

6. Титановые, медные и алюминиевые сплавы
6.1. Титан и его сплавы
Важнейшее преимущество титана и титановых сплавов перед другими конструкционными материалами – это высокая удельная прочность и жаропрочность в сочетании с хорошей коррозионной стойкостью, практическое отсутствие хладноломкости наряду с высокой удельной прочностью. Кроме того, титан и его сплавы, несмотря на плохую обрабатываемость резанием, хорошо свариваются, обрабатываются давлением в холодном и горячем состоянии, термически упрочняются, что имеет важное значение для их применения в ряде отраслей техники. Это относится в первую очередь к авиа-, ракето- и судостроению, химическому, пищевому и транспортному машиностроению.
Титан – металл серебристо-белого цвета с плотностью ρ = 4,505 г/см3 и температурой плавления 1672 °С. Титан может находиться в двух полиморфных модификациях: Tiα до 882 ºС с гексагональной плотноупакованной решеткой и высокотемпературной Tiβ выше этой температуры с объёмно центрированной кубической решеткой до температуры плавления. Имеет высокие механические свойства: σВ = 300 МПа, δ = 40 %, не имеет температурного порога хладноломкости, парамагнитен. Титан легкий, прочный, тугоплавкий, коррозионно-стойкий за счет возникновения оксидной пленки TiO2.
Механические свойства титана определяются составом: чем в нем меньше примесей, тем ниже прочность и выше пластичность (рис. 6.1). Характерная особенность титана – необычайно высокая чувствительность к примесям атмосферных газов – кислороду, азоту, водороду и углероду, которые образуют с титаном твердые растворы внедрения и промежуточные фазы: оксиды, нитриды, гидриды, карбиды, повышая его характеристики прочности и снижая пластичность.
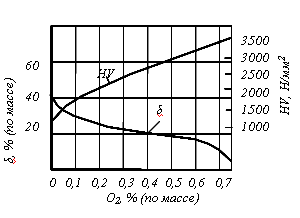
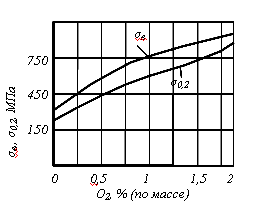
Рис. 6.1. Влияние примеси кислорода на механические свойства титана
Кроме того, ухудшается обработка давлением, свариваемость и коррозионная стойкость. Поэтому содержание этих примесей ограничивается сотыми и тысячными долями процента.
Полиморфизм титана, хорошая сплавляемость с другими металлами дают широкие возможности получения сплавов на основе титана с самыми разными механическими свойствами благодаря легированию, термической обработке, деформационному упрочнению.
Элементы, легирующие титан, подразделяются на следующие:
повышающие температуру полиморфного превращения и расширяющие область существования α-модификации: Al, Ga, La, C, O, N;
понижающие температуру полиморфного превращения и расширяющие область существования β-модификации: Mo, V, Nb, Ta, Hf, W, Cr, Mn, Fe, Co и другие.
Алюминий является основным легирующим элементом для титана и содержится почти во всех промышленных сплавах. Образуя с титаном твердый раствор, он повышает удельную прочность сплава, жаропрочность, модуль упругости, уменьшает склонность к водородной хрупкости. Из-за уменьшения технологической пластичности содержание Al ограничивается 7 %.
Для повышения рабочих характеристик жаропрочных сплавов с высоким содержанием алюминия главным образом используют добавки ванадия, молибдена и вольфрама.
Цирконий повышает термическую стабильность, увеличивает предел ползучести, прочность при низких и средних температурах, уменьшает склонность к хладноломкости и улучшает свариваемость.
Хром считается одной из наиболее перспективных легирующих добавок к титану наряду с молибденом. Сплавы титана с хромом отличаются превосходным сочетанием прочности и пластичности (рис. 6.2).
Ниобий – повышает стабильность поверхности, увеличивает жаростойкость при высоких температурах.
В связи с определенным характером действия на титан различных легирующих элементов промышленные сплавы по типу структуры могут быть подразделены на три группы: титановые сплавы на основе Tiα, сплавы на основе Tiβ и двухфазные (α+β)-титановые сплавы.
Промышленные титановые сплавы с (α+β)-структурой целесообразно подразделить на три группы: псевдо-α-сплавы с небольшим количеством β-фазы (Tiβ) со свойствами, близкими к α-сплавам (Tiα), типичные (α+β)-сплавы и псевдо-β-сплавы. Псевдо-β-сплавы представляют собой сплавы на основе Tiβ. В отожженном состоянии их физико-механические и технологические свойства типичны для β-сплавов, однако β-фаза у этих сплавов термически нестабильна.
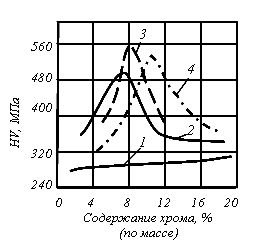
Рис. 6.2. Твердость сплавов титана с различным содержанием хрома после отжига при температуре 600 ºС (1) и охлаждения из β-области с различными скоростями: резкая закалка в растворе щелочи (2), закалка в воде (3), охлаждение на воздухе (4)
По уровню характеристик прочности титановые сплавы классифицируют на высокопластичные и малопрочные, среднепрочные и высокопрочные, жаропрочные, коррозионно-стойкие; по способности упрочняться с помощью термической обработки – на упрочняемые и неупрочняемые; по технологии производства – на деформируемые и литейные.
