

Раскрой плитных мат-лов. Организация пр-сса раскроя(виды раскроя). Эффективность. Задачи оптим-ого планирования раскроя.
В производстве изделий из древесины широко используют плитные материалы, изготавливаемые в соответствии с требованиями стандартов на них. Процесс раскроя плитных материалов проще, чем досок, поскольку при их раскрое нет ограничений по качеству, цвету, дефектам и др. Они стабильны по качеству и формату.. Количество типоразмеров заготовок должно соответствовать их комплектности на выпуск изделий, предусмотренных программой. Раскрой плитных материалов организуют в зависимости от назначения получаемых заготовок; его принято делить на три способа: индивидуальный, комбинированный и смешанный (совместный)
Способы
раскроя: а - индивидуальный; б-
комбинированный; в- смешанный (совместный).
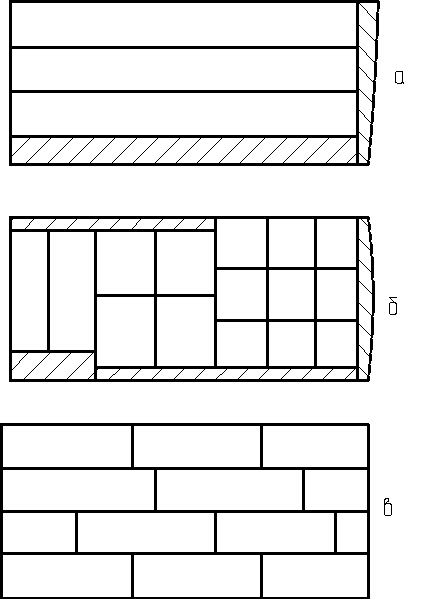
При индивидуальном раскрое каждая плита раскраивается на один типоразмер заготовок. Индивидуальный способ раскроя сопровождается большим количеством отходов.
При комбинированном способе раскроя из одного формата можно выкраивать по нескольку различных типоразмеров заготовок или деталей с обязательным соблюдением комплектности по выкраиваемым заготовкам. С точки зрения экономного расхода материалов, комбинированный способ раскроя является, как правило, более эффективным, по сравнению с индивидуальным. Но он более сложен, так как при большом числе типоразмеров трудно обеспечить условие комплектности в каждой карте раскроя.
При смешанном (совместном) раскрое возможно использование вариантов индивидуального и комбинированного раскроя для различных случаев. При совместном способе карта раскроя предусматривает различные типоразмера без учета комплектности по каждой карте раскроя, но с максимальным выходом деталей и с минимальным повторением одинаковых деталей в разных картах раскроя. Этот способ раскроя является наиболее эффективным по сравнению с остальными.
Производ-ность станка HOLZMA:
 (комп/ч).
(комп/ч).
где Км – коэффициент использования рабочего времени, Км=0,8; Sф.пл. – площадь форматных раскраиваемых плит, м2; Sз. – площадь заготовок, получаемых при раскрое, м2; m – количество одновременно раскраиваемых плит; tц – время, работы оборудования, мин;
Производительность Altendorf:
где U – скорость подачи, м/мин;
Кр, Км – коэффициенты, соответственно рабочего и машинного времени, (Кр=0,9, Км=0,7);
∑Lр – сумма периметров всех деталей обрабатываемых на станке, м.
Раскрой листовых и рулонных материалов. Организация процесса раскроя. Оборудование. Проектирование участков раскроя. Эффективность раскроя. Производительность. Охрана труда и техника безопасности.
Основным листовым материалом является шпон. Шпон поступает на предприятия в пачках (кнолях). Ширина полос шпона в кнолях всегда уже ширины требуемой облицовки. Поэтому облицовка состоит из нескольких делянок, получаемых в результате раскроя полос шпона в кнолях. Подготовка облицовочного шпона обычно заключается в разметке, подборе и раскрое на заготовки необходимых размеров. Пачку шпона подбирают по породам древесины, размерам, качеству, цветовому и текстурному рисунку листов.
Для максимального выхода шпона первый лист отобранной пачки размечают по шаблонам, линейками, мелками, маркировочным лазерным лучом, который показывает линию отреза. Рабочий, производящий разметку, должен знать размеры и назначение всех облицовок для деталей изделия. Пачки шпона раскраивают по намеченным линиям сначала поперек, а затем вдоль направления волокон. При раскрое полосы в пачке не должны смещаться. Перекос реза не допускается. Раскраивают шпон на бумагорезательных машинах и гильотинных ножницах.
Пачки шпона хранятся на стеллажах. Их подбирают и размечают на рабочих столах, имеющих мерные линейки, разного рода шаблоны, опорные линейки. Размечают шпон маркировочными цветными мелками или карандашами. Размеченные пачки укладывают на подстопные места. Роликовой тележкой шпон перемещается на участок раскроя. Для продольного и поперечного резания пакетов шпона на заготовки для последующего ребросклеивания без фугования кромок применяются гильотинные ножницы НГ18-1, НГ28-1, НГ-30 и т.п.
