

MetodVorobev1
.pdfДеталь 5. Звездочка
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
D1 |
148,1 |
213,8 |
267,2 |
345 |
402,5 |
D2 |
121 |
186,5 |
234,1 |
305,7 |
357,0 |
D3 |
70 |
85 |
100 |
125 |
145 |
d1, h7 |
40 |
52 |
65 |
76 |
90 |
L |
60 |
75 |
95 |
120 |
135 |
l1 |
36,8 |
43,4 |
52,8 |
68,1 |
71,6 |
l2 |
11,3 |
14,1 |
17,0 |
22,7 |
22,7 |
l3 |
20 |
30 |
40 |
50 |
60 |
r1 |
1,6 |
1,6 |
1,6 |
2,5 |
2,5 |
r2 |
20,2 |
27,0 |
32,4 |
37,8 |
43,7 |
r3 |
3 |
3 |
4 |
4 |
5 |
h1 |
9,5 |
12,7 |
15,2 |
17,8 |
20,6 |
a |
12 |
16 |
18 |
22 |
25 |
a1(+0,2) |
43,3 |
56,3 |
69,4 |
81,4 |
95,4 |
t |
19,05 |
25,4 |
31,75 |
38,1 |
44,45 |
D |
11,91 |
15,88 |
19,05 |
22,23 |
25,7 |
dz |
139,9 |
202,6 |
253,3 |
328,2 |
382,9 |
b |
18,08 |
24,08 |
30,08 |
36,08 |
42,28 |
Bвн |
12,7 |
15,88 |
19,05 |
25,4 |
25,4 |
Z |
23 |
25 |
25 |
27 |
27 |
Деталь 6. Корпус
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
D1 |
132 |
66 |
198 |
264 |
528 |
D2 h7 |
100 |
50 |
150 |
200 |
400 |
D3 |
99 |
49 |
148 |
198 |
397 |
D4 |
115 |
58 |
173 |
230 |
460 |
D5 |
86 |
43 |
130 |
172 |
344 |
d0 |
М6 |
М3 |
М8 |
М12 |
М24 |
d1 H6 |
72 |
36 |
108 |
144 |
288 |
d2 |
6,5 |
4,0 |
9,0 |
13 |
25 |
L |
28 |
14 |
42 |
56 |
112 |
l1 |
20 |
10 |
30 |
40 |
80 |
l2 |
3 |
2 |
5 |
6 |
12 |
l3 |
15 |
7 |
22 |
30 |
60 |
l4 |
18 |
9 |
27 |
36 |
72 |
Деталь 7. Крышка
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
D1 |
270 |
540 |
810 |
405 |
675 |
D2 |
258 |
516 |
774 |
387 |
645 |
D3 |
240 |
480 |
720 |
360 |
600 |
D4 H12 |
202 |
404 |
606 |
303 |
505 |
D5 |
160 |
320 |
480 |
240 |
400 |
D6 |
46 |
92 |
138 |
69 |
115 |
d0 |
6 |
12 |
18 |
9 |
15 |
d1 H9 |
30 |
60 |
90 |
45 |
75 |
d2 |
М5 |
М10 |
М16 |
М8 |
М12 |
L |
38 |
76 |
114 |
58 |
96 |
l1 |
35 |
70 |
105 |
53 |
88 |
l2 |
5 |
10 |
15 |
8 |
12 |
l3 |
15 |
50 |
75 |
38 |
63 |
l4 |
18 |
36 |
54 |
27 |
45 |
l5 |
15 |
30 |
45 |
23 |
38 |
r |
2 |
4 |
6 |
3 |
5 |
Деталь 8. Стакан
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
H |
65 |
130 |
195 |
260 |
520 |
h1 |
21 |
42 |
63 |
84 |
168 |
h2 |
8 |
16 |
24 |
32 |
64 |
h3 |
12 |
24 |
36 |
48 |
96 |
h4 |
5 |
10 |
15 |
20 |
40 |
L |
90 |
180 |
270 |
360 |
720 |
l1 |
60 |
120 |
180 |
240 |
480 |
l2 |
30 |
60 |
90 |
120 |
240 |
d0, Н11 |
8 |
16 |
24 |
32 |
54 |
d1 |
30 |
60 |
90 |
120 |
240 |
d2, Н11 |
50 |
100 |
150 |
200 |
400 |
D1 h11 |
80 |
160 |
240 |
320 |
640 |
D2 |
70 |
140 |
210 |
280 |
560 |
r |
51 |
102 |
153 |
204 |
408 |
|
|
|
|
|
|
|
|
|
|
|
|
Деталь 9. Колесо зубчатое
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
D1 h9 |
299,2 |
149,6 |
239,3 |
359,0 |
478,7 |
D2 |
270 |
135 |
216 |
324 |
432 |
D3 |
180 |
90 |
144 |
216 |
288 |
D4 |
80 |
50 |
64 |
100 |
140 |
d1 H7 |
50 |
32 |
40 |
60 |
80 |
d2 |
50 |
30 |
36 |
65 |
80 |
L |
60 |
40 |
48 |
72 |
96 |
l1 |
50 |
15 |
40 |
60 |
80 |
l2 |
5 |
10 |
4 |
6 |
8 |
l3 |
18 |
9 |
14 |
11 |
28 |
l4 |
14 |
7 |
12 |
30 |
40 |
a D10 |
14 |
10 |
12 |
18 |
23 |
a1(+0,2) |
53,8 |
35,3 |
43,3 |
64,4 |
85,4 |
r |
5 |
1,5 |
4 |
6 |
9 |
mn |
2,5 |
1,25 |
2,0 |
3,0 |
4,0 |
d |
194,2 |
142,1 |
235,3 |
353,0 |
470,7 |
Деталь 10. Колесо зубчатое коническое
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
D1 |
139,2 |
116 |
185,6 |
278,4 |
510,5 |
D2 |
125 |
104,2 |
166,7 |
250 |
458,3 |
D3 |
70 |
58,3 |
93,3 |
140 |
256,7 |
d1 H7 |
36 |
30 |
48 |
72 |
110 |
h1 h9 |
35 |
29,2 |
46,7 |
70 |
128,3 |
L |
108,6 |
90,5 |
144,8 |
217,2 |
398,2 |
l1 |
64,4 |
53,7 |
85,9 |
128,8 |
236,1 |
l2 h8 |
60 |
50 |
80 |
120 |
220 |
l3 |
40 |
33,3 |
53,3 |
80 |
146,7 |
l4 |
28 |
