

Курсовая
.docxПермский государственный технический университет
Кафедра информационных технологий и автоматизированных систем
Курсовая работа
“Пути устранения брака на целлюлозно-бумажном производстве путем внедрения технологических инновации“
Выполнил студент группы Ин-09з Ипатов П.М
Принял преподаватель Поносова Л.В
Пермь 2012
Оглавление
Введение…………………………………………………………….…….3
Технологические инновации…………………………………………….3
Целлюлозно-бумажная промышленность…………………………….5
Производство бумаги…………………………………………………….5
Виды оборудования………………………………………….………….12
Автоматизация системы управления……………………………….….18
Вывод………………………………………………………………….…18
Литература………………………………………………………………..19
Введение
Соблюдение технологических параметров производства, главный фактор минимизации брака на производстве. Поэтому ключевым моментом является, автоматизация основных технических параметров производства. В своей работе, я буду рассматривать целлюлозно-бумажное производство и пути устранения брака, путем внедрения инновации.
Технологические инновации
Под технологическими инновациями подразумевается деятельность организации, связанная с разработкой и внедрением технологически новых продуктов и процессов, а также значительных технологических усовершенствований в продуктах и процессах; технологически новых или значительно усовершенствованных услуг, новых или значительно усовершенствованных способов производства (передачи) услуг. Технологическими инновациями могут быть как те продукты, процессы, услуги и методы, которые организация разрабатывает впервые, так и те, которые перенимаются ею у других организаций.
В передовых странах разработка и внедрение технологических инноваций — решающий фактор социального и экономического развития, залог экономической безопасности. Так, в США прирост душевого национального дохода за счет этого фактора составляет до 90% [6]. В настоящее время Соединенные Штаты являются лидером мирового научно-технического прогресса. Их доминирующее положение основано на продуманной долговременной научно-технической политике, предполагающей устойчиво высокие инвестиции.
Прямое воздействие технологических инноваций США на научно-технический прогресс во всем мире, их глобальное проникновение в международную хозяйственную политику определяется динамикой технологического платежного баланса и масштабами экспортно-импортных операций в наукоемких отраслях. В оценке эффективности международного обмена технологиями решающее значение имеет коэффициент «технологической независимости» — соотношение технологических балансов платежей и доходов страны. За последние 10 лет этот коэффициент в США не опускался ниже 4. В тот же период в Германии, Японии, Великобритании его значение не превышало уровня 0,8 — 1,2[6]. На международном рынке наукоемкими отраслями считаются аэрокосмическая, электронная, телекоммуникационная, фармацевтическая, производство электротехнического, машиностроительного, управленческого оборудования, ЭВМ.
В экономике разных стран объемы производства крайне неодинаково распределены по технологической структуре. Так, промышленно развитые страны, располагая, как правило, сравнительно небольшими запасами природных ресурсов и энергоносителей, концентрируют основные производственные мощности на срединных и завершающих стадиях технологического цикла: в перерабатывающей и обрабатывающей промышленности, в сфере услуг, производстве конечной продукции, включая товары народного потребления. Это прогрессивный тип технологической структуры. Производственный потенциал многих развивающихся стран, наоборот, сосредоточен на начальных стадиях цикла: в ресурсе добывающей и перерабатывающей промышленности. Если развитые страны имеют избыточные мощности в обрабатывающей промышленности и производстве конечной продукции, значительная доля которых экспортируется, то развивающиеся страны экспортируют первичные ресурсы, энергоносители и продукты их переработки, импортируя конечную продукцию перерабатывающей и обрабатывающей промышленности. Такой тип технологической структуры в мировой практике принято называть колониальным. Вместе с тем некоторые промышленно развитые страны имеют достаточно развитую добывающую промышленность, а ряд развивающихся стран обладает вполне современными технологиями в обрабатывающей промышленности и производстве конечной продукции.
ЦЕЛЛЮЛОЗНО-БУМАЖНАЯ ПРОМЫШЛЕННОСТЬ
Комплексная отрасль экономики, что обусловлено своеобразием ее производственных процессов. Существует свыше 5000 сортов или типов бумаги, которые обычно делят на три основных класса: 1) собственно бумага, например оберточная, гигиеническая, писчая и печатная; 2) картон, например, используемый для производства бумажной тары; 3) строительный (изоляционный, облицовочный) картон, применяемый главным образом в строительстве. Благодаря технологической близости процессов производства сырья (балансовой древесины и древесной массы) и конечного продукта (бумаги и картона) эта отрасль хозяйства с течением времени становилась все более интегрированной и автономной: изготовитель готовой бумаги обычно является также изготовителем бумажной массы, из которой делается бумага, и заготовителем балансовой древесины, из которой получают бумажную массу.
