

Выбор оборудования и инструмента
Выбор модели станка определяется прежде всего возможностью изготовления на нём деталей необходимых размеров и формы, качества её поверхности. Если эти требования можно обеспечить обработкой на различных станках, определённую модель станка выбирают из следующих соображений:
- соответствие его основных размеров габаритам обрабатываемых деталей, устанавливаемых по принятой схеме обработки;
- производительности - заданному масштабу производства;
- возможности работы на оптимальных режимах резания;
- соответствия станка требуемой мощности при обработке;
- возможности механизации и автоматизации выполняемой обработки;
- обеспечения наименьшей себестоимости обработки;
- возможности приобретения станка;
- необходимости использования имеющихся станков;
- возможность группирования технологических операций.
Приспособления для закрепления режущих инструментов и заготовок должны обеспечивать быструю установку, надёжность и правильность закрепления. Эти устройства должны быть удобны и безопасны в работе. Деталь, закреплённая в приспособлении, должна быть лишена подвижности от начала до конца обработки. Требуемое неподвижное положение обеспечивается установочными и зажимными элементами, между которыми деталь устанавливается и закрепляется.
Выбор режущих инструментов при оснащении технологического процесса производится исходя из условий обработки с учётом: вида станка; метода обработки; материала обрабатываемой детали, её размеров и конфигурации; требуемых точности обработки и шероховатости поверхностей; типа производства; заданных объёма выпуска и производительности обработки.
1. Токарно-револьверный станок - 1В340Ф30 с ЧПУ [9].
Токарно-револьверный станок 1В340Ф30 с ЧПУ – металлорежущее оборудование, предназначенное для обработки конических и цилиндрических заготовок сложной конфигурации. Он оснащается многопозиционной головкой для установки широкой линейки инструментов. Позволяет выполнять большой ряд основных операций.
Токарно-револьверный станок 1В340Ф30 с ЧПУ широко применяется в машиностроении, изготовлении металлоконструкций, металлических изделий, креплений, ремонте механизмов.