23,3 |
37,3 |
56 |
102,7 |
d H10 |
10 |
8 |
14 |
20 |
28 |
a1(+0,2) |
39,3 |
33,3 |
51,8 |
76,9 |
116,4 |

Рис. П.2. Литниковая система
1-чаша (воронка); 2-литниковый ход (коллектор, шлакоуловитель); 4-питатели
Рис. П.3. Эскиз литейной формы (пример)
43
Таблица П.4. Песчано-глинистые формовочные смеси для чугунных отливок
|
|
|
|
|
|
|
|
составЗерновойпеска |
|
|
|
|
|
|
|
Состав смеси |
|
|
|
|
|
|
Свойства |
|||||||
|
|
|
Массаотливки, кг |
|
Толщинастенки отливки,мм |
Глина,% |
|
смесьОтраб. |
|
матер.Свеж |
поронюкКамугол. |
|
опилкиДрев. |
|
смесьОтраб. |
Единая |
|
Влажность,% |
-Газопроницаемость, ст.вд. |
прочн.ПределПри сжатии,кПа |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Облицовочная |
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
формовки |
сырому |
|
До 20 |
|
25-40 |
8-10 |
02А |
|
70-40 |
22-52 |
|
4-5 |
|
- |
93,2-89,2 |
6-10 |
0,5 |
|
4,5-6,0 |
25-35 |
39-58 |
|
||||||||
|
|
|
20-200 |
|
|
До10 |
8-10 |
01А,016А |
|
78-59 |
20-38 |
|
2-3 |
|
- |
96,5-94,5 |
3-5 |
0,7 |
|
4,5-5,5 |
40-60 |
29-49 |
|
|||||||
|
|
|
200- |
|
|
10-25 |
7-10 |
016А |
|
75-45 |
22-51 |
|
3-4 |
|
- |
94,3-92,3 |
5-7 |
0,8 |
|
4,0-5,5 |
50-70 |
29-49 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Для |
по |
|
1000 |
|
|
Св.40 |
9-10 |
02А,0315Б |
|
60-40 |
26-55 |
|
5-8 |
|
- |
88,8-83,5 |
10-15 |
1,2- |
|
5,0-7,0 |
70- |
|
49-78 |
|
||||||
|
Св.1000 |
|
|
|
|
1,5 |
|
100 |
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
по |
|
|
До20 |
|
До10 |
12-14 |
02А,035 |
|
70-40 |
25-57 |
|
- |
|
0,3 |
|
|
|
|
|
|
6,0-7,0 |
60-80 |
49-74 |
|
||||||
формовки |
сухому |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
А |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
200- |
|
|
|
|
0315А |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
80- |
|
|
|
|
|
|
|
1000 |
|
|
10-30 |
12-14 |
С4А,0315 |
|
60-35 |
37-62 |
|
- |
|
0,3 |
|
|
|
|
|
|
6,0-8,0 |
100 |
|
49-74 |
|
||||
Для |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Св.1000 |
|
Св.30 |
12-16 |
01А,0315А |
|
50-40 |
38-50 |
|
2 |
|
10-12 |
|
|
|
|
|
|
7,0-8,0 |
70 |
|
65-71 |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
Таблица П.5. Песчано-глинистые формовочные смеси для стальных |
|
|
||||||||||||||||||||||||||||
отливок |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Смесь |
|
|
|
отливки,Масса кг |
стенкиТолщинаотливки, мм. |
ная-Отработансмесь |
|
Кварцевыйпесок |
|
Глина |
|
|
|
Сульфитнаябарда |
|
|
|
|
Газопроницаемость, ст.ед. |
|
|
Влажность,% |
прочностиПределпри сжатии,кПа |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
Состав смеси, масс.% |
|
|
|
|
|
|
|
|
Свойства смеси |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зерновой состав |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
песка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
Облицовочная |
|
|
До100 |
≤25 |
80-40 |
|
16,5-53 |
|
3-6,5 |
|
|
0,5 |
|
016А, 02А, 02Б |
|
80-100 |
|
3,5-4,5 |
|
29-49 |
|
|||||||||
для формовки |
|
100-500 |
≤25 |
75-40 |
|
20,5-51,5 |
|
4-8 |
|
|
|
0,5 |
|
02Б, С2А |
|
100-120 |
|
4,0-5,0 |
|
39-58 |
|
|||||||||
по сырому |
|
|
|
Св.500 |
≤50 |
60-40 |
|
33,5-51,0 |
|
6-8,5 |
|
|
0,5 |
|
02Б, 02А |
|
100-130 |
|
4,5-5,5 |
|
49-68 |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Облицовочная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
для формовки |
|
До 5000 |
≤50 |
80-40 |
|
15,5-50,5 |
|
4-9 |
|
|
|
0,5 |
|
02А, 0315Б |
|
70-100 |
|
5,0-7,0 |
|
49-68 |
|
|||||||||
по сухому |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Облицовочная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
