

6 Настройка делительной головки и фрезерного станка на обработку косозубого колеса
Делительная головка устанавливается на столе универсально-фрезерного станка (в данном случае используется станок модели 6Н81) и кинематически связывается с винтом продольной подачи посредством сменных зубчатых колес (рис. 11). Стол станка разворачивается на угол наклона зуба обрабатываемого колеса. В шпинделе станка устанавливается оправка с дисковой модульной фрезой, обрабатывающей впадину между зубьями на заготовке. Головка настраивается на простое деление, но лимб 8 не фиксируется, а вместе с рукояткой 10 и фиксатором 11 участвует в передаче вращения от ходового винта на шпиндель делительной головки, что необходимо для образования винтового (косого) зуба.
Нарезание цилиндрического косозубого колеса слагается из двух отдельных операций:
1) делительного поворота заготовки на один зуб;
2) нарезания винтовой впадины между зубьями.
Схема настройки показана на рис. 11.
Порядок настройки следующий:
1) настраивается делительная головка простым способом для деления на Z частей, где Z – число зубьев обрабатываемого колеса;
2) рассчитывается передаточное отношение сменных колес из условия: при перемещении стола на шаг Т винтовой линии нарезаемого зуба заготовка должна сделать один оборот.
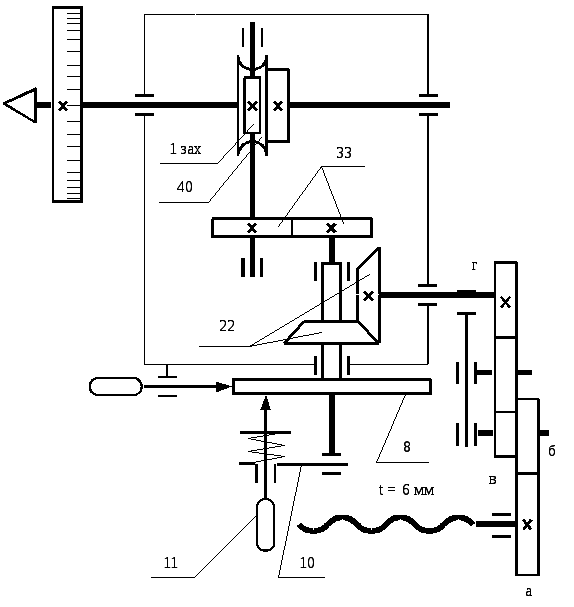
Рис. 11. Схема настройки делительной головки на обработку косозубого колеса
Уравнение кинематического баланса цепи, связывающей перемещение стола с поворотом заготовки:
![]() ,
,
где t – шаг ходового винта продольной подачи. В станке модели 6Н81 t = 6 мм.
Передаточное отношение сменных колес
![]() .
.
Обычно чертежом задается нормальный модуль m, число зубьев Z и угол наклона зуба . Тогда шаг Т определяется по формуле:
![]()
Пример: Рассчитать настройку делительной головки и фрезерного станка на нарезание косозубого колеса. Исходные данные:
число зубьев Z = 35;
нормальный модуль m = 2 мм;
угол наклона зуба по делительному цилиндру = 14о;
1) Настраиваем делительную головку на выполнение 35 делений.
![]()
Фиксатор II устанавливаем на круг 28 отверстий, сектор 9 раздвигаем на 4 деления по кругу 28.
2) Определяем шаг Т по формуле:
![]()
3) Находим передаточное отношение сменных колес по формуле:
![]()
Проверяем вариант сменных колес а = 40, б = 50, в = 30, г = 90 по условиям сцепляемости: 40 + 50 > 30 + 20; 30 + 90 > 50 + 20. Условия выполняются, следовательно, принимаем этот вариант.
4) Стол фрезерного станка следует развернуть на 14о в соответствии с углом наклона зуба = 140.
7 Порядок выполнения практической части работы. Оформление отчёта
Каждый студент выполняет работу индивидуально или в составе бригады из двух-трёх человек.
После изучения теоретической части (разделы 1-6):
1) Непосредственно на станке каждая бригада студентов изучает органы управления станком и производит его настройку (без включения) на минимальную, максимальную и указанные преподавателем частоты вращения шпинделя и подачи.