ПРОИЗВОДСТВО БУМАГИ
Бумагоделательные машины. Существует два типа машин для изготовления бумаги и картона - плоскосеточные (столовые) и круглосеточные (цилиндровые). Плоскосеточные используются для изготовления однослойной бумаги, цилиндровые - многослойного картона. Созданы многочисленные механизмы и приспособления к указанным базовым машинам для получения различных сортов бумаги и картона.
Плоскосеточная машина. Секция отлива бумажного полотна плоскосеточной машины представляет собой натянутую равномерную проволочную сетку длиной 15 м и более. Взвешенные в воде волокна (с концентрацией примерно 0,5% от твердой бумажной массы) наливаются на переднюю часть движущейся сетки через устройство, называемое напорным ящиком. Большая часть воды дренирует через сетку в процессе ее движения, а волокна сбиваются в слабое влажное полотно. Это полотно перемещается шерстяными сукнами между несколькими наборами валов, которые отжимают воду. Секция прессов с отсасывающими ящиками, сеткой и ее несущими компонентами составляет мокрое отделение машины. После этого полотно бумаги поступает в сушильную часть бумагоделательной машины. Обычное сушильное устройство состоит из ряда полых цилиндров диаметром ЦЕЛЛЮЛОЗНО-БУМАЖНАЯ ПРОМЫШЛЕННОСТЬ1,2 м, которые нагреваются изнутри паром. Каждый сушильный цилиндр обтянут толстым грубым сукном, обеспечивающим сушку и перенос влажного полотна к очередному цилиндру; воды удаляется все больше, пока не останется 5-10%. После этого бумажное полотно поступает в отделочную часть. Здесь один или несколько каландров гладят бумагу; каландры представляют собой вертикальный ряд валов из отбеленного чугуна. Полотно направляется в просвет-зажим между верхними двумя валами и пропускается через каждый просвет до самого низа. При движении между валами сверху вниз полотно становится более гладким, плотным и равномерным по толщине. Затем полотно разрезается на полосы нужной ширины и наматывается в рулоны. Рулоны направляются в типографию, на перерабатывающее предприятие или в другое отделение того же завода для мелования, разрезания на листы или переработки в другой продукт. Ширина плоскосеточной машины может составлять от 30 до 760 см. Рабочая скорость достигает 900 м/мин. Имеется разновидность плоскосеточной машины, где полотно высушивается на нагретом тщательно полированном валу диаметром 3-3,6 м. Эта машина предназначена специально для изготовления папиросной бумаги.
Цилиндровая машина. Цилиндровая (круглосеточная) машина отличается от плоскосеточной тем, что в ней секция отлива бумаги представляет собой цилиндр, обернутый сеткой. Этот цилиндр вращается в ванне, заполненной суспензией волокон. Вода дренирует через сетку, оставляя своеобразный мат из волокон, который снимается шерстяным сукном при контакте с верхней частью цилиндра. Помещая несколько ванн в ряд и используя то же самое сукно для удаления собранных в мат волокон от каждой ванны последовательно, можно получить слоистую структуру; толщина этого листа, или картона, лимитируется числом цилиндров и мощностью сушки. Остаточная вода удаляется пропусканием полотна через прессовые и сушильные секции, аналогичные используемым на плоскосеточной машине. Центробежное действие вращающегося цилиндра стремится сбросить находящиеся на нем волокна. Это вынуждает ограничивать скорости работы ЦЕЛЛЮЛОЗНО-БУМАЖНАЯ ПРОМЫШЛЕННОСТЬ150 м/мин. Первичное полотно, снимаемое сукном, получается довольно слабым, но в комбинации с другими и путем варьирования типов волокна можно получить прочный продукт. Как плоскосеточная, так и цилиндровая машины могут быть использованы в производстве бумаги и картона с машинным способом мелования. Получающееся при этом бумажное полотно после резки пригодно для высококачественной печати.
ПРОИЗВОДСТВО БУМАЖНОЙ МАССЫ
Сырьем для бумажной массы служат древесина и другие богатые целлюлозой материалы. Нередко предприятия по производству целлюлозы и бумаги составляют одно целое. Перерабатывающие цеха или заводы превращают бумажную массу в бумагу и картон, из которых изготавливаются такие предметы, как конверты, вощеная бумага, упаковка для пищевых продуктов, наклейки, коробки и многое другое.
