и замене уплотнений; после правки валов; после замены ротора или направляющих аппаратов и при выявлении общей расцентровки агрегата.
При центровке по полумуфтам роторы следует установить так, чтобы торцевые плоскости полумуфт были расположены концентрично. В этом случае зазоры между торцами полумуфт в любом положении роторов должны быть равны и образующие их цилиндрических поверхностей совпадать. На практике такой центровки достичь невозможно, так как торцы полумуфт обычно не параллельны, цилиндрические поверхности не концентричны, т.е. имеется смещение и излом осей роторов. При центровке роторов по полумуфтам допускаются определенные отклонения. Они зависят главным образом от типа муфт. Центровка считается неудовлетворительной и подлежит переделке, если не выдержаны предельно допустимые отклонения.
Центровку по полумуфтам выполняют, используя специальные приспособления, позволяющие производить замеры с помощью щупа или индикаторов. Конструкция приспособлений (скобы, держалки для индикаторов и хомуты крепления) зависит от конструкции полумуфт и должна обладать необходимой жесткостью и прочно крепиться на полумуфтах.
Перед центровкой необходимо убедиться в том, что валы центруемых машин свободно, не задевая за уплотнения, вращаются в подшипниках; шейки валов чисты, смазаны, не имеют повреждений и нормально прилегают к вкладышам; вкладыши плотно прилегают к своим постелям. При жестких муфтах центрующие выступы полумуфт не должны касаться друг друга. Если нет специальных указаний, то при центровке агрегата с редуктором за базу принимают редуктор, валы которого укладывают горизонтально, а затем проводят центровку агрегата от полумуфт в сторону двигателя и в сторону агрегата. В агрегатах без редуктора электродвигатель прицентровывают к выверенному и закрепленному агрегату.
Полумуфты центруемых валов с установленными на них приспособлениями совмещают по маркировкам, соответствующим их взаимному положению и устанавливают маркировками вверх. С помощью линейки на полумуфтах делают отметки мелом, разделяющие окружности полумуфт на четыре равные части (по вертикали и горизонтали). В процессе центровки обе полумуфты вращают совместно в направлении вращения компрессора. От начального положения (маркировки вверху) полумуфты последовательно поворачивают на 90, 180, 270 и 360о, т.е. каждый раз на четверть окружности (в соответствии с отметками мелом). В каждом положении полумуфты проводят пять замеров (рис.5.6): один по окружности (а) и четыре по торцу (б1 – б4).
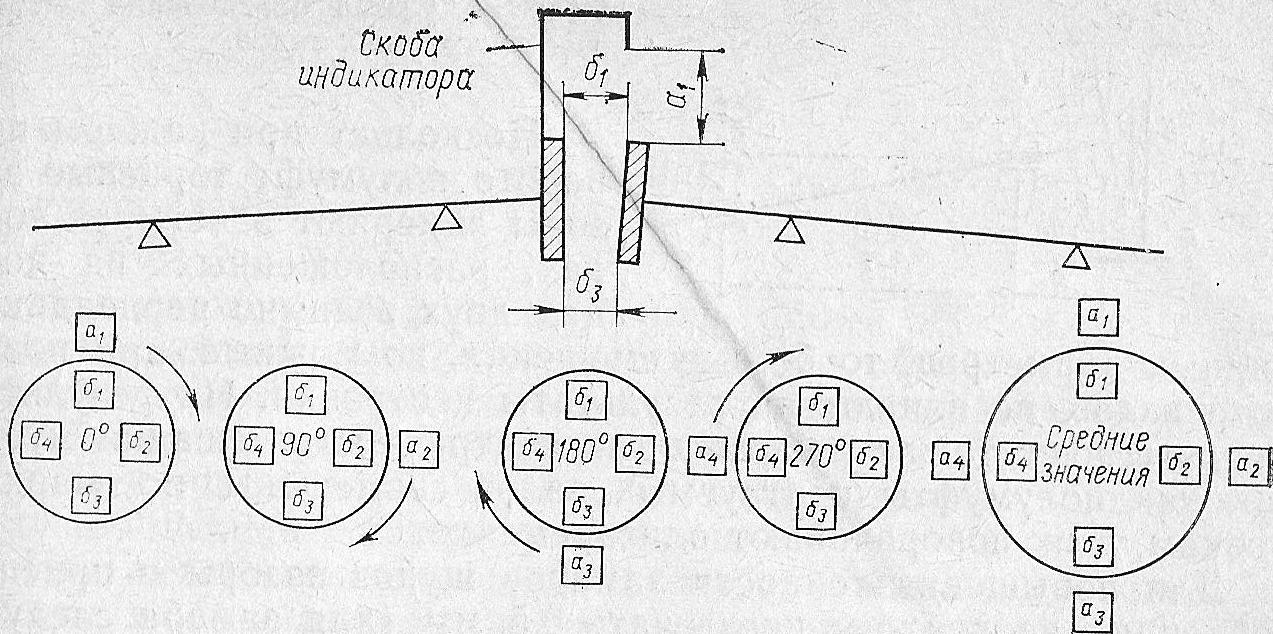
Рис. 5.6. Схема измерения и записи результатов центровки валов по полумуфтам.
Результаты центровки заносят в таблицу, а общий результат записывают в формуляр (рис. 5.7), в котором внутри кругов помещают данные центровки по торцу, а снаружи - центровки по окружности. В формуляр заносят средний результат двух замеров; при втором замере уровень следует повернуть на 180о.
