

2. Методика выполнения работы
1. Назначить температуру заливки сплавов Pb - Sb с заданным содержанием компонентов для определения условно истинной жидкотекучести. Температуру заливки назначать на 100 - 150 С выше температуры ликвидуса, пользуясь диаграммой состояния РЬ - Sb (рис. 3).
631
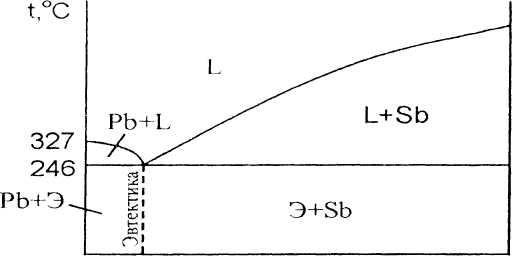
РЬ 13 %,Sb
Рис. 3. Диаграмма состояния Pb – Sb
Разогреть сплав до заданной температуры.
3. Залить форму. После охлаждения формы определить жидкотекучесть сплава.
4. Повторить опыт со сплавами другого состава.
5. Данные занести в таблицу 1.
Таблица 1
|
№ сплава |
Состав, % |
Температура заливки, ºС |
Жидкотекучесть,мм |
|
|
|
|
|
6.
Обобщить результаты определения
жидкотекучести сплавов различного
состава и установить зависимость ее от
положения сплава на диаграмме
состояния.
3.Содержание отчета
Описание методики определения жидкотекучести.
Эскиз литейной формы для технологической пробы.
Результаты опытов (таблица 1).
Эскизы отливок.
Выводы.
Контрольные вопросы
1. Назовите основные литейные свойства и дайте им определения.
2. Какие факторы влияют на жидкотекучесть сплавов?
3. Какие группы сплавов обладают наименьшей и наибольшей жидкотекучестью, чем это объясняется?
5. Рекомендуемый библиографический список
1. Литейное производство: Учебное пособие / Под ред. Куманина И.Б. -М.: Машиностроение, 1971. - 319 с.
2. Титов И.Д., Степанов С. А. Технология литейного производства. - М.: Машиностроение, 1978. - 432 с.
3. Фетисов Г.П., Карпман М.Г. и др. Материаловедение и технология металлов-М. Высшая школа, 2002,- 638с.
Лабораторная работа № 5
Технология изготовления литейной формы
Цель работы
Разработка чертежа заготовки и технологии получения отливки в песчаные формы. Исходными данники для разработки является чертеж детали, который выдается студенту индивидуально с указанием марки сплава и серийности производства. Задание выполняется последовательно по этапам:
- выбор способа формовки и поверхности разъема формы;
- разработка чертежа отливки;
- составление чертежа модели;
- разработка чертежа стержневого ящика;
- выбор типа и определение размеров литниковой системы;
- определение размера опок;
- разработка чертежа «форма в сборе»;
- оформление работы.
1.Основные теоретические представления
1.1.Выбор способа формовки и поверхности разъема формы
При выборе способа формовки необходимо учитывать размеры детали, ее конфигурацию и серийность производства, для единичного производства применяет ручную формовку по деревянной модели. При серийном и массовом производстве разовые формы изготовляют на формовочных машинах по металлическим или пластмассовым модельным плитам.
Для облегчения изготовления отливки форму и модель делают разъемными. При определении плоскости разъема формы модели руководствуются следующими соображениями:
- модель или части модели должны свободно выниматься из набитой формовочной смесью опоки;
- надо стремиться располагать всю отливку в нижней опоке, это предотвращает появление брака при перекосах;
- если формовать по цельной модели невозможно, следует помещать в нижней опоке более высокую часть, а в верхней опоке - меньшую часть, это делает верхнюю полуформу более легкой;
- количество стержней должно быть минимальное, расположение стержней предпочтительно горизонтальное;
наиболее ответственные поверхности, подвергающиеся механической обработке, по возможности располагать внизу или в вертикальной плоскости, так как верхние поверхности получаются менее плотными и чистыми.