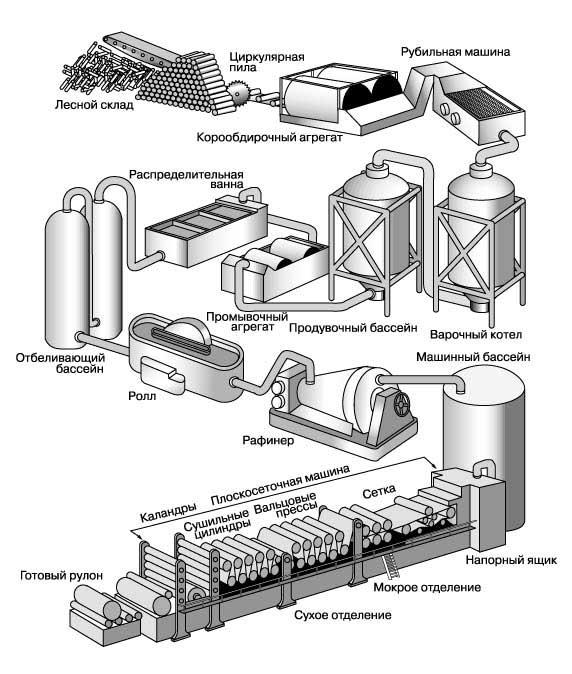
ИЗГОТОВЛЕНИЕ БУМАГИ ИЗ ДРЕВЕСНОЙ МАССЫ
1. Балансы транспортируются к открытым торцам вращающихся барабанов и очищаются от коры в результате того, что трутся друг о друга. Очищенные балансы подаются в рубильную машину, где превращаются в мелкую щепу. Щепа варится в варочном котле примерно три с половиной часа, после чего поступает в продувочный бассейн. 2. Распыленная древесная масса пропускается через промывочный агрегат и разбрызгивается; в распределительной ванне древесные волокна, пригодные для изготовления бумаги, через фильтровальные сетки поступают в отбеливающий бассейн. Древесная масса расплющивается, а затем подвергается трепанию в рафинере, так что волокна прочнее сцепляются вместе. 3. Суспензия примерно 99,5% воды и 0,5% массы из машинного бассейна равномерно наносится на сетку плоскосеточной бумагоделательной машины; при этом толщина бумажного полотна определяется настраиваемым лотком напорного ящика. Вода стекает через сетку в отсасывающий ящик, а вальцовые прессы и сушильные цилиндры осуществляют дальнейшее уменьшение влажности. В конце сушильного отделения при намотке на бобину бумага проглаживается каландрами. Рулон последовательно разрезается на части нужных ширины и веса и перематывается. Смотанный рулон готов к транспортировке.
Источники сырья для получения бумажной массы. Бумага и картон могут изготавливаться из любого богатого целлюлозой материала. Все шире используется макулатура; предварительно из нее удаляются типографская краска и другие примеси. Затем ее обычно смешивают со свежей целлюлозой, чтобы придать дополнительную прочность на случай использования для изготовления более высоких сортов бумаги, например книжной; без обесцвечивания макулатуру используют главным образом при производстве картона для коробок и другой тары. В некоторой степени используются также отходы тряпья, что позволяет получить высокосортную писчую бумагу, бумагу для облигаций и денежных знаков, пигментную бумагу и другие специальные ее виды. Грубый картон делается из соломенной целлюлозы. В специальных изделиях могут быть применены асбест и натуральные и синтетические волокна, такие, как лен, пенька, искусственный шелк, найлон и стекло.
Древесная масса. Древесина является предпочтительным материалом для изготовления бумажной массы; она содержит примерно 90% волокнистого материала, используемого в производстве бумаги. В зависимости от региона и возможностей предприятия на целлюлозно-бумажный завод могут завозиться или сплавляться балансы, имеющие длину от высоты дерева до заготовок размером 1,2 м. Горбыли и отходы лесопиления тоже годятся для получения целлюлозы; при этом на лесопильном или целлюлозно-бумажном заводе их предварительно превращают в щепу.