для отливок, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
склонных к |
|
До 5000 |
|
80-40 |
|
12,5-45,5 |
|
4-9 |
|
|
|
1,5-2,4 |
|
02А, 0315Б |
|
70-100 |
|
5,0-7,0 |
|
34-58 |
|
|||||||||
образованию |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
горячих трещин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Единая для |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
формовки по |
|
|
До 100 |
≤80 |
92-90 |
|
6,5-8,0 |
|
- |
|
|
|
1,5-2,0 |
|
016, 02А, 02Б |
|
80-100 |
|
3,5-4,5 |
|
29-49 |
|
||||||||
сырому |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
44
Таблица П.6. Классы точности размеров и ряды припусков на механическую обработку отливок для различных способов литья
|
|
|
Тип металла и сплава |
|
|
Наибольший |
|
|
|
|
Цветные с |
Цветные с |
Ковкий, высокопрочный и |
|
Способ литья |
габаритный размер |
температурой |
температурой |
легированный чугун, |
|
отливки, мм |
плавления ниже 700 |
плавления выше 700 |
сталь |
|
|
Классы точности размеров и ряды припусков |
||
|
|
|
3т − 5 |
|
|
|
|
|
|
3 − 6 |
|
|
4 − 7т |
|
|||||||||||||||||||||
Литье под давлением в |
До 100 |
1 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|||||||||||
металлические формы |
Св. 100 |
|
|
|
3 − 6 |
|
|
|
|
4 − 7т |
|
|
|
|
5т − 7 |
|
|||||||||||||||||||
|
|
1 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
Литье в керамические формы и по |
|
|
|
|
3 − 6 |
|
|
|
|
4 − 7т |
|
|
|
|
5т − 7 |
|
|||||||||||||||||||
До 100 |
1 |
|
|
|
|
|
|
|
|
|
|
|
1 − 2 |
|
|
|
|
1 − 2 |
|||||||||||||||||
выплавляемым и по выжигаемым |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
Св. 100 |
|
|
|
4 − 7 |
|
|
|
5т − 7 |
|
|
|
|
|
5 − 8 |
|||||||||||||||||||||
моделям |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
1 − 2 |
|
|
|
|
|
|
|
|
|
|
1 − 2 |
|
|
|
|
|
|
|
|
1 − 2 |
|
|
|
|
|
|
||||
|
|
|
|
|
4 − 9 |
|
|
5т − 10 |
|
|
5 − 11т |
||||||||||||||||||||||||
Литье в кокиль и под низким |
|
|
|
|
1 − 2 |
|
|
|
|
|
|
|
|
|
|
1 − 3 |
|
|
|
|
|
|
1 − 3 |
|
|
|
|||||||||
давлением в металлические формы |
До 100 |
5т − 10 |
|
|
5 − 11т |
|
|
|
|
|
6 − 11 |
|
|||||||||||||||||||||||
без и с песчаными стержнями, литье |
Св. 100 до 630 |
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
1 − 3 |
|
|
|
|
|
1 − 3 |
|
|
|
|
2 − 4 |
|||||||||||||||||||||
в песчаные формы, отверждаемые в |
Св. 630 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
контакте с оснасткой |
|
5 − 11т |
|
|
|
|
6 − 11 |
|
|
7т − 12 |
|||||||||||||||||||||||||
|
|
|
|
|
1 − 3 |
|
|
|
|
|
|
|
2 − 4 |
|
|
|
|
|
|
|
2 − 5 |
|
|
||||||||||||
|
|
|
|
6 − 11 |
|
|
7т − 12 |
|
|
7 − 13т |
|||||||||||||||||||||||||
Литье в песчаные формы, |
До 630 |
|
|
|
2 − 4 |
|
|
|
|
|
|
|
|
2 − 4 |
|
|
|
|
|
|
2 − 5 |
|
|||||||||||||
отверждаемые вне контакта с |
|
|
7 − 12 |
|
|
|
8 − 13т |
|
|
|
9т − 13 |
|
|||||||||||||||||||||||
Св. 630 до 4000 |
|
|
|
|
|
|
|||||||||||||||||||||||||||||
оснасткой, центробежное, в сырые и |
|
|
|
2 − 4 |
|
|
|
|
|
3 − 5 |
|
|
|
|
|
3 − 6 |
|||||||||||||||||||
Св. 4000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
сухие песчано-глинистые формы |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
8 − 13т |
|
|
9т − 13 |
|
|
|
|
9 − 14 |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
3 − 5 |
|
|
|
|
|
|
3 − 6 |
|
|
|
|
|
|
