

7. Установление порядка комплектования сборочной единицы и составление технологической схемы сборки.
Сердечник представляет собой сборочную единицу специфичной конструкции, но установление порядка комплектования не представляет особой сложности, так как возможен только последовательный порядок сборки (базовая деталь вал 1):
запрессовка на вал шпонки 2
установка на вал нажимной шайбы 2
запрессовка на вал Якорного пакета 4
запрессовка на вал запорной шайбы 5
запрессовка на вал шпонки 6
запрессовка на вал коллектора 7
запрессовка на вал втулок 8.
Но как было рассмотрено в п.6, обеспечение точности некоторых звеньев можно произвести как методом полной взаимозаменяемости, так и методом пригонки.
Если использовать только метод полной взаимозаменяемости, то получаем схему сборки представленную на рис.4. А если использовать метод пригонки для некоторых звеньев (обработка пластин коллектора после сборки), то получаем другую схему (см. рис.5).
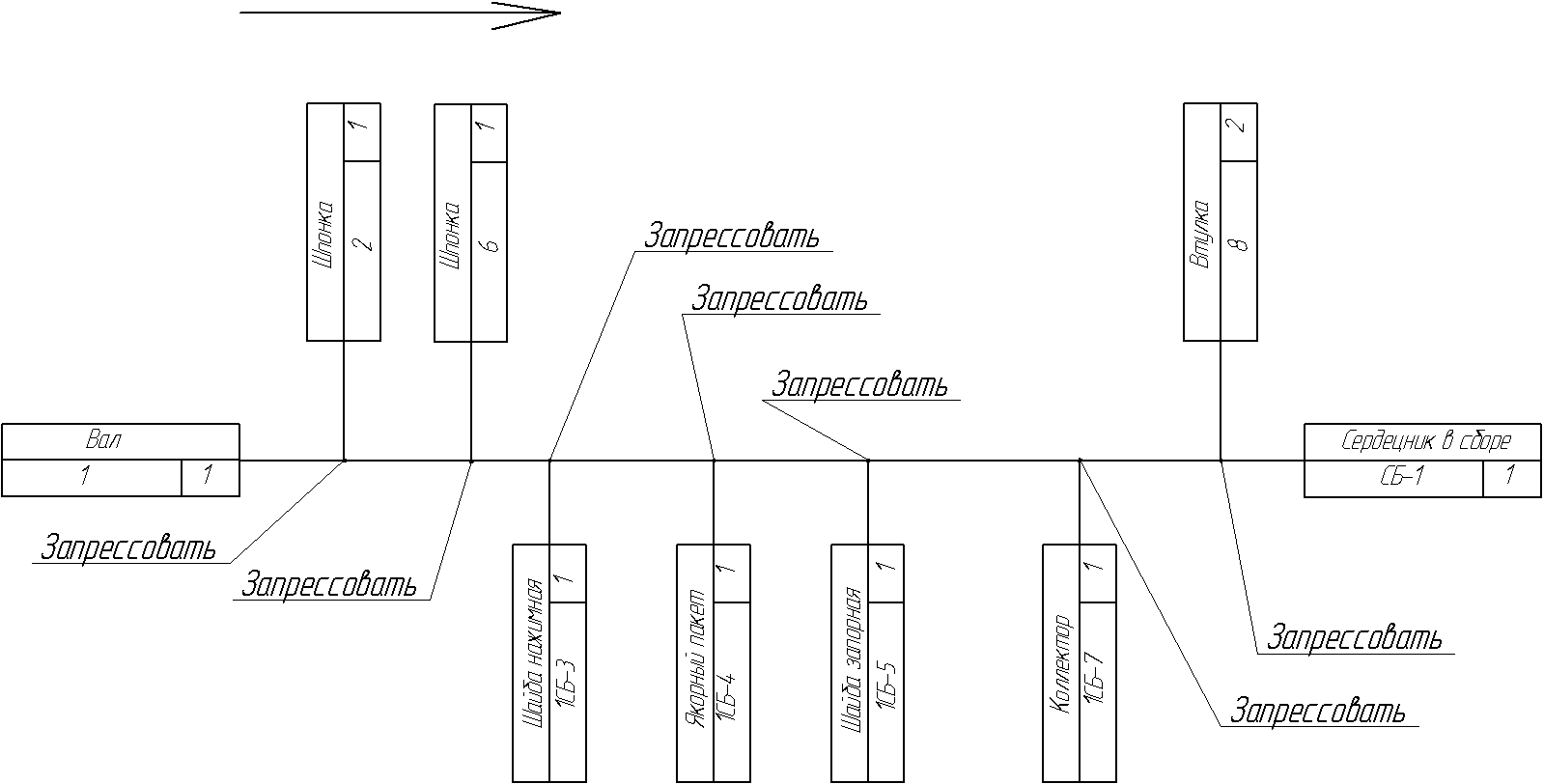
Рис.4
Вариант №1 схемы сборки.