2) В присутствии преподавателя (лаборанта) станок включается и производится:
а) включение вращения шпинделя в прямом и обратном направлении;
б) включение подачи стола во всех направлениях;
в) включение быстрого перемещения стола во всех направлениях;
г) производится обработка косозубого зубчатого колеса.
3) В соответствии с заданным вариантом выполняются три индивидуальных задания и составляется отчёт по работе.
Задания:
Задание №1. Составить уравнение кинематического баланса цепи главного движения (без сокращений), обеспечивающей частоту вращения шпинделя для обработки деталей со скоростью резания Vрм/мин. (диаметр инструмента принятьD= 60 мм).
Задание №2. Составить уравнение кинематического баланса цепи продольной подачи (без сокращений), обеспечивающей подачу Sрмм/мин.
(В заданиях 1 и 2 уравнения составляются для частоты вращения шпинделя и продольной подачи, реализуемых станком, ближайших меньших к расчетным значениям.
Задание №3. Произвести расчёт настройки и наладки станка и делительной головки на обработку косозубого колеса.
Конкретные (числовые) данные для заданий №№ 1,2 и 3 студент выбирает из соответствующих граф таблицы 1 по назначенному преподавателем номеру варианта.
Отчёт составляется на отдельных листах или в тетради.
В верхней части первого листа записывается:
-
ТулГУ
Студент___________________ Группа__________
Кафедра АСС
Дата___________ Проверил ___________________
Лабораторная работа №4
Настройка и наладка универсально-фрезерного станка модели 6Н81
Далее приводятся расчеты и текст, объясняющий ход выполнения заданий.
Таблица 1
|
№ варианта |
З. №1 |
З. №2 |
Задание №3 | |||
|
vр , м/мин |
Sр, мм/мин |
Число зубьев Z |
Модуль m, мм |
Направление винтовой линии зуба |
Угол наклона зуба , град | |
|
1 |
60 |
30 |
18 |
2 |
правое |
14 |
|
2 |
70 |
45 |
55 |
2,5 |
правое |
15 |
|
3 |
80 |
71 |
20 |
3 |
правое |
10 |
|
4 |
90 |
120 |
52 |
2 |
правое |
12 |
|
5 |
10 |
180 |
22 |
2,5 |
левое |
14 |
|
6 |
110 |
300 |
29 |
3 |
левое |
10 |
|
7 |
120 |
450 |
16 |
2 |
левое |
15 |
|
8 |
130 |
710 |
31 |
2,5 |
левое |
12 |
|
9 |
140 |
60 |
17 |
3 |
правое |
14 |
|
10 |
150 |
90 |
33 |
2 |
правое |
10 |
|
11 |
160 |
145 |
18 |
2,5 |
правое |
15 |
|
12 |
170 |
225 |
50 |
2 |
правое |
12 |
|
13 |
180 |
355 |
21 |
2 |
левое |
14 |
|
14 |
200 |
600 |
26 |
2,5 |
левое |
10 |
|
15 |
220 |
355 |
22 |
3 |
левое |
12 |
|
16 |
75 |
300 |
48 |
2 |
левое |
15 |
|
17 |
85 |
145 |
23 |
2,5 |
правое |
14 |
|
18 |
95 |
900 |
27 |
3 |
правое |
10 |
|
19 |
55 |
120 |
24 |
2 |
правое |
12 |
|
20 |
65 |
300 |
32 |
2,5 |
правое |
10 |
|
21 |
75 |
120 |
25 |
3 |
левое |
14 |
|
22 |
85 |
225 |
44 |
2 |
левое |
15 |
|
23 |
145 |
145 |
19 |
2,5 |
левое |
12 |
|
24 |
135 |
710 |
45 |
2,5 |
левое |
10 |
|
Для справки: 1 На лимбе делительной головки имеется 11 делительных кругов (24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43) с одной стороны и 11 (46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66) с другой. 2 В комплект сменных колёс головки входят колёса с числами зубьев 25, 25, 30, 35, 40, 55, 60, 70, 80, 90, 100. 3 Синусы углов равны: 10° – 0,1736; 12° – 0,2079; 14° – 0,2419; 15° – 0,2588. | ||||||