4 − 6 |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. В числителе указаны классы точности размеров и масс, в знаменателе – ряды припусков. Меньшие их значения относятся к простым отливкам и условиям массового автоматизированного производства; большие значения – к сложным, мелкосерийно и индивидуально изготовленным отливкам; средние – к отливкам средней сложности и условиям механизированного серийного производства.
45
Таблица П.7. Допуски размеров отливок для классов точности
Интервалы |
Допуски размеров отливок, мм, не более, для классов точности размеров отливок |
|
|
|
|
|
|||||||||||
номинальных |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
размеров, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
6 |
7т |
7 |
8 |
9т |
9 |
10 |
11т |
11 |
12 |
13т |
13 |
14 |
15 |
16 |
||
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
До 4 |
0,24 |
0,32 |
0,40 |
0,50 |
0,64 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 4 до 6 |
0,28 |
0,36 |
0,44 |
0,56 |
0,70 |
0,9 |
1,1 |
1,4 |
1,8 |
2,2 |
2,8 |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 6 до 10 |
0,32 |
0,40 |
0,50 |
0,64 |
0,80 |
1,0 |
1,2 |
1,6 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 10 до 16 |
0,36 |
0,44 |
0,56 |
0,70 |
0,90 |
1,1 |
1,4 |
1,8 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7 |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 16 до 25 |
0,40 |
0,50 |
0,64 |
0,80 |
1,00 |
1,2 |
1,6 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8 |
10 |
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 25 до 40 |
0,44 |
0,56 |
0,70 |
0,90 |
1,10 |
1,4 |
1,8 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9 |
11 |
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 40 до 63 |
0,50 |
0,64 |
0,80 |
1,00 |
1,20 |
1,6 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10 |
12 |
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 63 до 100 |
0,56 |
0,70 |
0,90 |
1,10 |
1,40 |
1,8 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11 |
14 |
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.100 до160 |
0,64 |
0,80 |
1,00 |
1,20 |
1,60 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12 |
16 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.160 до 250 |
0,70 |
0,90 |
1,10 |
1,40 |
1,80 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14 |
18 |
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.250 до 400 |
0,80 |
1,00 |
1,20 |
1,60 |
2,00 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16 |
20 |
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.400 до 630 |
0,90 |
1,10 |
1,40 |
1,80 |
2,20 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
18 |
22 |
28 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.630 до 1000 |
1,00 |
1,20 |
1,60 |
2,00 |
2,40 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
20 |
24 |
32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.1000 до 1600 |
- |
1,40 |
1,80 |
2,20 |
2,80 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
18,0 |
22 |
28 |
36 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.1600 до 2500 |
- |
- |
2,00 |
2,40 |
3,20 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
24 |
32 |
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.2500 до 6000 |
- |
- |
- |
3,20 |
3,60 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
18,0 |
22,0 |
28 |
36 |
44 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.4000 до 6300 |
- |
- |
- |
- |
- |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
24,0 |
32 |
40 |
50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.6300 |
- |
- |
- |
- |
- |
- |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
24,0 |
32,0 |
40 |
50 |
64 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.8. Припуски размеров отливок.