Процессы получения бумажной массы из древесины. Поскольку бумага может быть сделана почти из любого волокнистого материала, существует много разнообразных методов получения бумажной массы, которые различаются в соответствии с требованиями к конечному продукту. Известны, однако, три основных процесса превращения древесины в бумажную массу: механический, химический и полухимический. Бревна, поступающие на завод в неочищенном виде, должны быть очищены от коры (окорены). Затем заготовка пропускается через рубильную машину, которая разрубает ее на куски размером 6-7 см (щепу), чтобы подготовить древесину к химической обработке (это не обязательно для получения бумажной массы механическим способом).
Механический процесс. В механическом процессе очищенные от коры бревна измельчают. При этом не происходит никакого химического изменения, и полученная древесная масса содержит все компоненты исходной древесины. Она отбеливается перекисями, но остается при этом нестабильной и со временем портится. Поскольку операция измельчения не идеально разделяет волокна, приводя к комкованию, бумага из массы, полученной механическим способом, оказывается относительно слабой. Поэтому такая древесная масса используется вместе с бумажной массой, полученной посредством химических процессов. Применение механически изготовленной массы ограничено такими продуктами из бумаги и картона, как газетная бумага и макулатурный картон, где высокие качества и прочность несущественны.
Сульфитный процесс. Приготовление бумажной массы путем проведения сульфитного процесса требует обработки щепы в варочной жидкости, содержащей ионы бисульфита (HSO32-) в комбинации с кальцием и (или) магнием, аммиаком или натрием. Комбинация кальций-магний применяется по преимуществу на целлюлозных заводах. Среди лесоматериалов предпочтение отдается ели и западному гемлоку. Получаемая древесная масса легко отбеливается и устойчива к механическому истиранию. Неотбеленная масса используется для картона, из которого изготавливают упаковку, в смеси с механически получаемой массой - для газетной бумаги, а отбеленная - для всех сортов белой бумаги, например для книг, облигаций, бумажных салфеток и высококачественной оберточной бумаги. В качестве реагента для производства бумажной массы можно использовать нейтральный сульфит натрия. Он дает бумажную массу, сходную с той, что получается при кислотно-сульфитном процессе. Однако из-за дороговизны и сложности утилизации его применение в производстве высококачественной бумажной массы химическим способом было незначительным. Более широко он используется при получении массы полухимическим способом, которая идет на изготовление гофрированного картона.
Содовый процесс. Этот процесс представляет собой один из видов щелочных процессов. Щепа варится в растворе каустической соды, или едкого натра (NaOH). Содовая бумажная масса изготавливается главным образом из твердых пород дерева, таких, как осина, эвкалипт и тополь. Она используется по преимуществу в смеси с сульфитной массой для изготовления печатных сортов бумаги.
Сульфатный процесс. Этот процесс также относится к щелочным. В варочную жидкость, представляющую собой раствор каустика, добавляют серу, которая ускоряет процесс изготовления массы, позволяет уменьшить рабочее давление и расход тепла и действует эффективно на все виды древесины. Сульфатный процесс применяется там, где нужна прочность продукта, например для изготовления высококачественной оберточной бумаги и картона. Среди используемых в этом процессе пород дерева доминирует сосна, имеющая длинные сильные волокна. Хотя сульфатная древесная масса отбеливается труднее, чем сульфитная, получающийся белый продукт может отличаться высоким качеством.
Полухимический процесс. Этот процесс представляет собой комбинацию химического и механического процессов обработки. Древесина нагревается с небольшим количеством химикатов настолько, чтобы связи между волокнами ослабли. Одной из разновидностей этого процесса является холодный содовый процесс, при котором щепа подвергается слабой обработке раствором едкого натра при атмосферных давлении и температуре. После этого щепа, сохраняющая свои свойства при такой обработке, подается на истирающее устройство, которое разделяет волокна. Степень "чистоты" бумажной массы зависит от глубины химической обработки. В зависимости от используемых химикатов этот процесс подходит к любым породам дерева; химические требования здесь ниже, чем при химическом процессе, а выход - вес массы на корд древесины - выше. Поскольку клубочки волокон удаляются не полностью, качество получаемой таким способом бумажной массы при увеличении выхода снижается до качества массы, получаемой в механическом процессе.