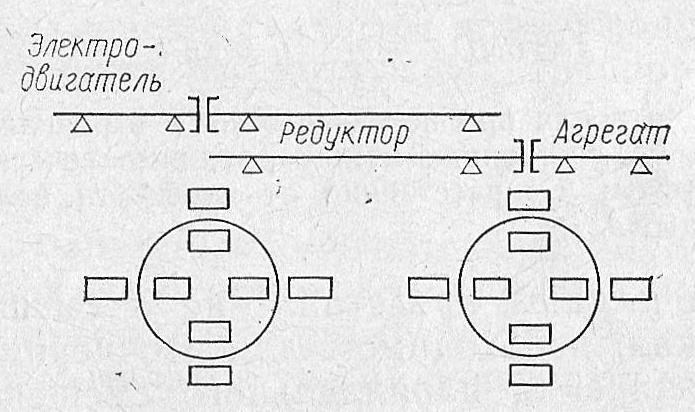
Рис. 5.7. Формуляр центровки валов по полумуфтам
Для повышения точности замеров щупов зазоры в приспособлениях не должны превышать 0,5 мм. если же расстояния между торцами полумуфт значительны, целесообразно использовать шлифованные пластины определенной толщины, чтобы свести остаточный зазор, замеренный щупом, к допустимому значению.
Результаты измерений для каждой контролируемой точки на муфте суммируют, а для получения среднего значения суммы делят на число измерений в этой точке, что и является результирующей записью центровки по торцу.
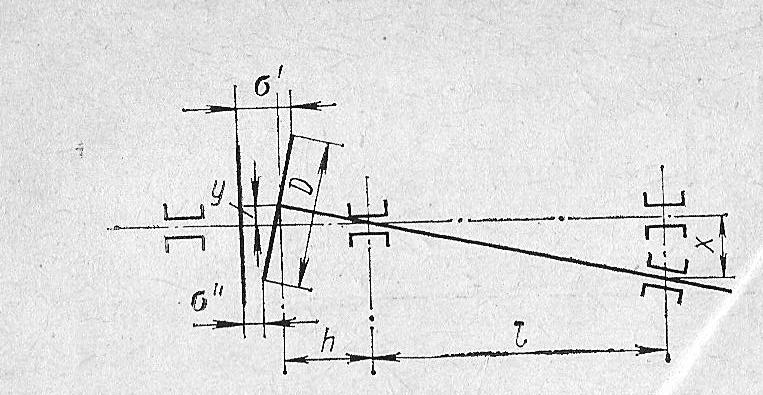
Рис. 5.8. Схема определения смещения центруемых валов
Взаимный перекос осей (рис. 5.8) с достаточной степенью точности определяется по формулам
х = бl/D у = хh/l
где б = б1 – б11 - расцентровки при перекосе осей в вертикальной и горизонтальной плоскостях; l - расстояние между средними сечениями вкладышей; D – диаметр полумуфты; h – расстояние от плоскости полумуфты до ближайшего к ней вкладыша.
Значения х и у дают представление о смещении валов в обоих подшипниках, необходимом для уточнения центровки.
Допустимые значения параллельного смещения осей и их перекоса (в мм) при диаметре муфты 500 мм в соответствии по существующим стандартам должны быть
Частота вращения вала ротора, с-1 |
До 12,5 |
25 |
50 |
Более 50 |
Допустимый перекос (в мм) муфт жестких упругих пальцевых зубчатых
|
0,08 0,10 0,15 |
0,06 0,08 0,12 |
0,04 0,06 0,10 |
0,02 0,04 0,08 |
Обычно центровку исправляют соответствующим изменением положения вкладышей; эту операцию выполняют подшабриванием установочных колец.
При центровке вертикальных центробежных агрегатов, не имеющих опорных подшипников, необходимо ротор электродвигателя прицентровать к ротору агрегата.
Проверку вертикальности ротора агрегата или электродвигателя и линии сопряжения валов проводят по четырем точкам с помощью индикатора. Отклонение от вертикали сопряженных валов агрегата и электродвигателя не должно превышать 0,02 мм на 1 м; между муфтами сопряженных валов должна проходить пластина щупа толщиной не более 0,05 мм на глубину не более 10 мм.
После окончания центровки по полумуфтам и проверки центровки по концевым расточкам полумуфты валов соединяют и проверяют положение оси агрегата с помощью уровня, который устанавливают на шейки валов 9на каждой шейке снимают показания с поворотом на 180о). При некоторой разнице показаний уровня берут уклон, равный полусумме обоих показаний. Замеренные по уровню уклоны шеек заносят в формуляр (см. Рис. 5.7-р). Полученные данные дают представление о положении оси агрегата и позволяют контролировать при последующих ремонтах осадку шеек валов в результате износа баббита вкладышей.
Такие средства контроля, как струна, монтажная линейка, микрометрические уровни, недостаточно точны, а для крупногабаритных деталей непригодны. Более точны и удобны оптические методы измерения, которые можно подразделить на две группы: с установкой измерительных приборов вне контролируемого изделия и на самом изделии.
Оптические измерения выполняют с помощью комплекта приборов и приспособлений, в который входят зрительная труба, штатив, марка, центроискатель для ориентации марки, накладной уровень для контроля горизонтальности зрительной трубы.
С помощью зрительной трубы фиксируют визирную базовую линию. Для снятия отсчетов зрительная труба оборудована оптическим микрометром, позволяющим определять отклонения в вертикальной и горизонтальной плоскостях. Марка – приспособление, необходимое для точного визирования; она предназначена для фиксации определенной точки в пространстве с помощью центроискателя. Выполнение измерений с высокой точностью возможно только при неизменном положении зрительной трубы.