Допуски размеров |
|
|
|
|
Основной припуск для рядов не более, мм |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||
отливок, мм |
|
1 |
|
2 |
|
3 |
|
4 |
|
5 |
|
6 |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 1,24 |
до 0,30 |
0,6 |
...0,8 |
0,9 |
...1,2 |
1,2 |
...1,6 |
1,8 |
...2,2 |
2,6 |
...3,2 |
|
- |
Св. 0,30 |
до 0,40 |
0,7... |
0,9 |
1,0... |
1,3 |
1,4... |
1,8 |
1,9... |
2,4 |
2,8... |
3,2 |
|
|
Св. 0,40 |
до 0,50 |
0,8... |
1,0 |
1,1... |
1,4 |
1,5... |
2,0 |
2,0... |
2,6 |
3,0... |
3,4 |
|
|
Св.0,50 |
до 0,60 |
0,9... |
1,2 |
1,2... |
1,6 |
1,6... |
2,2 |
2,2... |
2,8 |
3,2... |
3,6 |
|
|
Св.0,60 до 0,80 |
1,0... |
1,4 |
1,3... |
1,8 |
1,8... |
2,4 |
2,4... |
3,0 |
3,4... |
3,8 |
4,4 |
...5,0 |
|
Св. 0,80 |
до 1,0 |
1,1... |
1,6 |
1,4... |
2,0 |
2,0... |
2,8 |
2,6... |
3,2 |
3,6... |
4,0 |
4,6... |
5,5 |
Св. 1,0 до 1,2 |
1,2... |
2,0 |
1,6... |
2,4 |
2,2... |
3,0 |
2,8... |
3,4 |
3,8... |
4,2 |
4,8... |
6,0 |
|
Св. 1,2 до 1,6 |
1,6... |
2,4 |
2,0... |
2,8 |
2,4... |
3,2 |
3,0... |
3,8 |
4,0... |
4,6 |
5,0... |
6,5 |
|
Св. 1,6 до 2,0 |
2,0... |
2,8 |
2,4... |
3,2 |
2,8... |
3,6 |
3,4... |
4,2 |
4,2... |
5,0 |
5,5... |
7,0 |
|
Св. 2,0 до 2,4 |
2,4... |
3,2 |
2,8... |
3,6 |
3,2... |
4,0 |
3,8... |
4,6 |
4,6... |
5,5 |
6,0... |
7,5 |
|
Св. 2,4 до 3,0 |
2,8... |
3,6 |
3,2... |
4,0 |
3,6... |
4,5 |
4,2... |
5,0 |
5,0... |
6,5 |
6,5... |
8,0 |
|
Св. 3,0 до 4,0 |
3,4... |
4,5 |
3,8... |
5,0 |
4,2... |
5,5 |
5,0... |
6,5 |
5,5... |
7,0 |
7,0... |
9,0 |
|
Св. 4,0 до 5,0 |
4,0... |
5,5 |
4,4... |
6,0 |
5,0... |
6,5 |
5,5... |
7,5 |
6,0... |
8,0 |
8,0... |
10,0 |
|
Св. 5,0 до 6,0 |
5,0... |
7,0 |
5,5... |
7,5 |
6,0... |
8,0 |
6,5... |
8,5 |
7,0... |
9,5 |
9,0... |
11,0 |
|
Св. 6,0 до 8,0 |
|
|
6,5... |
9,5 |
7,0... |
10,0 |
7,5... |
11,0 |
8,5... |
12,0 |
10,0... |
13,0 |
|
Св. 8,0 до 10,0 |
|
|
|
|
9,0... |
12,0 |
10,0... |
13,0 |
11,0... |
14,0 |
13,0... |
15,0 |
|
Св. 10,0 |
до 12,0 |
|
|
|
|
10,0... |
13,0 |
11,0... |
14,0 |
12,0... |
15,0 |
13,0... |
16,0 |
Св. 12,0 |
до 16,0 |
|
|
|
|
13,0... |
15,0 |
14,0... |
16,0 |
15,0... |
17,0 |
16,0... |
19,0 |
Св. 16,0 |
до 20,0 |
|
|
|
|
|
|
17,0... |
20,0 |
18,0... |
21,0 |
19,0... |
22,0 |
Св. 20,0 |
до 24,0 |
|
|
|
|
|
|
20,0... |
23,0 |
21,0... |
24,0 |
22,0... |
25,0 |
Св.24,0 до 30,0 |
|
|
|
|
|
|
|
|
26,0... |
29,0 |
27,0... |
30,0 |
|
Св. 30,0 |
до 40,0 |
|
|
|
|
|
|
|
|
|
|
34,0... |
37,0 |
Св. 40,0 |
до 50,0 |
|
|
|
|
|
|
|
|
|
|
42,0 |
|
Св. 50,0 |
до 60,0 |
|
|
|
|
|
|
|
|
|
|
50,0 |
|
46
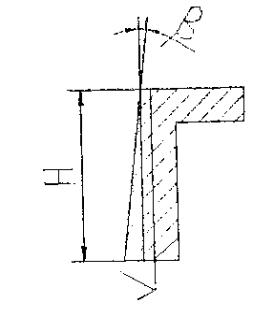
Таблица П.9. Классы точности размеров отливок.
