

Отрезные работы Отрезные фрезы
![]() Для
отрезных работ применяют тонкие дисковые
фрезы —отрезные. Очень тонкие
дисковые фрезы малого диаметра для
фрезерования прорезей (шлицев) в головках
винтов и в гайках называютпрорезными(шлицевьми). У отрезных и прорезных фрез
(рис. 140) режущие кромки расположены
только по цилиндрической части, т. е.
зубья не имеют режущих кромок на обоих
торцах фрезы. Для уменьшения трения о
стенки пропила диски фрез имеют утонение
к центру на величину угла φ 1.
Для
отрезных работ применяют тонкие дисковые
фрезы —отрезные. Очень тонкие
дисковые фрезы малого диаметра для
фрезерования прорезей (шлицев) в головках
винтов и в гайках называютпрорезными(шлицевьми). У отрезных и прорезных фрез
(рис. 140) режущие кромки расположены
только по цилиндрической части, т. е.
зубья не имеют режущих кромок на обоих
торцах фрезы. Для уменьшения трения о
стенки пропила диски фрез имеют утонение
к центру на величину угла φ 1.

![]() Отрезные
и прорезные фрезы изготовляют по ГОСТ
2679-61 из быстрорежущей стали Р18 с мелкими,
средними (нормальными) и крупными
зубьями. Фрезы со средними и мелкими
зубьями (рис. 140, а) применяют для разрезания
тонких заготовок, тонкостенных труб,
для прорезания неглубоких шлицев в
головках винтов, а с крупными зубьями
(рис. 140, б) — для прорезания глубоких и
узких пазов и для отрезных работ.
Отрезные
и прорезные фрезы изготовляют по ГОСТ
2679-61 из быстрорежущей стали Р18 с мелкими,
средними (нормальными) и крупными
зубьями. Фрезы со средними и мелкими
зубьями (рис. 140, а) применяют для разрезания
тонких заготовок, тонкостенных труб,
для прорезания неглубоких шлицев в
головках винтов, а с крупными зубьями
(рис. 140, б) — для прорезания глубоких и
узких пазов и для отрезных работ.![]() Для
большей стойкости отрезных фрез
рекомендуется изготовлять на зубьях
переходные режущие кромки. У фрез со
средним зубом и у фрез с крупным зубом
при ширине 1,6мми выше переходные
режущие кромки выполняют по рис. 140, в.
Допускается также исполнение зубьев с
переходными режущими кромками по рис.
140, г. Такая заточка уменьшает трение
срезаемой стружки о стенки паза и дает
лучшее направление фрезе.
Для
большей стойкости отрезных фрез
рекомендуется изготовлять на зубьях
переходные режущие кромки. У фрез со
средним зубом и у фрез с крупным зубом
при ширине 1,6мми выше переходные
режущие кромки выполняют по рис. 140, в.
Допускается также исполнение зубьев с
переходными режущими кромками по рис.
140, г. Такая заточка уменьшает трение
срезаемой стружки о стенки паза и дает
лучшее направление фрезе.![]() Размерыаиfберут в зависимости от
ширины фрезыВ:
Размерыаиfберут в зависимости от
ширины фрезыВ:
|
B |
1,6 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
|
a |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
|
f |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
1,0 |
![]() Отрезные
фрезы обычно держатся на оправке за
счет трения при затяжке колец гайкой.
При тяжелых работах (разрезка брусков,
толстых прутков, разрезка толстого
листового металла) фрезу надевают на
шпонку.
Отрезные
фрезы обычно держатся на оправке за
счет трения при затяжке колец гайкой.
При тяжелых работах (разрезка брусков,
толстых прутков, разрезка толстого
листового металла) фрезу надевают на
шпонку.
Разрезка заготовки на части
![]() Требуется
разрезать на горизонтально-фрезерном
станке стальной угольник на пять равных
частей размером 60-0,5мм(рис.
141).
Требуется
разрезать на горизонтально-фрезерном
станке стальной угольник на пять равных
частей размером 60-0,5мм(рис.
