

MetodVorobev1
.pdfТаблица П15. Назначение материала и его пластичность.
Наименование |
ГОСТ |
Марка |
Пластичность |
Назначение |
Сталь углеродистая |
380-94 |
Ст 3СП |
Высокая |
для неответственных деталей, работающих |
обыкновенного |
|
|
|
без трения |
качества |
|
Ст 3ПС |
Высокая |
втулки, вкладыши, рычаги, кожухи, кольца, |
|
|
|
|
оси; |
|
|
Ст 4 |
Высокая |
для малонагруженных осей, валов; |
|
|
|
|
для деталей средних напряжений; |
|
|
Ст 5 |
Высокая |
звездочек и др деталей, применяемых в |
|
|
|
|
термически обработанных состояниях |
|
|
|
|
для деталей повышенной прочности: осей, |
|
|
|
|
валов, пальцев, шестерен и др деталей, |
|
|
|
|
применяемых в термически обработанных |
|
|
Ст 6ПС |
Высокая |
состояниях |
Сталь углеродистая |
1050- |
15, 20 |
Высокая |
для малонагруженных мелких и средних |
качественная |
88 |
|
|
деталей простой конфигурации, |
|
|
|
|
работающих в условиях трения: валиков, |
|
|
|
|
пальцев, осей, втулок; |
|
|
|
|
для деталей с высокой проч-ю и вязкостью |
|
|
30, 35 |
Высокая |
сердцевины, испытывающих небольшие |
|
|
|
|
напряжения: осей, валиков, шпинделей, |
|
|
|
|
втулок, звездочек, тяг, траверс, рычагов, |
|
|
|
|
дисков, крепежных деталей; |
|
|
|
|
для деталей с высокой прочностью и |
|
|
|
|
вязкостью сердцевины: коленчатых валов, |
|
|
|
|
шатунов, зубчатых колес, шпинделей, осей, |
|
|
40, 45 |
Высокая |
муфт, фрикционных дисков, крепежных |
|
|
|
|
деталей, зубчатых реек и др. деталей, от |
|
|
|
|
которых треб. повыш. прочность; |
Сталь легированная, |
4543- |
20Х |
Хорошая |
Для деталей, работающих в условиях |
конструкционная, |
71 |
|
|
износа при трении и требующих, по |
качественная и |
|
|
|
сравнению с углеродистой сталью, |
высококачественная |
|
|
|
повышенной прочности сердцевины: |
|
|
|
|
поршневых пальцев, валиков и др. |
|
|
|
|
для крупных деталей ответственного |
|
|
40Х |
Хорошая |
назначения: коленчатых валов, |
|
|
|
|
фрикционных дисков, зубчатых колес и др. |
|
|
|
|
деталей, закаливаемых в масле |
|
|
|
|
для ответственных деталей |
|
|
38ХВА |
Хорошая |
небольшого сечения: валиков, осей, втулок, |
|
|
40ХФА |
Хорошая |
траверс, зубчатых колес |
|
|
|
|
для деталей высокой прочности, |
|
|
12ХНЗА |
Хорошая |
повышенной вязкости (шестерня, |
|
|
|
|
поршневые пальцы, оси, ролики, |
|
|
38ХМДА |
|
толкатели, распределительные валы); |
|
|
38ХН3МФА |
Хорошая |
Для силовых деталей, работающих при Т |
|
|
40ХН2МА |
|
до 450-500°С : шатунов, коленвалов |
Сталь |
5632- |
20X19 |
Удовлетво- |
Для изготовления валов, лопаток, втулок, |
высоколегированная, |
72 |
30X13 |
рительная |
дисков, бандажей, паровых турбин, |
коррозионно- |
|
12XI8H9T |
|
работающих при Т до 850° |
стойкая, |
|
20Х23Н18 |
|
|
жаростойкая |
|
10XI2H22T3MP |
|
|
Сталь рессорно- |
14959- |
65Г |
Высокая |
Для изготовления шпонок, шпинделей, |
пружинная |
89 |
50ХФА |
Высокая |
валков прокатных, пружин плоских и |
углеродистая и |
|
|
|
спиральных |
легированная |
|
|
|
|
51
Таблица П.16. Содержание углерода и легирующих компонентов в сталях.