Класс точности размеров отливок |
1-3т |
3-5т |
5-7 |
7-9т |
9-16 |
|
|
|
|
|
|
Квалитет точности размеров |
1Т9 и грубее |
1Т10 и грубее |
1Т11 и грубее |
1Т12 и грубее |
1Т13 и грубее |
|
|
|
|
|
|
деталей, получаемых |
|
|
|
|
|
механической обработкой отливок |
1Т8 и грубее |
1Т8-1Т9 |
1Т9-1Т10 |
1Т9-1Т11 |
1Т10-1Т12 |
|
|||||
|
|
|
|
|
|
Таблица П.10. Формовочные уклоны основных формообразующих поверхностей модельного комплекта для применения песчано-глинистых смесей
Высота поверхности, |
Формовочный уклон |
|
|
Н, мм |
|
||
|
|
|
|
Металлического, |
|
деревянного |
|
|
|
||
|
пластмассового |
|
|
|
|
|
|
<10 |
2°17' |
2°54' |
|
||
|
|
|
10-18 |
1°36' |
1°54' |
|
||
|
|
|
18-30 |
1°09' |
1°31' |
|
||
|
|
|
30-50 |
48' |
1°01' |
|
||
|
|
|
50-80 |
34' |
43' |
|
||
|
|
|
80-120 |
26' |
32' |
|
||
|
|
|
120-180 |
19' |
23' |
|
||
|
|
|
180-250 |
19' |
22' |
|
||
|
|
|
250-315 |
19' |
22' |
|
||
|
|
|
315-400 |
18' |
21' |
|
||
|
|
|
400-500 |
17' |
21' |
|
||
|
|
|
500-630 |
17' |
19' |
|
||
|
|
|
630-800 |
16' |
19' |
|
||
|
|
|
800-1000 |
- |
19' |
|
||
|
|
|
>1000 |
- |
19' |
|
||
|
|
|
47

Таблица П.11. Длина горизонтальных знаков для сырых форм.
|
a + b |
|
|
|
|
|
|
Длина знака l, не более мм |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
При длине стержня L мм |
|
|
|
|
|
|
||||
(или Д) |
50 |
50-80 |
80- |
120- |
180- |
250- |
315- |
400- |
500- |
|
630- |
800- |
1000- |
1250- |
1600- |
2000- |
||
|
|
|
120 |
180 |
250 |
315 |
400 |
500 |
630 |
|
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
||
|
|
|
|
|
|
|||||||||||||
До 30 |
|
|
30 |
35 |
- |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30-50 |
|
20 |
25 |
|
|
45 |
50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50-80 |
|
|
|
|
40 |
50 |
60 |
70 |
80 |
95 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
80-120 |
|
|
|
35 |
45 |
55 |
60 |
70 |
80 |
90 |
|
100 |
110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
120-180 |
|
|
|
|
50 |
60 |
70 |
80 |
90 |
100 |
|
110 |
120 |
130 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
180-250 |
|
25 |
30 |
40 |
|
65 |
75 |
85 |
95 |
105 |
|
120 |
130 |
140 |
150 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250-315 |
|
|
|
|
55 |
70 |
80 |
90 |
105 |
115 |
|
130 |
140 |
150 |
160 |
170 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
315-400 |
|
30 |
35 |
45 |
60 |
75 |
85 |
95 |
115 |
120 |
|
140 |
150 |
160 |
170 |
180 |
200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
400-500 |
|
|
|
|
65 |
80 |
90 |
100 |
120 |
130 |
|
150 |
160 |
170 |
180 |
195 |
220 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500-630 |
|
|
|
|
|
85 |
100 |
110 |
130 |
140 |
|
160 |
170 |
180 |
195 |
215 |
240 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
630-800 |
|
|
|
|
|
|
|
120 |
140 |
150 |
|
170 |
180 |
200 |
215 |
235 |
260 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