141).
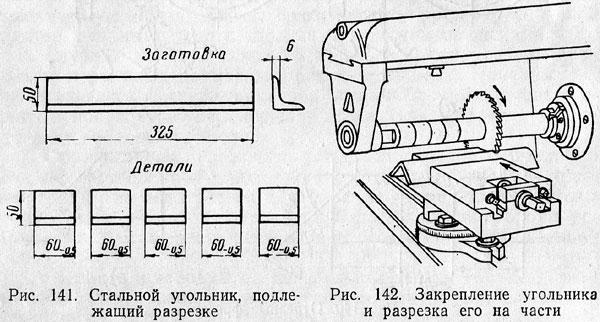
![]() Выбор
фрезы. Для работы возьмем отрезную
фрезу диаметром 160ммиз быстрорежущей
стали Р18, шириной 3ммс 56 средними
зубьями.
Выбор
фрезы. Для работы возьмем отрезную
фрезу диаметром 160ммиз быстрорежущей
стали Р18, шириной 3ммс 56 средними
зубьями.![]() Подготовка
к работе. Расположим заготовку в
машинных тисках, как показано на рис.
142, с упором на оба ребра для большей
жесткости. Разрез производят как можно
ближе к тискам, но чтобы фреза не задевала
за губки.
Подготовка
к работе. Расположим заготовку в
машинных тисках, как показано на рис.
142, с упором на оба ребра для большей
жесткости. Разрез производят как можно
ближе к тискам, но чтобы фреза не задевала
за губки.![]() Стол
с закрепленной заготовкой надо подвести
как можно ближе к станине, после чего
можно приступить к установке фрезы и
оправки. Установка и крепление отрезной
пилы не отличаются от ранее рассмотренных
методов крепления цилиндрических и
дисковых фрез.
Стол
с закрепленной заготовкой надо подвести
как можно ближе к станине, после чего
можно приступить к установке фрезы и
оправки. Установка и крепление отрезной
пилы не отличаются от ранее рассмотренных
методов крепления цилиндрических и
дисковых фрез.![]() Настройка
станка на режим фрезерования. При
отрезных работах скорости резания берут
порядка 40 — 60м/миндля фрез из
быстрорежущей стали.
Настройка
станка на режим фрезерования. При
отрезных работах скорости резания берут
порядка 40 — 60м/миндля фрез из
быстрорежущей стали.![]() Для
получения чистых торцов и перпендикулярности
разреза к боковым поверхностям детали
надо работать с малыми подачами порядка
0,01-0,03мм/зуби плотно крепить заготовку
в тисках
Для
получения чистых торцов и перпендикулярности
разреза к боковым поверхностям детали
надо работать с малыми подачами порядка
0,01-0,03мм/зуби плотно крепить заготовку
в тисках![]() Примем
скорость резания 40м/мини подачу
0,02мм/зуб.
Примем
скорость резания 40м/мини подачу
0,02мм/зуб.![]() По
формуле (2а) определяем число оборотов
фрезы:
По
формуле (2а) определяем число оборотов
фрезы:
![]()
![]() Поставим
лимб коробки скоростей на 80об/мин.
Поставим
лимб коробки скоростей на 80об/мин.![]() Минутная
подача составит:
Минутная
подача составит:
![]()
![]() Поставим
лимб коробки подач на 80мм/мин.
Поставим
лимб коробки подач на 80мм/мин.![]() Таким
образом, разрезку заготовки на части
будем производить отрезной фрезой
160X3X32мм(материал — быстрорежущая
сталь Р18) при продольной подаче 80мм/мин,
или 0,02мм/зуб, и скорости резания 40м/мин, применяем охлаждение —
эмульсию.
Таким
образом, разрезку заготовки на части
будем производить отрезной фрезой
160X3X32мм(материал — быстрорежущая
сталь Р18) при продольной подаче 80мм/мин,
или 0,02мм/зуб, и скорости резания 40м/мин, применяем охлаждение —
эмульсию.