Марка |
С |
Si |
Мn |
Сr |
Ni. |
Прочие |
||
стали |
||||||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
||
Ст 3 |
0,14-0,22 |
0.13-0.30 |
0,40-0.65 |
<0,3 |
<0,3 |
- |
||
|
|
|
|
|
|
|
||
Ст 4 |
0,18-0,37 |
0,12-0,30 |
0.40-0,65 |
- |
- |
- |
||
|
|
|
|
|
|
|
||
Ст 5 |
0,28-0,37 |
0,12-0,30 |
0.50-0,80 |
- |
- |
- |
||
|
|
|
|
|
|
|
||
Ст 6 пс |
0.38-0,49 |
0,12-0.30 |
0,50-0,80 |
- |
- |
- |
||
|
|
|
|
|
|
|
|
|
15 |
|
0,12-0.19 |
<0.07 |
0.5 0.8 |
<0,25 |
<0,25 |
- |
|
|
|
|
|
|
|
|
|
|
20 |
|
0.17-0,25 |
0,17-0,37 |
0,5-0.8 |
<0,25 |
- |
- |
|
|
|
|
|
|
|
|
|
|
30 |
|
0,27-0.35 |
0,17-0,37 |
0,5-0.8 |
<0,25 |
<0,25 |
- |
|
|
|
|
|
|
|
|
|
|
35 |
|
0,32-0,40 |
0,17-0,37 |
0,5-0.8 |
<0,25 |
- |
- |
|
|
|
|
|
|
|
|
|
|
40 |
|
0,37-0,45 |
0,17-0.37 |
0,5-0,8 |
<0,25 |
<0,25 |
- |
|
|
|
|
|
|
|
|
|
|
45 |
|
0,42-0,50 |
0.17-0,37 |
0.5-0.8 |
<0,25 |
- |
- |
|
|
|
|
|
|
|
|
|
|
45 |
Г |
0.42-0,50 |
0.17-0,37 |
0,7-1,0 |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
65 |
Г |
0,62-0,70 |
0.17-0,37 |
0,8-1,2 |
<0,25 |
<0,25 |
- |
|
|
|
|
|
|
|
|
|
|
20 |
X |
0.17-0.23 |
0.17-0.37 |
0.5-0.S |
0.7-1.0 |
9.0-11.0 |
Mo 17-19 |
|
|
|
|
|
|
|
|
||
40Х |
0,36-0,44 |
0.17-0.37 |
0,5-0,8 |
0.8-1,1 |
<0.3 |
- |
||
|
|
|
|
|
|
|
||
40ХФА |
0,37-0,45 |
0.17-0,37 |
0,5-0,8 |
0.8-1.1 |
- |
V 0,1-0,18 |
||
|
|
|
|
|
|
|
|
|
50ХФА |
0,46-0,54 |
0,17-0,37 |
0,5-0,8 |
0,8-1.0 |
- |
Мо 0,15-0,2 |
||
V 0.1-0.2 |
||||||||
|
|
|
|
|
|
|
||
30ХНЗМФЛ |
0,33-0.40 |
0,17-0,37 |
0,25-0,50 |
1.2-1,5 |
350-3,5 |
- |
||
|
|
|
|
|
|
|
||
40ХН2МА |
0,37-0,44 |
0,17-0,37 |
0.5-0,8 |
0.6-0,9 |
1,12-1,65 |
- |
||
|
|
|
|
|
|
|
|
|
45ХН2МФЛ |
0.42-0,50 |
0,17-0,37 |
0.5-0,8 |
0,8-1,1 |
1.3-1,8 |
Мо 0,2-0,3 |
||
V 1,3-1,8 |
||||||||
|
|
|
|
|
|
|
||
ЗОХМА |
0,26-0,33 |
0,17-0,37 |
0.4-0,7 |
0,8-1.1 |
- |
Мо 0.15-0.2 |
||
|
|
|
|
|
|
|
||
12Х2Н4А |
0.09-0,15 |
0,17-0,37 |
0,3-0,5 |
1.25-1,65 |
3.25-3.65 |
- |
||
|
|
|
|
|
|
|
||
15ХГН2ТА |
0,13-0,10 |
0,17-0.37 |
0.7-1,0 |
0,7-1.0 |
1,4-1.8 |
Ti 0,03-0.1 |
||
|
|
|
|
|
|
|
||
30X13 |
0,26-0.35 |
<0.8 |
<0,8 |
12,0-14,0 |
- |
- |
||
|
|
|
|
|
|
|
||
12Х18Н10Т |
<0.12 |
<0.8 |
<2.0 |
17.0-19.0 |
6.8-8,8 |
Ti 0,03-0,1 |
||
|
|
|
|
|
|
|
|
|
52
Таблица П.17. Конструктивные характеристики.
