


1. Разработка технологического процесса штамповки.
1.1 Анализ технологичности детали.
Конфигурация и размеры детали соответствуют основным технологическим требованиям к конструкции плоских деталей, получаемых вырубкой и основным технологическим требованиям к конструкции изогнутых листовых деталей [1, cтр.229].
Наиболее простое и экономичное изготовление деталей обеспечивается при соблюдении технических и эксплуатационных требованиям к ним. Эксплуатационно-технические требования к листовым штамповочным деталям следующие;
полное соответствие конструкции назначению и условиям эксплуатации;
обеспечение требуемой прочности и жёсткости при минимальном расходе металла;
обеспечение необходимой точности и взаимозаменяемости;
соответствие специальным физическим, химическим или техническим условиям;
Разрабатываемый технологический процесс и выбираемая оснастка по своему техническому уровню должна соответствовать программе выпуска деталей.
Основными показателями технологичности являются:
Наименьший расход материала;
Наименьшее количество и низкая трудоёмкость операций;
Отсутствие последующей механической операции;
Наименьшее количество требуемого оборудования и производственных площадей;
Наименьшее количество требуемого оборудования, оснастки при сокращении затрат и сроков подготовки производства.
Увеличение производительности отдельных операций и цеха в целом.
В большинстве случаев основным критерием технологичности конструкций является наиболее экономичное расходование материала при наименьшем количестве операций и снижении трудоёмкости.
Все эти показатели и другие технологические требования к конструкции необходимо выполнить при разработке технологического процесса изготовления данной детали.
Исходными данными для проектирования технологического процесса является чертёж детали или изготовленная в металле деталь и программа её выпуска.
Деталь технологична, т.к. имеет небольшие размеры. Допуски на размеры детали соответствуют прочности, получаемой листовой штамповкой.
1.2 Расчет размеров заготовки, определение типа и вида раскроя, нормы расхода материала.
Для
изготовления детали будет взят
холоднокатаный листовой прокат из
конструкционной стали: латунь Л63 (ГОСТ
15527-70), толщиной S=3
мм,
 МПа,
МПа, МПа.
МПа.
Диаметр заготовки рассчитывается по формуле [1, cтр.235]:

где d1=53 мм; d2=77 мм; r=13,5 мм.
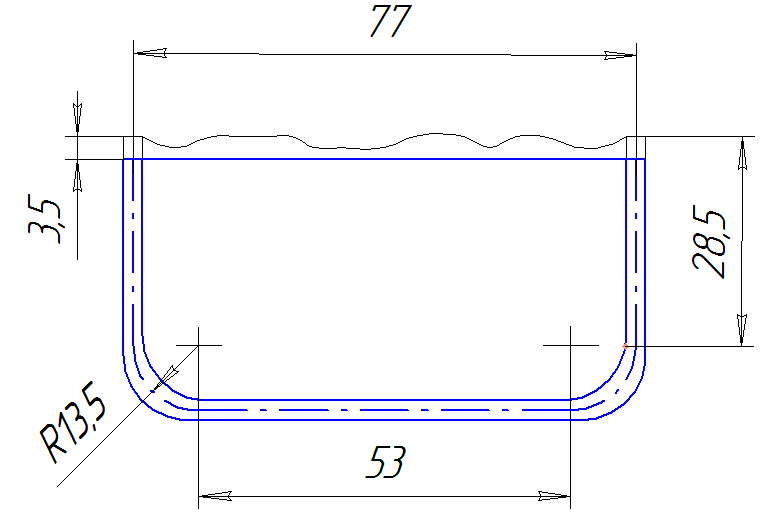
Припуск на обрезку [1, табл.6, стр.233]
 =
0,5
=
0,5
 =
3,5 мм;
=
3,5 мм;
 =128,3мм.
=128,3мм.
Так как диаметр заготовки достаточно большой, то выбираем однорядное расположение заготовок в полосе [1, стр. 10,7].
а = 3,0 мм – перемычка между кромкой ленты и контуром детали , в = 2,5 мм – перемычка между деталями.
Шаг подачи t = Д + в = 128,3 + 2,5 = 130,8 мм.
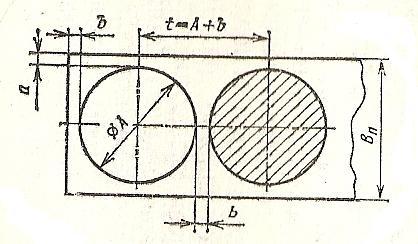
Рисунок 1.1 – Конструирование штампов
1.3 Расчет раскроя листа.
Рассчитаем ширину полосы:

где Д – диаметр заготовки;
 -
гарантированный наименьший зазор между
направляющими планками и полосой [1,
стр.15];
-
гарантированный наименьший зазор между
направляющими планками и полосой [1,
стр.15];
 допуск
на расстояние между направляющими
планками [1, стр.15];
допуск
на расстояние между направляющими
планками [1, стр.15];
 допуск
на резку полос на гильотинных ножницах
[1, стр.13];
допуск
на резку полос на гильотинных ножницах
[1, стр.13];

Расстояние между направляющими планками:
 мм
мм
Для раскроя на полосы примем листы размерами 1000х2000 мм и 1200х2500 мм [3].
Лист 1000х2000 мм.
Поперечное расположение полос на листе.

Рисунок 1.2 – Поперечное расположение полос на листе
Число заготовок в полосе:
 заготовок.
заготовок.
Число полос в листе:
 полос.
полос.
Число заготовок в листе:
 шт.
шт.
Коэффициент использования материала:

 площадь
готовой детали
площадь
готовой детали


Продольное расположение на листе.
Рисунок 1.3 – Продольное расположение полос на листе
Число заготовок в полосе:
 заготовок.
заготовок.
Число полос в листе:
 полос.
полос.
Число заготовок в листе:
 шт.
шт.
Коэффициент использования материала:

 площадь
готовой детали
площадь
готовой детали


Лист 1200х2500 мм.
Поперечное расположение полос на листе.
Число заготовок в полосе:
 заготовок.
заготовок.
Число полос в листе:
 полос.
полос.
Число заготовок в листе:
 шт.
шт.
Коэффициент использования материала:

 площадь
готовой детали
площадь
готовой детали


Продольное расположение на листе.
Число заготовок в полосе:
 заготовок.
заготовок.
Число полос в листе:
 полос.
полос.
Число заготовок в листе:
 шт.
шт.
Коэффициент использования материала:

 площадь
готовой детали
площадь
готовой детали


Из
двух принятых вариантов размеров листов,
наиболее рациональным является раскрой
листа 1200х2500 с поперечным расположением
полос на листе, при этом
 67,7%
67,7%