Подготовка бумажной массы. Процесс отбеливания не зависит от процесса получения бумажной массы. Однако существуют его разновидности, определяемые породой дерева, применяемыми химикатами и конечным продуктом. Хлор в той или другой форме является основным отбеливающим реагентом. Перекиси и бисульфиты используются для осветления при механическом получении бумажной массы. До и после отбеливания эта масса просеивается и промывается в разной последовательности до тех пор, пока не будет состоять полностью из отдельных волокон, свободных от следов химикатов. После этого полученная масса, особенно если она содержит продукты, полученные из тряпья и сульфитной бумажной массы, должна быть дополнительно расплющена. С этой целью волокна пропускаются между неподвижными ножами и ножами, смонтированными на вращающемся валу. При этом происходит трепание волокон, и их поверхностные характеристики изменяются, что позволяет получить более прочную бумагу. Далее добавляются красители, минеральные пигменты и органические материалы (клеи), которые придают влагопрочность, водонепроницаемость и облегчают адгезию типографской краски. Когда расплющивание не требуется, эти добавки могут быть введены в бумажную массу при ее подаче на бумагоделательную машину.
Для получения бумаги и картона используются следующие волокнистые полуфабрикаты (данные на 2000 год)[3]:
макулатура — 43%
сульфатная целлюлоза — 36%
древесная масса — 12%
сульфитная целлюлоза — 3%
полуцеллюлоза — 3%
целлюлоза из недревесного растительного сырья — 3%
Для изготовления высших сортов бумаги, на которой печатают деньги и важные документы, пользуются также измельченными обрезками текстиля.
Кроме того, для придания специальных свойств в бумагу добавляют проклеивающие вещества, минеральные наполнители и специальные красители.
B России на нужды целлюлозно-бумажной промышленности ежегодно вырубается 43 млн кубометров леса.
ВИДЫ ОБОРУДОВАНИЯ
1)Оборудование массоподготовки
2)Оборудование для приготовления крахмала (Кукер)
3)Напорные ящики
4)Сеточный стол (покрытия сеточных столов)
5)Валы различных покрытий
6)Спрысковые системы
7)Шаберные системы
8)Аналитическое оборудование
9)Продольно-резательные станки
10)Станки по работе с основой для туалетной бумаги
11)Запорная арматура
12)Комплектующие и расходные материалы
13)Листы для производства ДВП
14)Отсасывающие ящики
15)Электропневмопозиционеры
16)Очистительные системы
17)Электромеханический привод
1)ОБОРУДОВАНИЕ ПО МАССОПОДГОТОВКЕ
Массоподготовка – сложный технологический процесс, предъявляющий высокие требования к оборудованию, поэтому специалисты LuxNRG всегда готовы ответить на любые вопросы, связанные с поставкой оборудования, предоставить подробные технические характеристики и указать на преимущества и недостатки каждой модели, провести детальный расчет стоимости, доставки и таможенной очистки в России. Мы также проводим монтаж оборудования для массоподготовки и можем осуществлять его дальнейшее сервисное обслуживание. Оказывая комплексные услуги, мы делаем акцент на качественном сервисе и выгодных для клиента условиях
работы.
а)Сортировальные системы
б)Флотационные установки
в)Очистители
г)Сгустители
д)Гидроразбиватели
а)СОРТИРОВАЛЬНЫЕ СИСТЕМЫ
Сортировка целлюлозы – следующая стадия после промывки – имеет большое значение для производства качественной бумаги. В зависимости от вида целлюлозы сортировальные системы должны удалять из сырья различные включения – например, из целлюлозы однолетних растений необходимо отсортировать полипропиленовые включения, жмых, хлопковый линд, из макулатурной массы – палочки, полистирол, полиэтилен, различные полимеры и включения термоклея. Это непростая задача, эффективно справиться с которой помогают современные сортировальные системы.
б)ОЧИСТИТЕЛИ.
Очистка целлюлозы от примесей минерального и волокнистого характера является важным фактором для повышения качества готовой продукции.
Изначально в целлюлозе, а также бумажной массе, приготовленной из вторичного сырья (макулатуры), могут содержаться разнообразные загрязнения: сучки, щепа, кора деревьев, куски древесины, плохо размолотый бумажный брак, сгустки массы и другие элементы, которые требуется удалить и отфильтровать. Для этой цели используют разнообразные очистители, принцип действия которых основан на использовании центробежной силы. При этом выделяются очистители высокой концентрации и низкой концентрации, выполняющие каждый свою роль в очистке целлюлозы и бумажной массы.
-Высокой концентрации
Оборудование этого типа предназначено для очистки бумажной массы высокой концентрации от крупных включений. Более тщательная очистка затем происходит на
очистителях низкой концентрации. Основная проблема, которая появляется при очистке смеси высокой концентрации – это турбулизация потока. Для ее
устранения в очистителях высокой концентрации обеспечивают постоянную скорость массы, а также используют другие технические решения.