|
Класс точности |
|
Группа стали |
|
Степень сложности: |
||
|
|
|
|
|
|
|
|
|
|
|
По хим составу, % вес |
|
По отношению |
||
|
По способу нагрева |
|
|
|
|
||
|
|
|
|
|
|
Vп/Vф |
|
|
|
|
углерод |
Σ лег. эл. |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Т4 |
электронагрев |
Ml |
До 0,35 |
(и) до 2,0 |
С1 |
|
0,63...1,0 |
|
|
|
|
|
|
|
|
|
|
М2 |
0,35... 0,65 |
(или) 2.0...5.0 |
С2 |
|
0,32...0,63 |
Т5 |
в пламенных печах |
|
|
|
|
|
|
МЗ |
0,65 |
(или) 5,0 |
СЗ |
|
0,16...0,32 |
||
|
|
|
|
|
|||
|
|
С4 |
|
до 0,16 |
|||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Таблица П.18. Коэффициент (Кр) для определения ориентировочной расчётной массы поковки
|
|
|
Детали с отверстиями, |
|
Детали круглые или |
Детали удлинённой |
углублениями, |
|
многогранные в плане: |
формы с прямой или |
поднутрениями, не |
Характеристика детали |
шестерни, ступицы, |
изогнутой осью: валы, |
оформленными в |
|
фланцы, крестовины, |
оси, шатуны, цапфы, |
поковке при штамповке: |
|
вилки, и т.п. |
рычаги и т.п. |
блоки шестерен, полые |
|
|
|
валы и т.п. |
|
|
|
|
Кр |
1,5…1,8 |
1,2…1,5 |
1,8…2,2 |
|
|
|
|
53
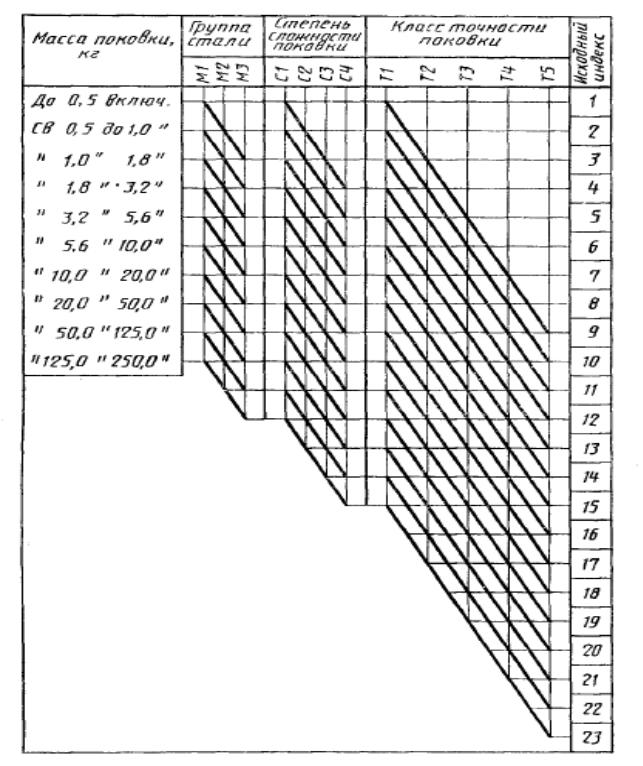
Таблица П.19. Исходный индекс поковки
54
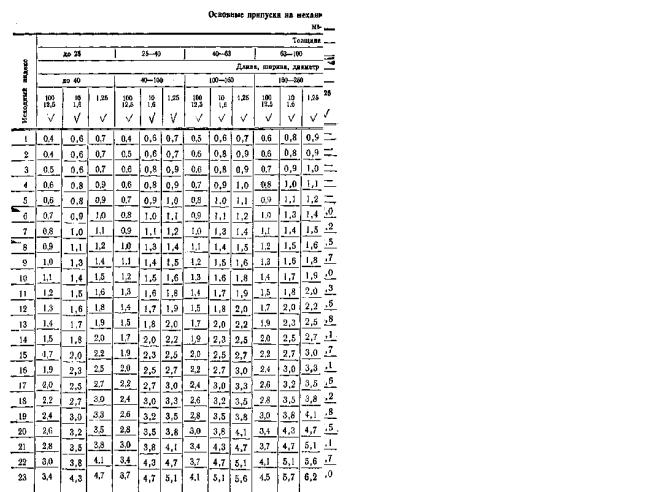
Таблица П.20. Основные припуски на механическую обработку
Таблица П.21. Штамповочные уклоны.