800-1000 |
|
|
|
|
|
|
|
|
160 |
|
180 |
190 |
210 |
225 |
245 |
290 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1000-1250 |
|
|
|
|
|
|
|
|
|
|
185 |
200 |
220 |
240 |
260 |
320 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1250-1600 |
|
|
|
|
|
|
|
|
|
|
|
215 |
240 |
280 |
320 |
360 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
48
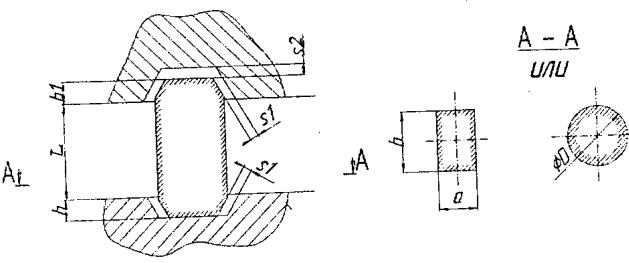
Таблица П.12. Высота нижних вертикальных знаков для сырых форм
|
a + b |
|
|
|
|
|
|
|
Длина знака h, не более мм* |
|
|
|
|
|
||||
|
|
|
|
|
|
|
При длине стержня L мм |
|
|
|
|
|
|
|||||
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
50 |
50- |
80- |
120- |
180- |
250- |
315- |
400- |
500- |
|
630- |
800- |
1000- |
1250- |
1600- |
2000 |
||
(или Д) |
80 |
120 |
180 |
250 |
315 |
400 |
500 |
630 |
|
800 |
1000 |
1250 |
1600 |
2000 |
||||
|
|
|
||||||||||||||||
<30 |
|
20 |
|
30 |
|
|
|
- |
|
|
|
- |
|
|
|
|
|
|
30-50 |
|
|
|
|
50 |
60 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
50-80 |
|
25 |
|
|
|
40 |
50 |
60 |
70 |
90 |
|
100 |
110 |
120 |
160 |
200 |
|
|
80-120 |
|
|
35 |
|
|
|
|
|
|
200 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
120-180 |
|
30 |
|
|
|
|
|
|
80 |
|
90 |
100 |
110 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
180-250 |
|
|
|
|
|
35 |
|
50 |
60 |
70 |
|
80 |
90 |
100 |
150 |
190 |
|
|
250-315 |
|
35 |
|
|
|
|
40 |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
315-400 |
|
|
|
|
|
|
|
|
60 |
|
70 |
80 |
90 |
140 |
180 |
190 |
||
|
|
|
|
|
|
|
|
|
|
|||||||||
400-500 |
|
|
|
40 |
|
|
|
40 |
|
|
|
|
|
|
130 |
170 |
180 |
|
500-630 |
|
|
|
|
|
|
|
|
50 |
50 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
630-800 |
|
|
|
50 |
|
|
|
|
|
|
60 |
70 |
|
120 |
160 |
170 |
||
|
|
|
|
|
|
|
|
|
|
|
||||||||
800-1000 |
|
|
|
|
|
|
|
|
|
|
80 |
110 |
150 |
160 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
1000-1250 |
|
|
|
|
60 |
|
|
|
|
|
|
|
|
100 |
140 |
150 |
||
1250-1600 |
|
|
|
|
|
70 |
|
|
|
|
|
|
|
90 |
130 |
140 |
||
1600-2000 |
|
|
|
|
|
|
|
90 |
|
|
|
|
|
100 |
120 |
130 |
||
2000-2500 |
|
|
|
|
|
|
|
|
100 |
|
|
|
|
100 |
110 |
120 |
||
<2500 |
|
|
|
|
|
|
|
|
|
110 |
|
|
|
|
- |
- |
110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
49
Таблица П.13. Зазоры между знаками формы и стержня
(на сторону для модельного комплекта третьего класса точности, изготовленного из дерева, мм)
|
|
|
|
|
|
|
|
|
|
Зазор S1 |
|
|
|
|
|
|
|
|
Высота |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
При длине стержня L |
|
|
|
|
|
|
||||
знака h |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
или h1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
<50 |
50- |
80- |
120- |
180- |
250- |
315- |
400- |
|
500- |
630- |
800- |
1000- |
1250- |
1600- |
2000- |
2500- |
>1350 |
|
|
|
|||||||||||||||||
|
80 |
120 |
180 |
250 |
315 |
400 |
500 |
|