Деформируемые титановые сплавы с α-структурой, содержащие в основном алюминий, характеризуются невысокой прочностью и не упрочняются при термической обработке. Они хорошо свариваются, имеют высокие механические свойства при криогенных температурах, устойчивы против коррозии в атмосферной среде, загрязненной газами до температуры 1090 °С; сохраняют высокую прочность при нагреве до 650 °С (ВТ5–1, ОТ4–0, ОТ4, ВТ20, ВТ18, ВТ–6, ВТ14, ВТ3–1, ВТ25 и др.). Однако их пластичность хуже, чем у двухфазных сплавов.
Двухфазные титановые (α+β)-сплавы характеризуются хорошим сочетанием механических и технологических свойств. Эти сплавы обладают почти удвоенной прочностью по сравнению с чистым титаном, однако эта прочность сохраняется до температуры 430 °С. Большинство этих сплавов лучше поддаются деформированию, чем однофазные сплавы. Но их сварка затруднена, т.к. они при сварке теряют пластичность, а швы приобретают хрупкость. По структуре после закалки в них образуется структура мартенситного типа.
Увеличение количества β-фазы в сплавах до 50 % обеспечивает двухфазным титановым сплавам самую высокую прочность как в отожженном, так и в закалённом состояниях.
Однофазные β-сплавы имеют наиболее высокую коррозионную стойкость. Сплавы с β-структурой реже применяются в промышленности из-за чувствительности к загрязнению газами при нагреве.
Литейные титановые сплавы (ВТЛ1, ВТ14Л, ВТ5Л и др.) имеют небольшой температурный интервал кристаллизации, высокую жидкотекучесть и хорошую плотность отливки. Титановые сплавы этой категории склонны к поглощению газов, поэтому разливку надо проводить в вакууме или в среде нейтральных газов. Для получения отливок используют чугунные или стальные формы, а также оболочковые и керамические формы.
Для фасонного литья применяют сплавы, близкие по химическому составу некоторым деформируемым сплавам (ВТ5Л, ВТ14Л), а также специальные литейные сплавы.
Деление конструкционных титановых сплавов по типу структуры и характеристик прочности, их химический состав приведены в таблице 6.1.
Титановые сплавы подвергаются следующим видам термической обработки: отжигу для снятия напряжений, рекристаллизационному отжигу, упрочняющей термической и химико-термической обработке.
Упрочняющая термическая обработка (α+β)-сплавов состоит из закалки с температур нагрева до β- или (α+β)-области с последующим искусственным старением. После закалки образуется α’-фаза (мартенситная фаза) игольчатого строения, представляющая собой пересыщенный твердый раствор легирующих элементов в α-фазе. При старении из α’-фазы выделяется β-фаза, понижающая твердость сплава, или интерметаллидная фаза, вызывающая охрупчивание.
Таблица 6.1
Классификация промышленных титановых сплавов и их механические свойства
|
Тип сплава |
Марка сплава |
Средний химический состав, % |
Уровень прочности |
Механич. свойства |
Технология получения | |
|
σВ, МПа |
δ, % | |||||
|
α-сплавы |
ВТ1–0 |
99,28% Ti |
М.п.* |
350–500 |
30 |
деформируемый |
|
ВТ5 |
5% А1 |
С.п. |
750–900 |
10 | ||
|
ВТ5–1 |
5% А1; 2,5% Sn |
С.п. |
750–900 |
12 | ||
|
ВТ5Л |
5% А1 |
М.п. |
700–900 |
9 |
литейный | |
|
псевдо-α-сплавы |
ОТ4–1 |
1,5% А1; 1% Мn |
М.п.. |
600–750 |
20 |
деформируемый |
|
АТ–2 |
2% Zr; 1% Мо |
М.п. |
600–750 |
20 | ||
|
ВТ20 |
6% А1; 1% Мо; 1%V |
С.п. |
950–1150 |
8 | ||
|
ТС5 |
5% А1; 2% Zr; 3% Sn; 2% V |
В.п. |
950–110 |
8 | ||
|
ВТ20Л |
6% А1; 2% Zr; 1% Мо |
С.п. |
≥1000 |
≤4 |
литейный | |
|
(α+β)-сплавы |
ВТ6С |
5% А1; 4% V |
С.п. |
850–1000 |
12 |
деформируемый |
|
ВТЗ–1 |
6% А1; 2,5% Мо; 2% Сr; 0,3% Si; 0,5% Fe |
В.п. |
1000–1200 |
10 | ||
|
ВТ14 |
4,5% А1; 3% Мо; 1% V |
В.п. |
900–1070 |
8 | ||
|
ВТ22 |
5% А1; 5 % Мо; 5% V; 1% (Fе, Сr) |
В.п. |
1100–1250 |
8 | ||
|
ВТ14Л |
5% А1; 3% Мо; 1% V; 0,5% (Cr, Fe) |
В.п. |
900 |
5 |
литейный | |
|
псевдо-β-сплавы |
ВТ–15 |
3% А1; 7% Мо; 11% Сr |
В.п. |
1350–1500 |
4 |
деформируемый |
|
ТС6 |
3% А1; 5% Мо; 6% V, 11% Сr |
В.п. |
1400–1500 |
4 | ||
|
β-сплавы |
4201 |
33 % Мо |
С.п. |
800–850 |
10 |
деформируемый, коррозионностойкий |
*Примечание. М.п. – малопрочные (высокопластичные), С.п. – среднепрочные, В.п. – высокопрочные.
При закалке из β-области структура сплавов состоит из переохлажденного β’-твердого раствора. При старении из такого раствора выделяется мелкодисперсная α-фаза, повышающая прочность и твердость сплава.
Для повышения жаростойкости детали из титановых сплавов подвергают различным видам диффузионной металлизации, а для повышения износостойкости – азотированию.