Н1,2,3 |
Обычные |
Двойные |
|||
b1,2 |
|
|
|
|
|
Наружные |
Внутренние |
Основные |
Входные |
||
или |
|||||
|
|
|
|
||
|
|
|
|
|
|
h1,2,3 |
α град. |
β град. |
α град. |
γ град. |
|
До 0.5 |
3 |
5 |
3 |
7 |
|
0.5-1.0 |
5 |
7 |
3 |
7 |
|
1.0-2.5 |
7 |
10 |
3 |
7 |
|
2.5-4.0 |
7 |
10 |
3 |
7 |
|
4.0-5.5 |
7 |
12 |
5 |
10 |
|
Св. 5.5 |
10 |
12 |
5 |
12 |
|
55
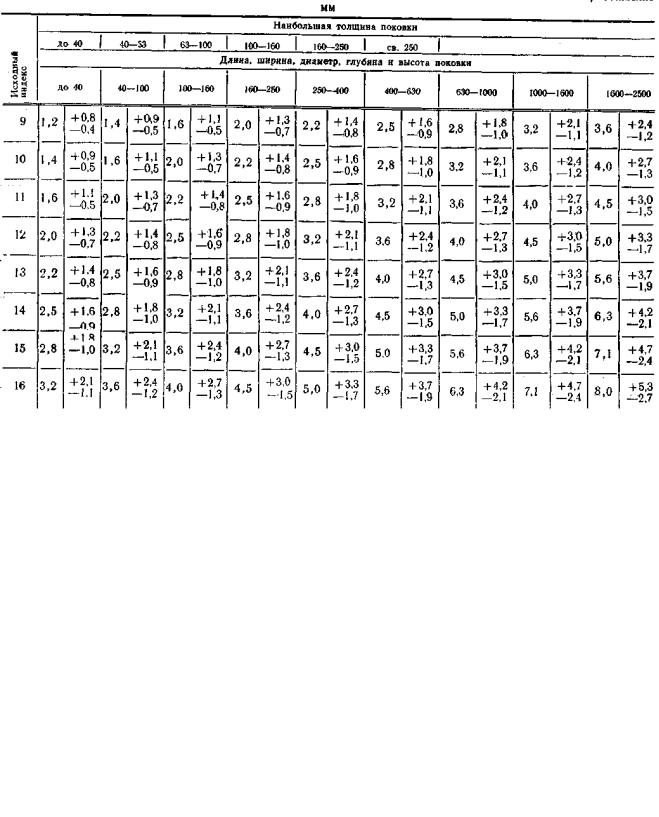
Таблица П.22. Допуски и допускаемые отклонения линейных размеров поковки.
Продолжение табл.П.22.
56
Таблица П.23. Минимальная величина радиусов закруглений.
Масса поковки, кг |
Минимальная величина радиусов закруглений, мм, при глубине полости |
|||||||
|
|
|
|
|
ручья штампа, мм |
|
|
|
|
|
|
|
|
до 10 включ. |
10-25 |
25-50 |
50 |
До 1,0 включ. |
|
1,0 |
1,6 |
2,0 |
3,0 |
|||
Св. 1,0 " 6,3 " |
1,6 |
2,0 |
2,5 |
3,6 |
||||
" |
6,3 |
" |
16,0 |
" |
2,0 |
2,5 |
3,0 |
4,0 |
" |
16,0 |
" |
40,0 |
" |
2,5 |
3,0 |
4,0 |
5,0 |
" |
40,0 |
" |
100,0 |
" |
3,0 |
4,0 |
5,0 |
7,0 |
" 100,0 |
" |
250,0 |
" |
4,0 |
5,0 |
6,0 |
8,0 |
|
Таблица П.24. Допуски радиусов закруглений.