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
||
|
|
|
|
|||||||||||||||
<30 |
0,8 |
0,9 |
1,1 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
|
2,2 |
2,5 |
2,8 |
3,3 |
3,9 |
4,6 |
5,5 |
6,7 |
8,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30-50 |
1,2 |
1,3 |
1,5 |
1,6 |
1,8 |
2,0 |
2,2 |
2,4 |
|
2,6 |
2,9 |
3,2 |
3,7 |
4,3 |
5,0 |
5,9 |
7,1 |
8,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50-80 |
|
1,4 |
|
1,7 |
1,9 |
|
|
|
|
|
|
|
|
|
|
|
7,2 |
8,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
80-120 |
1,3 |
1,5 |
1,6 |
1,8 |
2,0 |
2,1 |
2,3 |
2,5 |
|
2,7 |
3,0 |
3,3 |
3,8 |
4,4 |
5,1 |
6,0 |
7,3 |
8,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
120-180 |
1,4 |
1,6 |
1,7 |
1,9 |
2,1 |
2,2 |
2,4 |
2,6 |
|
2,8 |
3,1 |
3,4 |
3,9 |
4,5 |
5,2 |
6,1 |
7,4 |
8,9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
180-250 |
1,5 |
|
1,8 |
|
|
2,3 |
2,5 |
2,7 |
|
2,9 |
3,2 |
3,5 |
4,0 |
4,6 |
5,2 |
6,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250-315 |
1,6 |
1,7 |
1,9 |
2,0 |
2,2 |
2,4 |
2,6 |
2,8 |
|
3,0 |
3,3 |
3,6 |
4,1 |
4,7 |
5,3 |
6,3 |
7,5 |
9,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
315-400 |
1,7 |
1,8 |
2,0 |
2,1 |
2,3 |
2,5 |
2,7 |
2,9 |
|
3,1 |
3,4 |
3,7 |
4,2 |
4,8 |
5,5 |
6,4 |
7,6 |
9,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
400-500 |
1,8 |
1,9 |
2,1 |
2,2 |
2,4 |
2,6 |
2,8 |
3,0 |
|
3,2 |
3,5 |
3,8 |
4,3 |
4,9 |
5,6 |
6,5 |
7,7 |
9,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500-630 |
1,9 |
2,0 |
2,2 |
2,3 |
2,5 |
2,7 |
2,9 |
3,1 |
|
3,3 |
3,6 |
3,9 |
4,4 |
5,0 |
5,7 |
6,6 |
7,8 |
9,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
630-800 |
2,0 |
2,2 |
2,3 |
2,5 |
2,7 |
2,8 |
3,0 |
3,2 |
|
3,4 |
3,7 |
4,0 |
4,5 |
5,1 |
5,8 |
6,7 |
8,0 |
9,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
800- |
2,2 |
2,3 |
2,5 |
2,6 |
2,8 |
3,0 |
3,2 |
3,4 |
|
3,6 |
3,9 |
4,2 |
4,7 |
5,3 |
6,0 |
6,9 |
8,1 |
9,6 |
1000 |
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1000- |
2,4 |
2,6 |
2,7 |
2,9 |
3,1 |
3,2 |
3,4 |
3,6 |
|
3,8 |
4,1 |
4,4 |
4,9 |
5,5 |
6,2 |
7,1 |
8,4 |
9,9 |
1250 |
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зазор |
1,2 |
1,5 |
1,7 |
2,0 |
2,3 |
2,6 |
2,8 |
3,1 |
|
3,5 |
4,0 |
4,5 |
5,2 |
6,2 |
7,5 |
8,7 |
10,5 |
13 |
S2 |
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.14. Литейная усадка основных литейных сплавов
см. [2], с.391 |
|
|
|
Материал |
Свободная линейная усадка, % |
|
|
Чугуны серые |
1,0-1,2 |
|
|
Чугуны фосфористые |
0,7-0,8 |
|
|
Чугуны высокопрочные |
1,5-1,8 |
|
|
Стали углеродистые |
1,8-2,0 |
|
|
Стали легированные |
1,8-2,5 |
|
|
Бронзы фосфористые |
0,6-0,8 |
|
|
Бронзы оловянные |
1,3-1,6 |
|
|
Бронзы алюминиевые |
2,0-2,2 |
|
|
Алюминиево-медные сплавы |
1,4-1,5 |
|
|
Алюминиево-магниевые сплавы |
1,2-1,3 |
|
|
Алюминиево-кремниевые сплавы |
1,0-1,2 |
|
|
Магниевые сплавы |
1,5-1,7 |
|
|
50