

Форма № 5.1.
Титульный лист
Московский государственный университет приборостроения и информатики
Кафедра _ ТИ-3 «Информационное обеспечение технологии соединения материалов»___________________________________________
(шифр и наименование кафедры)
Экз.№__
Утверждаю
Заведующий кафедрой___
_____(Ямпольский В.М.)
«___»_________200__г.
Только для студентов по
специальностям подготовки
150202 Технология и оборудование
сварочного производства_
Методические указания на Лабораторную работу№_1__
по _4302 «Проектирование сварных конструкций»
(шифр и наименование учебной дисциплины)
ТЕМА _ Собственные напряжения и деформации (перемещения) при сварке.
(наименование темы практического занятия)
Обсуждены на заседании кафедры
(предметно-методической секции)
«__»___________200__г.
Протокол № __
МГУПИ – 200__г.
1. Лабораторная работа №_1 «Моделирование временных (температурных) и остаточных напряжений металла».
(наименование)
2. Время: 4__ часа
4. Место проведения - лаборатория
4. Содержание
4.1. Перечень отрабатываемых учебных вопросов и действий :
- 1-й учебный вопрос Возникновение собственных (т.е. существующих в теле при отсутствии извне приложенных сил) напряжений __________
(наименование учебного вопроса, дейстия
________________________________________________________
- 2-й учебный вопрос Протекание при сварке пластических деформаций металла ______________________________________________
(наименование учебного вопроса, дейстия)
________________________________________________________
- 3-й учебный вопрос __ Методы уменьшения остаточных напряжений в сварных конструкциях.____________________________________________
(наименование учебного вопроса, действия)
________________________________________________________.
4.2. Методические рекомендации обучаемым по подготовке к практическому занятию:
«Моделирование временных (температурных) и остаточных напряжений металла».
Цель работы: показать процессы возникновения собственных напряжений в металле в результате:
а) неравномерного нагрева элемента до относительно невысокого уровня температуры (порядка 200-250°).
б) термопластического воздействия сварки.
Для проведения работы используются:
Образец, вырезанный из листовой стали (рис.1).
Подставка для установки образца.
Механические тензометры типа ТР-794 (2 штуки).
Термоизолирующие асбестовые экраны.
Источник нагрева.
Термопары хромель-алюмелевые (для контроля температуры нагрева среднего элемента образца).
Пост ручной дуговой сварки.
Милливольтметры, проградуированные в градусах Цельсия.
Пояснения к работе.
Используемый в данной работе образец (рис. 1) можно рассматривать как упрощенную модель сварного соединения. На такой модели удобно в упрощенном виде рассматривать явления, имеющие место в реальных сварных соединениях. Средний элемент модели при этом играет роль зоны пластических деформаций сварного соединения, а крайние элементы - роль окружающего эту зону основного металла. В реальном сварном соединении эти участки непосредственно связаны друг с другом. В модели же они для упрощения разделены, что облегчает обнаружение принципиальных закономерностей.