Радиус закругления |
Допуск радиусов закруглений для классов точности мм. |
|
|||||
|
|
|
Т1 |
Т2 |
Т3 |
Т4 |
Т5 |
До 4 включ. |
0,5 |
0,5 |
0,5 |
1 |
2 |
||
Св. 4 " 6 " |
0,5 |
0,5 |
1 |
2 |
3 |
||
" 6 |
" 16 |
" |
1 |
1 |
2 |
3 |
5 |
" 16 |
" 25 |
" |
1 |
2 |
3 |
5 |
8 |
" 25 |
" 40 |
" |
2 |
3 |
8 |
12 |
20 |
" 40 |
" 60 |
" |
5 |
8 |
12 |
20 |
30 |
" 60 |
" 100 |
" |
8 |
12 |
20 |
30 |
50 |
Таблица П.25. Радиусы для отливок из цветных сплавов.
|
|
|
|
|
(к рис.2.7) мм. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Высота |
|
|
Сплавы |
|
|
|
|
Толщина |
|
|
ребра |
|
|
|
|
|
|
|
|
|
|
|
|
Mg-e |
|
|
|
|
полотна |
|
||
или |
|
|
|
|
|
|
|
|||
R |
Al-e |
|
|
|
R2 |
R3 |
R4 |
или |
R5 |
|
|
|
|
||||||||
глубина |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
глубина |
|
|
полости |
|
|
МА3 |
|
МА5 |
|
|
|
|
|
|
|
|
|
|
|
полости |
|
|||
h,мм |
|
Cu-e |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
До 5 |
3 |
1.5 |
|
|
|
2 |
5 |
3 |
До 5 |
2 |
5..10 |
4 |
2 |
|
3,5 |
5..10 |
|
||||
|
|
|
|
|
|
|||||
10..16 |
5 |
2 |
|
|
3 |
8 |
4 |
10..16 |
2,5 |
|
|
|
|
||||||||
16..25 |
8 |
2,5 |
2,5 |
|
|
4 |
10 |
5 |
16..25 |
3 |
25..35 |
10 |
3 |
3 |
|
4 |
5 |
12,5 |
6 |
25..35 |
4 |
35..50 |
12,5 |
4 |
4 |
|
5 |
6 |
15 |
8 |
35..50 |
5 |
50..71 |
15 |
3 |
3 |
|
6 |
8 |
20 |
10 |
50..71 |
7 |
71..100 |
20 |
- |
- |
|
- |
10 |
25 |
12 |
71..100 |
10 |
57
Таблица П.26. Размеры заусенечной канавки
№ п/п |
h3, мм |
h1, мм |
B, мм |
B1, мм |
Площадь |
сечения |
|
|
|
|
|
канавки, см2 |
|
1 |
0,6 |
3 |
5 |
11 |
0,52 |
|
2 |
1 |
3 |
7 |
22 |
0,80 |
|
3 |
2 |
4 |
9 |
25 |
1,36 |
|
4 |
4 |
6 |
11 |
30 |
2,60 |
|
5 |
8 |
8 |
13 |
35 |
4,35 |
|
6 |
10 |
12 |
15 |
40 |
7,68 |
|
Таблица П.27. Толщина перемычек в выемках
(к рис 2.11.,г) мм
D |
До 50 |
50-80 |
80-120 |
120-160 |
160-200 |
|
|
|
|
|
|
а |
4 |
6 |
8 |
10 |
12 |
|
|
|
|
|
|
Таблица П.28. Радиусы сопряжения r и углы наклона γ перемычек в
выемках
|
|
|
|
(к рис. 2.11г) |
r (мм) γ (град) |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Глубина |
D, мм |
|
|
|
|
|
|
|
|
|
|
|
|
выемки, |
До 50 |
|
50-80 |
|
|
80-120 |
|
120-160 |
160-200 |
||||
мм |
r |
|
γ |
r |
γ |
|
r |
|
γ |
r |
γ |
r |
γ |
До 15 |
6 |
|
|
8 |
1 |
|
10 |
|
1 |
12 |
1 |
15 |
1 |
15..30 |
8 |
|
|
10 |
2 |
|
12 |
|
2 |
15 |
1 |
20 |
1 |
30..50 |
10 |
|
|
12 |
2 |
|
15 |
|
2 |
20 |
2 |
25 |
2 |
50..80 |
|
|
|
15 |
2 |
|
20 |
|
3 |
25 |
2 |
30 |
2 |
80..120 |
- |
|
|
- |
- |
|
25 |
|
3 |
30 |
3 |
35 |
3 |
120..160 |
|
|
|
|
|
|
- |
|
- |
35 |
3 |
40 |
3 |
58
Таблица П.29.