Сменную производительность гильотинных ножниц (НГ-18-1; НГ-28; НГ-30, Куппер) при раскрое шпона рассчитывают по формуле (полос шпона/смена):
Псм=Тсм∙n∙Кд/ tц∙z,
где tц – цикл обрезки одной стороны пакета; tц =0,5 мин; z – количество резов по периметру; Kд – коэффициент использования рабочего времени, Кд=0,7; n –число полос шпона в пакете.
Рулонный материал для получения нужного формата необходимо раскраивать на станке, имеющем устройство для крепления рулона и подачи его к механизму измерения длины отрезаемых листов и подвижному ножу.
Оборудование для раскроя шпона: гильотинные ножницы, различных моделей и фирм, бумагорезательные машины, кромкофуговальные станки (8СНЕЕК РМ 19), применяется также лазерное резание.
Первичная
механическая обработка заготовок.
Задачи, последовательность и содержание
операций. Виды технологических баз и
правила их выбора. Организация процесса.
Применяемое оборудование, режимы
обработки, производительность, организация
рабочих мест. Охрана труда и техника
безопасности.
Технологические схемы мех.обработки брусковых заготовок:
-
Создание базовых поверхностей на фуговальных станках- обработка в размер на рейсмусовых станках- торцев. на ст-х для оперечного раскроя- выборка продолговатых гнезд и отверстий на сверлильно-пазовальных ст-х- шлифование
-
Создание базовых поверхностей на фуговальных станках- обработка в размер на рейсмусовых станках- формирование шипов(проушин)и торц-е на шипорезных ст-х- шлифование
-
Создание базовых поверхностей на фуговальных станках- обработка в размер на рейсмусовых станках по толщине- фрез-е на прод-фрез-х станках-торцевание-формирование шипов(проушин)или сверление отверстий, или выборка продолговатых гнезд и отверстий- шлифование
-
Создание базовых поверхностей на фуговальных станках- обработка в размер на 4-хсторонних продольно-фрез-х ст-х --торцевание-формирование шипов(проушин)или сверление отверстий, или выборка продолговатых гнезд и отверстий- шлифование
-
обработка в размер на рейсмусовых станках- фрез-е профиля на фрезерных ст-х-- торцевание-формирование шипов(проушин)или сверление отверстий, или выборка продолговатых гнезд иотверстий- шлифование
-
обработка в размер на рейсмусовых станках– торцевание—выборка продолговатых гнезд и отверстий—сверление отверстий--- шлифование
-
обработка в размер на рейсмусовых станках--формирование шипов(проушин)и торцевание на шипорезных ст-х—сверление отверстий-- шлифование и др.
-
обработка в размер на на 4-стор-х прод-фрез-х станках--торцевание-выборка продолговатых гнезд и отверстий-- шлифование
-
обработка в размер на на 4-стор-х прод-фрез-х станках--формирование шипов(проушин)и торцевание на шипорезных ст-х--свеление отверстий-- шлифование
-
Создание базовых поверхностей -- обработка в размер --формирование шипов(проушин)—торцевание-- сверление отверстий-- выборка продолговатых гнезд и отверстий на поточных, автоматич-х и полуавтом-х линиях.
Создание базовых пов-й вызвано необходимостью повышение точности изготовления деталей за счет создания у заготовки технологической установочной базы.
Пов-сти заготовок, получ-х при раскрое п/м, в основном не могут служить технол- ой базой, т.к. имеют низкое кач-во и не являются плоскими в следствие деформаций, вызв-х внутр-ми напряжениями в др-не от усушки. Операцию создания базы вып-ют на одно- или двухсторонних фуговальных станках. На одностороннем обрабатывают только пласть заготовки, на двустороннем- две смежные стороны(пласть и кромка), т.е. создаются 2 базовые пов-сти и угол.
Для изгот-я деталей, к которым предъявляют повыш-е требования по точности формы и размеров. След-т польз-ся 1-4 техн-ми схемами. В пр-ве изделий, к точности к-х пред-ют менее высокие треб-я, исп-ют 5-9 схемы, обеспечивающие большуюпроизв-сть.
Склеивание
и облицовывание. Виды склеивания в
производстве изделий из древесины.
Стадии технологического процесса.
Подготовка материалов. Методы
интенсификации процесса склеивания
древесины. Оценка качества склеивания.
Охрана окружающей среды на участке
склеивания.
Основные виды склеивания: склеивание заготовок и деталей из древесины, древесных, полимерных и других материалов; склеивание деталей из измельченной древесины; склеивание с одновременным гнутьем заготовок из шпона, фанеры, массивной древесины; облицовывание пластей и кромок щитовых деталей; склеивание при сборочных работах.
Технологический процесс склеивания включает следующие основные стадии: подготовку склеиваемых материалов; подготовку клеевых растворов; нанесение клея на склеиваемые поверхности; запрессовку склеиваемых заготовок и выдержку их под давлением, выдержку склеенных заготовок после запрессовки.
