

Технологические основы внепечной обработки
В качестве основных технологических воздействий на металл в ходе внепечной обработки могут рассматриваться:
Вакуумирование стали.
Продувка металла инертным газом.
Обработка металла синтетическими шлаками.
Обработка металла твердыми порошкообразными материалами.
Реальные технологические процессы внепечной обработки являются комплексными, сочетающими в различных комбинациях отмеченные выше технологические воздействия на металл.
Вакуумирование стали
Суть технологического воздействия – снижение внешнего давления над металлом с целью смещения равновесия, зависящих от давления реакций рафинирования металла.
Повышение качества при вакуумировании происходит за счет протекания следующих процессов:
Дегазация металла путем снижения концентрации водорода и азота в стали.
Вакуумное раскисление стали за счет возрастания раскисляющей способности углерода. Кроме того, смещение равновесия реакции окисления углерода может быть использовано для глубокого обезуглероживания стали.
Снижение содержания в металле неметаллических включений, как в результате перемешивания, так и частичного восстановления неметаллических включений углеродом.
Частичное рафинирование от нежелательных примесей цветных металлов в результате испарения легколетучих примесей (цинк, свинец, сурьма, олово).
С точки зрения конструктивного решения и технологических особенностей могут быть выделены следующие способы вакуумирования стали:
Вакуумирование в ковше.
Струйное вакуумирование.
Порционное вакуумирование.
Циркуляционное вакуумирование.
Вакуумирование в ковше (рис.9.1-1) является сравнительно технически простым и относительно дешевым способом. Суть состоит в установке сталеразливочного ковша с металлом в вакуумную камеру, в которой после закрытия крышки с помощью системы вакуумных насосов производится снижение внешнего давления.
Струйное вакуумирование может быть реализовано как при переливе из ковша в другой ковш, установленный в вакуумной камере, так и при разливке в вакууме крупных слитков (более 50 т), когда в вакуумной камере установлена изложница. Особого внимания заслуживает вариант поточного вакуумирования при разливке стали на машине непрерывного литья заготовок.
Порционный и циркуляционный способы вакуумирования объединяет то, что единовременно подвергается вакуумирования только часть металла, засасываемая из ковша в специальную вакуумную камеру. Различие между способами заключается в способе обмена металла между ковшом и вакууматором. При порционном вакуумировании (процесс DH) вакуумная камера имеет один патрубок и обновление порции вакуумируемого металла происходит за счет перемещения вакуумной камеры «вверх-вниз». Вауумная камера для циркуляционного вауумирования (процесс RH, рис.9.1-2) оснащена двумя патрубками, один из которых предназначен для поступления металла в вакууматор (подающий патрубок), другой – для отвода металла из вакууматора (убирающий патрубок). Для организации циркуляции металла после опускания патрубков в ковш с металла в подающий патрубок осуществляется подача инертного газа. Формирующийся «газовый лифт» способствует поступлению в вакууматор новый порций металла из ковша, а возникающее избыточное ферростатическое давление способствует сходу соответствующего количества металла через убирающий патрубок обратно из вакууматора в ковш.
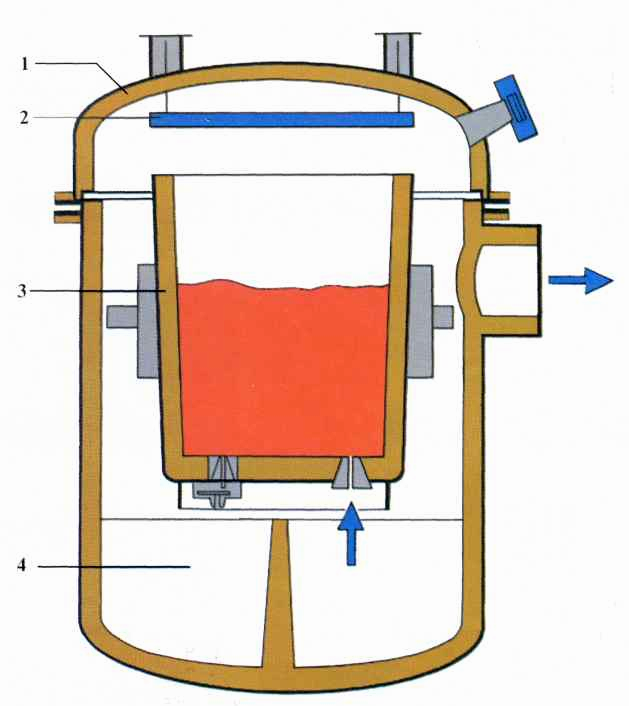