|
Знаки собственных напряжений:
|
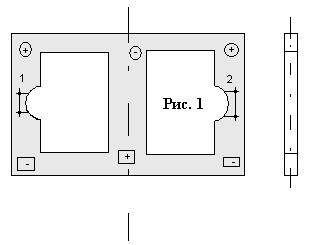
Рис.1
При сварке возникновение собственных (т.е. существующих в теле при отсутствии извне приложенных сил) напряжений связано с неравномерным нагревом металла до высоких температур. В результате нагрева металл стремится расшириться. В результате неравномерности нагрева соседние продольные (т.е. расположенные в направлении оси шва) волокна металла вступают во взаимодействие друг с другом. Это взаимодействие выражается в виде температурных (временных) продольных напряжений. Если эти напряжения оказываются выше предела текучести материала, то возникают пластические деформации металла. В зоне сварного соединения за счет сопротивления окружающего основного металла при нагреве имеют место сминающие продольные напряжения. Им соответствуют продольные деформации укорочения. Обнаружить пластические деформации укорочения возможно практически лишь после остывания изделия. На стадии нагрева они весьма трудноразличимы на фоне общего температурного расширения детали. Протекание при сварке пластических деформаций металла в период нагрева является необходимым условием для возникновения в металле остаточных сварочных напряжений и деформаций. Наличие в металле остаточных напряжений и деформаций приводит к перемещениям (изменению размеров и формы) элементов конструкций. Механизм образования остаточных напряжений при сварке не трудно проверить с помощью модели (рис. 1). Если при нагреве среднего элемента деформации в нем не выйдет за пределы упругости, то с помощью установленных в местах 2 и 1 тензометров можно будет обнаружить только временное (температурное) существование поля в модели. После остывания модель полностью вернется к начальному ненапряженному состоянию. Если же при нагреве среднего элемента имели место пластические деформации укорочения, то эксперимент покажет существование в модели как временного, так и остаточного полей напряжений. Напряжения временные и остаточные противоположны друг другу по знаку. Если при нагреве в среднем элементе модели (применительно к сварному соединению - в зоне пластических деформаций) возникают напряжения сжатия, то остаточные (после остывания) напряжения в нем уже растягивающими. Это связано с тем, что за счет пластического укорочения средний стержень после остывания стремится стать короче своей первоначальной длины. Крайние же стержни, не имевшие при нагреве пластических деформаций, после остывания желают вернуться к своим начальным размерам. Имея, по концам общую связь, стержни модели взаимодействуют друг с другом. В результате средний элемент оказывается растянутым, а крайние - сжатыми. Аналогичные знаки имеет эпюра остаточных напряжений в реальном сварном соединении. Типичный характер эпюры остаточных продольных напряжений в стыковом сварном соединении не малоуглеродистой стали показан на рис.2.

Порядок проведения работы:
Установить образец с зачеканенным по концам среднего стержня термопарам на подставку.
Установить на образец в местах 1 и 2 (см. рис.1) механические тензометры.
Защитить тензометры от предназначенной для нагрева части образца экранами.
Подключить термопары к милливольтметрам (при подключении соблюдать полярность).
Открыть арретиры тензометров и установить указательные стрелки на середину шкалы. Занести начальные показания тензометра в таблицу 1 .
Нагреть средний стержень до температуры 200-250°С.
Занести в таблицу 1 показания, соответствующие максимальным отклонениями стрелок тензометров в период нагрева.
После полного остывания образца занести показания тензометров в соответствующий столбец таблицы 1 и в первый столбец таблицы 2.
Отключить термопары от милливольтметров.
Ручной сваркой за один проход наплавить валик на средний стержень модели. Режим сварки:
![]()
![]()
![]()
Этим параметрам режима соответствует погонная энергия:
![]()
Занести в таблицу 2 показания тензометров в момент окончания наплавки валика и после полного остывания.
Вычислить для каждого случая значения «
 »
приращений числа делений по шкалам
тензометров и занести их в соответствующие
столбцы таблиц 1 и 2, учитывая знак
приращения.
»
приращений числа делений по шкалам
тензометров и занести их в соответствующие
столбцы таблиц 1 и 2, учитывая знак
приращения.Используя значения « » из таблиц 1 и 2, вычислить (по формуле:
 ),
соответствующие им значения напряжений.
Заполнить таблицу 3.
),
соответствующие им значения напряжений.
Заполнить таблицу 3.Сопоставить результаты, полученные при нагреве и при наплавке валика.
Заключение по проведенной работе.
1. Указать, что является необходимым условней для возникновения
остаточных напряжений при сварке.
2. Считая, что
материал образца (ВСт3сп) имеет предел
текучести
![]() ,
оценить подученные значения временных
и остаточных напряжений (в долях от
,
оценить подученные значения временных
и остаточных напряжений (в долях от
![]() ).
).
3. Привести примеры возможных нежелательных последствий существования в сварных конструкциях остаточных напряжений.
4. Указать наиболее распространенные методы уменьшения остаточных напряжений в сварных конструкциях.