

8.2 Обработка заготовок на токарно-револьверных станках
Обработка сложных деталей требует применения большого числа режущего инструмента. При обработке таких деталей на токарно-винторезном станке затрачивается значительное время на смену инструмента, так как одновременно на станке можно установить только четыре резца (в резцедержателе) и один инструмент для обработки отверстия (в пиноли задней бабки). Очевидно, что для сокращения потерь времени на смену инструмента необходимо на станке иметь устройство, которое позволило бы закреплять сразу большое число инструментов. Таким устройством является револьверная головка токарно-револьверного станка.
7
8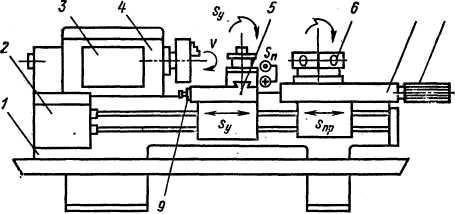
Рисунок 14 - Общий вид токарно-револьверного станка
Токарно-револьверный станок (рисунок 14) состоит из станины 1, передней бабки 4 с коробкой скоростей3, коробки подач 2, поперечного суппорта 5, револьверного суппорта 7 с револьверной головкой 6, барабана 8 задних упоров и барабана 9 передних упоров. Во время наладки на станке заранее устанавливают все необходимые для обработки заготовки инструменты в резцедержателе поперечного суппорта и гнездах револьверной головки. В процессе обработки инструменты вводят в работу последовательно или параллельно (одновременно несколько).
Параллельная работа инструментов – многоинструментальная обработка - сокращает основное время обработки, так как одновременно обрабатывается несколько поверхностей заготовки. Предварительная наладка станка сокращает вспомогательное время. И то и другое повышает производительность работы станков, которые используют при изготовлении партии одинаковых деталей. Производительность повышается также и потому, что заготовку обрабатывают по налаженным на станке упорам (барабаны 8 и 9), что позволяет оператору автоматически выдерживать диаметры и длины обрабатываемых поверхностей заготовки.
На прутковых револьверных станках детали изготовляют из прутков (круглого, квадратного, шестигранного и других сечений). Пруток-заготовку пропускают сквозь полый шпиндель станка и зажимают в цанговом патроне. После изготовления очередную деталь отрезают от прутка. На патронных револьверных станках обрабатывают штучные заготовки: отливки, поковки и т.д., закрепляемые в трехкулачковых патронах.
По конструкции револьверной головки различают станки с многогранной револьверной головкой, вращающейся относительно вертикальной оси; станки с круглой головкой, вращающейся относительно горизонтальной оси, и станки с наклонной осью револьверной головки, вращающейся относительно наклонной оси.
Револьверные станки с многогранной головкой (рисунок 14) имеют, кроме револьверной головки, один или два (передний и задний) поперечных суппорта. Все инструменты, работающие с продольной подачей (проходные и расточные резцы, сверла, зенкеры, развертки, метчики и т.д.), закрепляют в револьверной головке. Все инструменты, работающие с поперечной подачей (отрезные, подрезные, фасонные и другие резцы), - в резцедержателях поперечных суппортов.