Наименование |
Профиль |
ГОСТ |
Размер |
Примечание |
материала |
|
|
|
|
Сталь: |
|
|
|
|
а) горячекатаная |
Круглая |
2590-88 |
5-250 |
Обычная точность |
б) горячекатаная |
Квадратная |
2590-88 |
5-250 |
|
в) горячекатаная |
Круглая |
2590-88 |
5-150 |
Повышенная точность |
г) горячекатаная |
Квадратная |
2591-88 |
5-150 |
|
д) прокатная |
Полосовая |
103-76 |
от 4х12 до 60х200 |
|
е) калиброванная |
Круглая |
7417-75 |
3-100 |
Подвергнутая волочению |
ж) калиброванная |
Квадратная |
8559-75 |
3-100 |
|
2. Бронза |
Пруток |
18175-78 |
5-40 |
Тянутый |
|
Круглая |
-“- |
16-160 |
Прессованная |
Таблица П.30. Температурные интервалы ковки и штамповки некоторых углеродистых и легированных сталей и безоловянных бронз.
|
|
Температура, оС |
|
|
|
|
|
|
Рекомендуемый |
|
|
Конца штамповки |
||
|
|
интервал |
||
|
Начала |
|
|
|
Марка |
|
|
температур |
|
|
штамповки |
Не выше |
Не ниже |
штамповки, оС |
|
|
|
||
|
|
|
|
|
Ст 3;10 |
1300 |
800 |
700 |
1280..700 |
20;30 |
1280 |
830 |
720 |
1250..800 |
45 |
1260 |
850 |
760 |
1200..800 |
20Х |
1250 |
870 |
760 |
1200..800 |
40Х |
1200 |
870 |
800 |
1180..830 |
38ХА |
1200 |
800 |
800 |
- |
12Ч2Н4А |
1180 |
880 |
880 |
- |
38ХМОА |
1150 |
900 |
900 |
- |
38ХНЗНФА |
1150 |
800 |
800 |
- |
40ХНМА |
1150 |
840 |
840 |
- |
20Х13 |
1150 |
900 |
900 |
- |
30Х13 |
1200 |
850 |
850 |
- |
60С2 |
1200 |
800 |
800 |
- |
50ХФА |
1200 |
900 |
900 |
- |
12Х18Н9Т |
1200 |
850 |
850 |
- |
Бр. АМц 9-2 |
950 |
750 |
750 |
- |
Бр. АХМц 10-3-1.5 |
900 |
600 |
600 |
- |
Бр.КМц 3-1 |
770 |
650 |
650 |
- |
Бр.Б2 |
750 |
|
|
- |
59

Таблица П.31. Напряжение деформирования некоторых сталей и сплавов при температурах штамповки
Температура |
|
|
|
Для марок стали и бронзы, МПа |
|
|
|
||||
|
|
|
|
|
|
|
|
Бр.АМ |
Бр.АХМ |
||
испытания, |
12ХНЧ |
|
|
|
|
|
|
|
|||
40Х |
20Х |
45 |
30 |
20 |
15 |
Бр.12 |
ц |
ц |
|||
оС |
А |
||||||||||
|
|
|
|
|
|
|
9-2 |
10-3-1.5 |
|||
|
|
|
|
|
|
|
|
|
|||
750 |
|
|
|
|
|
|
52 |
58,8 |
|
|
|
800 |
172,5 |
209,7 |
104,9 |
107,8 |
98 |
89,2 |
|
|
|
29,4 |
|
850 |
|
|
|
|
|
|
|
|
3,92 |
|
|
900 |
115,6 |
169,5 |
73,5 |
81,3 |
77,4 |
75,5 |
44,1 |
|
|
|
|
1000 |
76,4 |
128,4 |
51,9 |
50 |
48 |
47 |
27 |
|
|
|
|
1100 |
60,8 |
98 |
37,2 |
30,4 |
30,4 |
30,4 |
23,5 |
|
|
|
|
1200 |
37,2 |
67,6 |
24,5 |
20,6 |
20,6 |
19,6 |
13,7 |
|
|
|
|
Таблица П.32. Необходимая масса частей молота в зависимости от массы поковок
Масса, кг
Поковки |
Падающих частей |
Поковки |
Падающих частей |
|
|
|
|
|
|
От 0,3 до 0,5 Св.0,5 до 2 Св. |
500 1000 1500 |
Св.3 до 12 |
2000 3000 . 7000-10000 |
|
2 до 3 |
Св. 12 до 25 Св. 25 до 40 |
|||
|
|
|||
|
|
|
|
60