Подготовка поверхностей к склеиванию зависит от вида материалов, их размера, формы изделия, применяемого оборудования для склеивания и др. Она осуществляется различными способами — пилением, фрезерованием, строганием, шлифованием. При приготовлении клея учитывают его марку. Клей готовят в специально оборудованном помещении с приточно-вытяжной вентиляцией.
Холодное склеивание требует минимальных затрат энергии, но оно продолжительно во времени (как правило, 24 ч), поэтому трудно поддается автоматизации. Необходим также значительный операционный запас заготовок и большая производственная площадь.
Склеивание с нагревом осуществляют при различных способах подвода тепла к клеевому слою — кондуктивном, конвективном, за счет предварительного аккумулирования тепла в одной и двух склеиваемых заготовках, путем нагрева в поле токов высокой частоты (ТВЧ).
Кондуктивный нагрев применяется при склеивании тонких, толщиной до 10 мм, заготовок, которые контактируют с горячими плитами пресса. Такой способ широко применяется при облицовывании пластей и кромок щитовых заготовок. Нагрев осуществляют обычно паром, горячей водой, маслом или низковольтным током промышленной частоты.
Конвективный нагрев применяют при наклеивании тонких облицовочных материалов на основу сложной формы в пневматическом или мембранном прессе. Тепло передается горячим воздухом или инфракрасным облучением.
Нагрев за счет аккумулированного тепла можно осуществлять при достаточной, не менее 10 мм, толщине склеиваемой заготовки. Перед склеиванием одну (более массивную) или обе заготовки нагревают кондуктивным или конвективным способом.
Нагрев в поле ТВЧ производят в специальном прессе. Склеиваемые заготовки помещают между электродами, к которым подводят ток высокой частоты. Высокочастотное поле взаимодействует с молекулами материала, вызывая смещение их положительно и отрицательно заряженных частиц. Затрачиваемая при этом энергия выделяется в виде тепла.
Облицовывание предназначено для улучшения декоративных свойств поверхности, повышения прочности деталей, создания защитного покрытия от выделения токсических веществ (при облицовывании древесностружечных плит).
Облицовывание может быть односторонним, когда облицовочный материал наклеивается на одну сторону, и двухсторонним. Его можно проводить в один слой и в два слоя, т. е. с подслоем.
Процесс облицовывания включает следующие стадии: подготовку основы, подготовку облицовки, приклеивание облицовки к основе, технологическую выдержку после облицовывания.
На облицованной поверхности не должно быть непроклеенных мест, пятен просачивающегося клея, отщепов, вмятин, расхождений и нахлесток полос облицовки.

Склеивание заготовок из древесины по длине. Организация процесса склеивания. Последовательность и содержание операций. Применяемое оборудование, режимы склеивания, производительность, организация рабочих мест.
Распространено также склеивание брусковых заготовок по длине на зубчатый шип Для склеивания применяют карбамидо-формальдегидные и поливинилацетатные клеи, а также совмещенные из этих двух типов. Склеивание осуществляют холодным способом или с нагревом в поле ТВЧ. При холодном склеивании в зажимных устройствах дают выдержку 1—2 ч (клей М-70). При склеивании с нагревом в поле ТВЧ продолжительность выдержки необходимо рассчитывать по формуле. Для склеивания шиповых соединений используют различные ваймы или другие зажимные устройства, а в линиях для продольного сращивания заготовок — специальные устройства, обеспечивающие продольное сжатие брусков.При склеивании для всех режимов в помещении температура должна быть не ниже 18 ° С, а относительная влажность воздуха не более 65 %. При холодном склеивании наиболее эффективно использовать клей М-70. Склеивание может вестись обычно и с раздельным нанесением компонентов клея. В последнем случае смолу наносят на поверхность одной детали, а отвердитель (5—10 %й раствор щавелевой или ортофосфорной кислоты) на поверхность другой. Преимущество данного способа — практически неограниченная жизнеспособность клеевого состава. При горячем склеивании наиболее эффективно применять клеи, на основе смол КФ-БЖ, КФ-Б, КФ-Ж. Клеевые соединения брусков должны иметь предел прочности на скалывание в сухом состоянии не менее 2МПа, а стыкованные на кромку древесностружечные плиты — предел прочности на статический изгиб не менее 70 % от прочности цельной плиты. Заготовки необходимо склеивать без смещения одна относительно другой. На них не должно быть потеков, клея, масла, вмятин и других дефектов. 1. Торцовка досок на заданный размер заготовок. 2. Раскрой заготовок по ширине 3. Строгание заготовок на четырёхсторонних продольнофрезерных станках. 4. Торцовка на заданный размер с вырезкой дефектов в простроганных деталях сполучением короткомерных деталей разной длинны. 5. Фрезерование зубчатых клинообразных шипов. 6. Нанесение клея на шипы. 7. Запресовка соединений и склеивание в заготовку 8. Раскрой кл. заг. на заданную длину.9. Выдержка в стопе. 10. Окончательное строгание в размер по сечению на четырёхсторонних продольно фрезерных станках. В настоящее время широкое применение получили линии автоматического сращивания по длине.