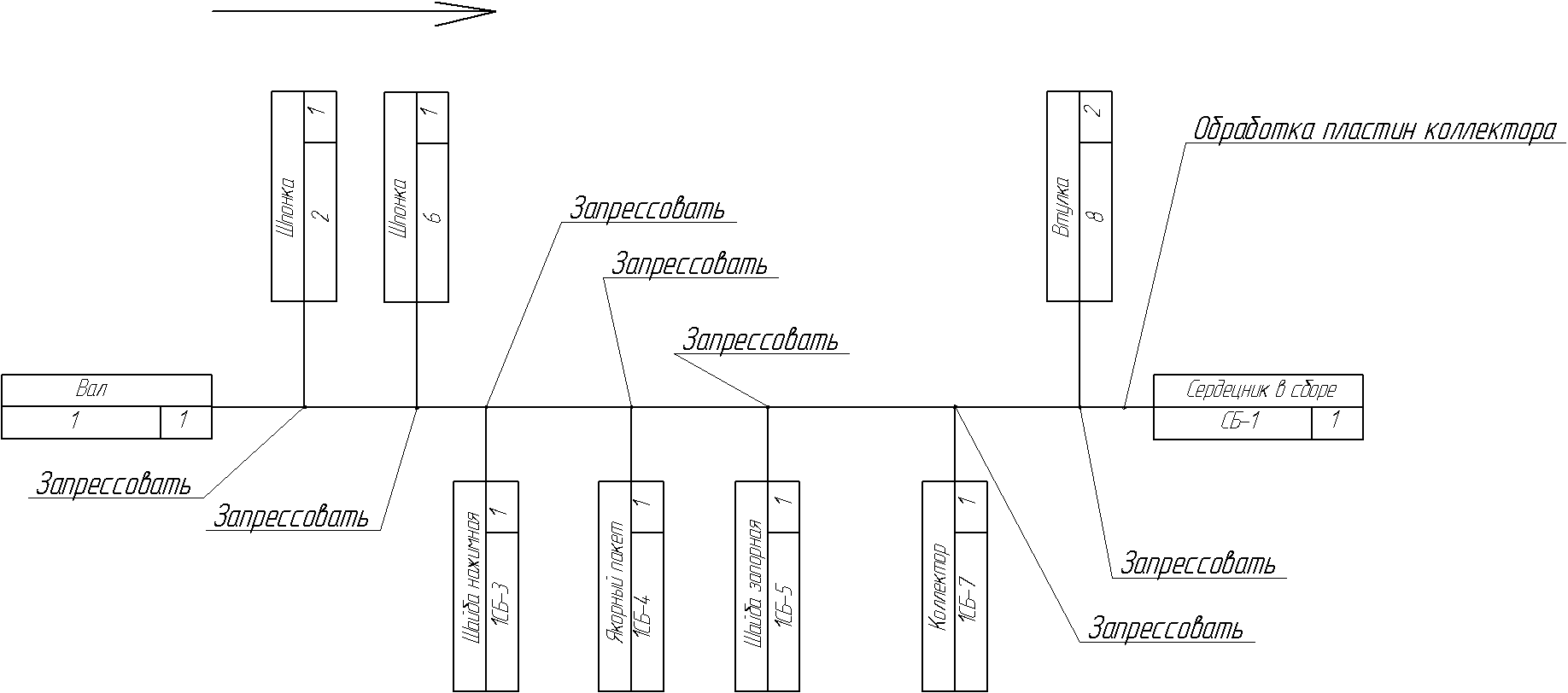
Рис.5.
Вариант №2
схемы сборки.
Анализ вариантов схем сборки.
Вариантность в построении технологической схемы сборки определяется:
возможностью применения различных методов обеспечения точности для одних и тех же звеньев;
возможностью различной разбивки изделия на отдельные сборочные единицы;
возможностью различной очередности установки деталей и сборочных единиц.
В нашем случае возможны два варианта сборки, рассмотрим их подробно.
Первый вариант (см. рис.4)- последовательна сборка сердечника непосредственно по позициям.
Первой операцией будет запрессовка шпонки (2), затем установка нажимной шайбы (3); запрессовка якорного пакета (4); запрессовка запорной шайбы(5); запрессовка шпонки (6); запрессовка коллектора (7); запрессовка втулок (9).
Второй вариант аналогичен первому, за исключение того, что в конце присутствует обработка пластин коллектора.
Второй вариант является наиболее экономически целесообразным так, как обеспечивается требуемая точность при меньших затратах (допуска на сборку коллектора можно назначить менее жёсткими).
10.Назначение технологических баз.
Произведем выбор технологических баз для 2-го перехода операции 005. Вал устанавливается в призмы неподвижно, причём, торец большей ступени упирается в торец призмы. При такой установке вал лишается всех шести степеней свободы. Наружная цилиндрическая поверхность вала служит двойной направляющей базой для установки нажимной шайбы и якорного пакета. Двойная направляющая база нажимной шайбы и якорного пакета – внутреннее отверстие.
Затем производится запрессовка нажимной шайбы и якорного пакета до упора в торец большей ступени вала.

Рис.6.
Назначение технологических баз
Аналогично назначаем базы для всех остальных операций.