Рисунок 5.1 - Токарно-револьверный станок 1В340Ф30 с ЧПУ
Особенности модели:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.
- применение устройства подачи прутка и отрезного устройства до минимума сокращают вспомогательное время.
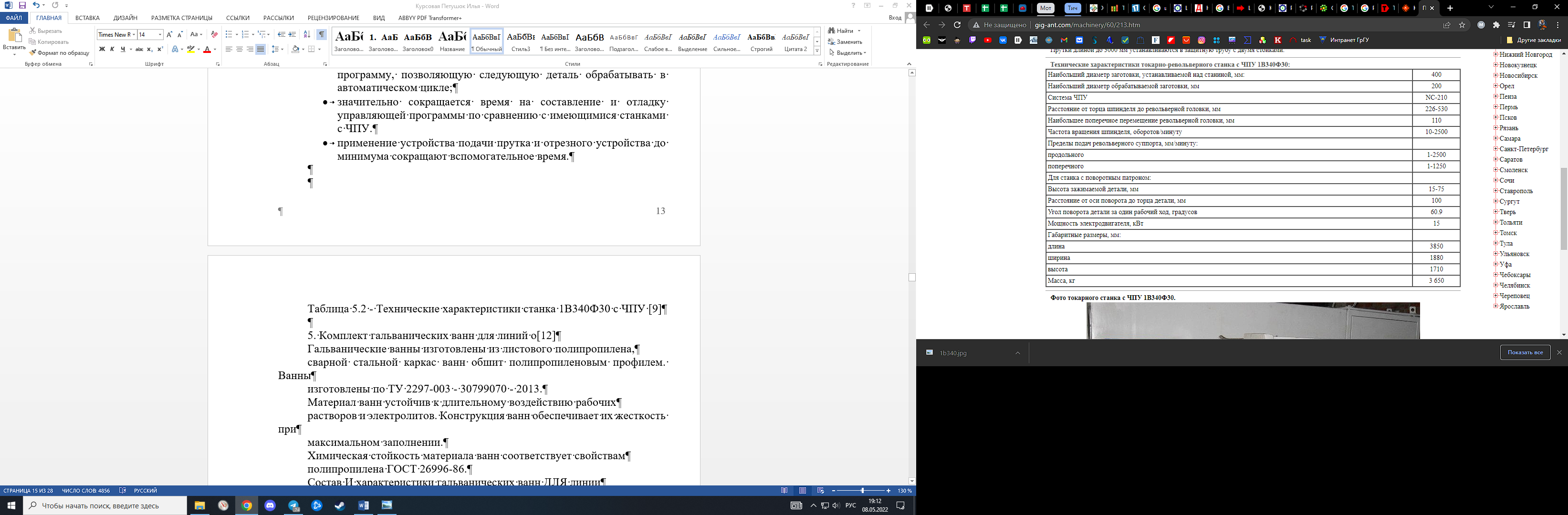
Таблица 5.1 - Технические характеристики станка 1В340Ф30 с ЧПУ [9]
2. Комплект гальванических ванн для линий оксидирования[12]
Гальванические ванны изготовлены из листового полипропилена, сварной стальной каркас ванн обшит полипропиленовым профилем. Ванны изготовлены по ТУ 2297-003 - 30799070 - 2013.
Материал ванн устойчив к длительному воздействию рабочих растворов и электролитов. Конструкция ванн обеспечивает их жесткость при максимальном заполнении.
Химическая стойкость материала ванн соответствует свойствам полипропилена ГОСТ 26996-86.
Состав и характеристики гальванических ванн для линии оксидирования:
Ванна химического обезжиривания
Комплектность:
- ванна, материал корпуса - полипропилен, материал каркаса - сталь обшитая полипропиленом
- теплообменник, материал - нержавеющая сталь
- датчик температуры, материал - нержавеющая сталь
- электромагнитный клапан
- крышка складная двухсекционная, материал - полипропилен
Ванна улавливания
Комплектность:
- ванна, материал корпуса - полипропилен, материал каркаса - сталь обшитая полипропиленом
- теплообменник, материал - нержавеющая сталь
- датчик температуры, материал - нержавеющая сталь
- электромагнитный клапан
- утепление каменной ватой с обшивкой из полипропилена
- бортотсос с шиберной заслонкой, материал - полипропилен
- крышка складная двухсекционная, материал - полипропилен
Ванна горячей промывки
Комплектность:
- ванна, материал корпуса - полипропилен, материал каркаса - сталь обшитая полипропиленом
- нагревательный элемент, материал - коррозионностойкая сталь
- датчик температуры, материал - нержавеющая сталь
- электромагнитный клапан
- утепление каменной ватой с обшивкой из полипропилена
- бортотсос с шиберной заслонкой, материал-полипропилен
- крышка складная двухсекционная, материал - полипропилен
Ванна оксидирования
Комплектность:
- ванна, материал корпуса - коррозионностойкая сталь
- нагревательный элемент, материал - коррозионностойкая сталь
- щит контроля и управления нагревом
- датчик уровня
- датчик температуры
- утепление каменной ватой с обшивкой из полипропилена
- бортотсос с шиберной заслонкой, материал - полипропилен
- крышка складная двухсекционная, материал-полипропилен
Ванна промасливания
Комплектность:
- ванна, материал корпуса - коррозионностойкая сталь
- нагревательный элемент, материал - коррозионностойкая сталь
- щит контроля и управления нагревом
- датчик уровня
- датчик температуры
- утепление каменной ватой с обшивкой из полипропилена
- датчик температуры
- утепление каменной ватой с обшивкой из полипропилена
- бортотсос с шиберной заслонкой, материал - полипропилен
- крышка складная двухсекционная, материал – полипропилен

Рисунок 5.5 – Общий вид ванн для линии оксидирования
При обработке применяются следующие инструменты:
1. Резец 2101-0501 ГОСТ 18870-73 проходной упорный резец с сечением
16х10 мм для обтачивания наружных цилиндрических и конических
поверхностей;
2. Резец 2130-0303 ГОСТ 18884-73 - отрезной резец с сечением 16x10мм для отрезания цилиндрических поверхностей;
3. Сверло 2300-0686 ГОСТ 4010-77 - для предварительного сверления отверстий диаметром 6 мм;
4. Зенковка 2353-0133 по ГОСТ 14953-80- для зенкерования отверстия Ø7мм;
5. Метчик 2620-3771 ГОСТ 3266-81 для нанесения внутренней резьбы диаметром 8 мм, шагом 1 мм, длинной 41 мм;
6. Резец 2130-0303 ГОСТ 18884-72 - внешней резьбы диаметром 14 и 16 мм, шагом 1,5 мм, для поля допуска резьбы 8g;
7. Штангенциркуль ШЦЦ-1-125-0,01 ГОСТ 166-89.
8. Профилометр TR100 ГОСТ 19300-86.