Рис. 9.1-1. Установка для вакуумной обработки металла в ковше
1 – вакуум-крышка; 2 – теплозащитный экран; 3 – сталеразливочный ковш;
4 – вакуум-камера
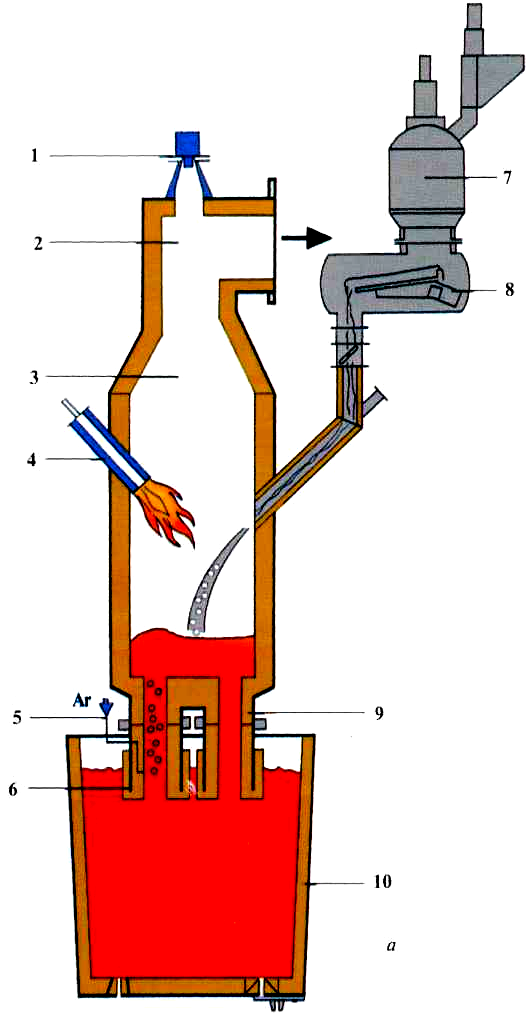

Рис.9.1-2. Схема RH- процесса (циркуляционного вакуумирования)
1 – промышленная телевизионная камера; 2 – подключение вакуума; 3 – камера RH; 4 – подогрев камеры; 5 – патрубок для подвода транспортирующего газа; 6 – погружная трубка на входе; 7 – шлюзовое устройство для ввода в камеру легирующих добавок; 8 – лотковый дозатор в вакуум-плотном кожухе; 9 – погружная трубка на выходе; 10 – сталеразливочный ковш
Методы вакуумной обработки стали непрерывно совершенствуются, предлагаются новые решения, позволяющие получать металл высокого качества с использованием более простых метадов. Примером может служить процесс РМ (рис.9.1-3). Сущность метода заключается в переменном включении и выключении подачи аргона и вакуумного насоса, вследствие чего металл в цилиндре и в ковше интенсивно пульсирует, что обеспечивает высокую степень его рафинирования. Достоинством установки является возможность высокоэффективной работы без глубокого вакуума.


Рис.9.1-3. Общий вид и схема РМ-процесса
1 – пункт управления; 2 – избыточное давление N2; 3 – клапанная станция; 4 – вакуум; 5 –гидравлическая система; 6 – бункер для легирующих добавок