-Низкой концентрации
Данные очистители предназначены для фильтрации бумажной массы с концентрацией менее 1%, при этом наилучшая степень очистки получается при концентрации
примерно 0,5%. Как правило, на производстве используется не один, а группа очистителей низкой концентрации, которые обеспечивают несколько степеней фильтрации. Среди типов конструкции выделяются вихревые очистители, как наиболее эффективные и экономичные, занимающие небольшое пространство и не требующие больших затрат на установку и обслуживание.
-Вихревые очистители
Среди типов конструкции выделяются вихревые очистители, как наиболее эффективные и экономичные, занимающие небольшое пространство и не требующие больших затрат на установку и обслуживание. Вихревые очистители представляют собой конструкцию, состоящую из головки с входным и выходным патрубками, конуса, прозрачного стакана, грязевика, двух задвижек с проходным шибером с пневмоприводом и рамы.
Вихревый очистители работают по следующему принципу: бумажная масса подается через входной патрубок в очиститель. За счет центробежных сил и избыточного давления происходит перераспределение посторонних включений. Тяжелые включения опускаются вниз в грязевик, а очищенная масса восходящим потоком отводится через выходной патрубок.
в)СГУСТИТЕЛИ
Назначение сгустителей – повышение концентрации разбавленной целлюлозной массы, которая затем направляется для производства бумаги или картона. Принцип действия аппаратов основан на быстром вращении сеточного цилиндра в ванне с раствором. В результате внутри цилиндра создается разряжение, в то время как на фильтрующей поверхности – слой сгущенной массы, который отводится из аппарата специальным механизмом.
г)ГИДРОРАЗБИВАТЕЛИ
Гидроразбиватель — это аппарат, использующийся в производстве бумаги и картона для размельчения сухих волокнистых полуфабрикатов, а также макулатуры и оборотного брака и переработки их в водную суспензию.
Гидроразбиватель состоит из нескольких частей: цилиндрической ванны с встроенными в нее ножами, плоского ротора с такими же ножами, а также привода и различных патрубков для подачи и отвода массы.
Принцип действия гидроразбивателя основан на интенсивном турбулентном движении (циркуляции) суспензии, состоящей из воды и распускаемого в ней
волокнистого материала, за счет механических и гидродинамических сил, возникающих при вращении ротора. В результате чего происходит роспуск лепестков, пучков и волокон макулатурной массы. Распущенная масса, проходит через сортирующее сито и поступает в приемную камеру, из которой отводится под действием остаточного давления.
Гидроразбиватели бывают двух видов: периодического и непрерывного действия. Разница заключается в том, что гидроразбиватель непрерывного действия в днище ванны имеет перфорированное сито (экстрактор) для непрерывного отвода волокнистой суспензии.
2)ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ КРАХМАЛА (КУКЕР)
Кукер – это специальный аппарат для приготовления крахмала, отличается высокой производительностью при полной автоматизации процесса. Он обеспечивает полное растворение крахмала и приготовление качественного раствора – крахмального клейстера необходимого для улучшения проклейки бумаги, повышения ее прочности, а также для мелования.
3)НАПОРНЫЕ ЯЩИКИ
Напорные ящики предназначены для выпуска массы на сетку. Они должны обеспечивать равномерный поток массы на всю ширину бумагоделательной машины, однородный по концентрации, без турбулентности, завихрений и флокуляции волокон. От этого зависит качество бумаги, в частности, однородность структуры, толщина и вес готовой продукции.
Напорные ящики бывают трех вариантов исполнения: открытый, закрытый и гидравлический (напорный ящик закрытого типа без воздушной подушки).
Напорные ящики изготавливают из нержавеющей стали с включением отдельных элементов из чугуна и оцинкованных материалов, что гарантирует надежность и длительный срок эксплуатации оборудования. Также современные напорные ящики оснащаются несколькими валиками для обеспечения равномерной скорости массы по всему напорному ящику, противопенными устройствами и промывочным спрыском, внутренние поверхности отполированы.
Гидравлические напорные ящики не имеют внутри воздушной подушки, поэтому в них отпадает необходимость установки противопенного устройства. Они заполняются массой в полном объеме, обеспечивая более высокую скорость работы при равномерном распределении волокон и наполнителей в массе. В то же время напорные ящики более требовательны к обслуживанию и сервису.