

Обработка металла твердыми порошкообразными материалами
Сущность процесса – создание длительного контакта жидкого металла и твердого реагента в условиях развитой поверхности и интенсивного перемешивания. Система «металл-реагент» быстро приходит в равновесие. Природа реагента и характер протекающих реакций определяется целями обработки.
Увеличение контактной поверхности получают за счет измельчения материалов. Интенсивное перемешивание достигается путем подачи измельченных материалов в токе несущего газа (чаще всего используют аргон, возможно использование воздуха, природного газа, азота). Это ускоряет процессы взаимодействия порошков с металлом, идущие в диффузионном режиме. Кроме того, газ-носитель может оказывать самостоятельное рафинирующее воздействие на металл, повышая эффективность обработки.
Этот технологический прием внепечной обработки получил название «инжекционная металлургия» (TN-процесс, рис.9.1-5). Его используют в целях:
Десульфурации металла, вдувая в токе аргона металлические порошки (Сa, Mg) и порошки шлакообразующих матералов).
Раскисления металла, вдувая в токе аргона металлические порошки (Сa, Mg).
Легирования.
Науглероживания.
Участок или отделение внепечной обработки является неотъемлемой частью современного сталеплавильного цеха. При этом в его состав могут входить несколько различных агрегатов и установок («печь-ковш», вакууматор, установка гомогенизации и т.п.), что предопределяет значительное разнообразие конкретных технологических схем обработки в зависимости от целей и требований к качеству металла.
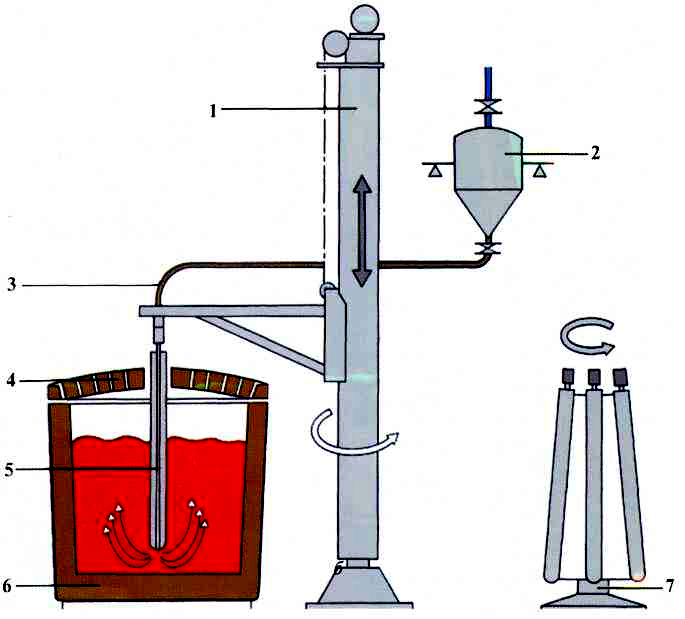
Рис.9.1-5. Схема устройства для вдувания порошкообразных материалов в металл
1 – подъемно-опускающее устройство; 2 – раздаточный сосуд; 3 – труба для продувки; 4 – крышка с огнеупорной футеровкой; 5 – фурма; 6 – ковш; 7 – накопитель фурм
Разливка стали
Слиток – массивная отливка простой конфигурации, предназначенная для обработки давлением.
Разливка стали – технологический процесс получения слитков.
Способы разливки:
1. Разливка в изложницы – процесс получения слитков путем периодического заполнения чугунной формы.
1.1. Разливка сверху (рис.9.2-1).
1.2. Сифоннаяразливка (рис.9.2-2) – наполнение изложниц жидкой сталью снизу с использованием принципа сообщающихся сосудов.
2. Непрерывнаяразливка.
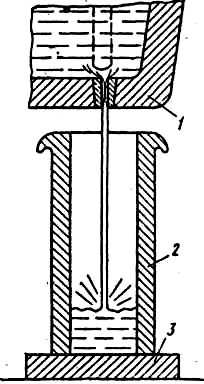
Рис.9.2-1. Схема разливки стали сверху
1 – сталеразливочный ковш; 2 – изложница; 3 - поддон
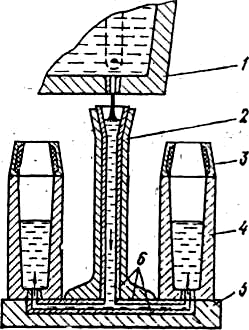
Рис. 9.2-2. Схема сифонной разливки стали
1 – сталеразливочный ковш; 2 – центровая; 3 – прибыльная надставка; 4 – изложница; 5 – поддон; 6 – сифонный кирпич
Преимущества сифонной разливки перед разливкой сверху:
1. Возможность разливки плавок большой массы в слитки малого развеса.
2. Выше качество поверхности слитка.
3. Легче следить за скоростью наполнения изложницы и регулировать скорость разливки.
4. Меньшая длительность разливки.
Недостатки сифонной разливки перед разливкой сверху:
1. Сложность и повышенная стоимость разливки, обусловленная расходом сифонного кирпича, установкой дополнительного оборудования и затратами труда на сборку поддонов и центровых .
2. Дополнительные потери металла в виде литников (0,7-2,5% от массы разливаемой стали) и возможность потерь металла при прорывах через сифонные кирпичи.
3. Необходимость нагрева металла в печи до более высокой температуры, так как он дополнительно охлаждается в каналах сифонного кирпича.
Разливка сверху используется для разливки рядовых марок сталей. Сифонная разливка – для разливки качественных, легированных сталей и при разливке в слитки меньше 2,5 т.
Суть наиболее распространенного варианта непрерывной разливки – жидкую сталь непрерывно заливают в водоохлаждаемую изложницу без дна – кристаллизатор, из нижней части которого вытягивают затвердевший по периферии слиток с жидкой сердцевиной (рис.9.2-3). Далее слиток движется через зону вторичного охлаждения, где полностью затвердевает, после чего его разрезают на куски определенной длины. Разливку ведут до израсходования металла в сталеразливочном ковше или же разливают без перерыва металл из нескольких ковше (разливка методом «плавка на плавку»).
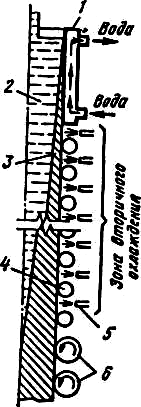
Рис.9.2-3. Схема отливки и затвердевания непрерывнолитого слитка
1 – кристаллизатор; 2 – жидкий металл; 3 – затвердевший металл; 4 – опорный ролик; 5 – форсунка для подачи распыленной воды на слиток; 6 – тянущие валки
Преимущества непрерывной разливки по сравнению с разливкой в изложницы:
1. Существенно повышается выход годного металла(на 10-15%). Верхняя часть слитка (13-20%) при прокатке идет в обрезь из-за наличия усадочной раковины. Процент обрези при непрерывной разливке существенно меньше.
2. Упрощается производство и улучшаются технико-экономические показатели, так как
- отпадает необходимость в обжимных станах (блюмингах, слябингах).
- уменьшаются энергетические затраты, потребность в рабочей силе и площадь завода.
3. Повышается качество металла (за счет снижения химической и структурной неоднородности).
4. Уменьшаются затраты ручного труда и улучшаются условия труда при разливке.
5. Создаются условия для автоматизации процесса разливки.