

Дефекты, возникающие при различных видах обработки деталей
Закалочные трещины - разрывы металла, возникающие при охлаждении деталей преимущественно сложной формы в процессе закалки из-за высоких внутренних напряжений. Они могут появиться и после закалки на деталях, длительное время не подвергавшихся отпуску, уменьшающему внутренние напряжения.
Шлифовочные трещины - группа мелких и тонких разрывов, как правило, в виде сетки на шлифованной поверхности металла. Возникают при шлифовании сталей некоторых марок, склонных к образованию трещин, - закаленных высокоуглеродистых и легированных.
Надрывы- неглубокие трещины, возникающие в деталях в результате холодной деформации металла, например, при сверлении или разверстке отверстий тупым сверлом или разверткой, холодной штамповке, особенно когда металл имеет недостаточно высокие пластические свойства из-за дефектов структуры.
Дефекты, возникающие при эксплуатации изделий
Трещины усталости - являются наиболее распространенными эксплуатационными дефектами. Основная причина усталостных разрушений деталей - действие высоких переменных напряжений. Трещины усталости возникают в местах концентрации напряжений: по галтелям, в местах с резкими переходами сечений и наличием подрезов, у основания резьбы и зубьев шестерен, в углах шпоночных канавок, у отверстий для смазки или в местах других конструктивных или технологических концентраторов напряжений. Трещины усталости появляются также в местах дефектов металлургического и технологического происхождения или следов грубой механической обработки поверхности (глубоких рисок, следов резца и т. п.).
Трещины усталости различают по внешнему виду. Чаще всего они бывают двух типов: поперечные или кольцевые трещины, развивающиеся на цилиндрических деталях по окружности в сечении, перпендикулярном к оси детали; трещины, расположенные под углом к оси детали.
Коррозионные повреждения (очаговые, межкристаллитные и др.) встречаются на разных деталях. Степень коррозионного повреждения зависит от наличия агрессивных сред, качества защитных покрытий, неблагоприятного сочетания материалов деталей в узле и др.
Трещины - надрывы в поверхностном слое металла образуются в результате высоких однократно приложенных напряжений (растяжение, изгиб, кручение), когда нагрузка превышает прочность детали, например, при нарушении технологии правки детали, демонтаже или монтаже детали или при перегрузке детали в эксплуатации.
Механические повреждения поверхности -забоины, вмятины, надиры, риски, местный наклеп.
2.3.Физические основы ультразвуковой дефектоскопии Колебательный процесс
Колебательные движения (или колебания) в физике и технике - это такие виды движения (или изменения состояния), которые обладают той или иной степенью повторяемости.
В зависимости от физической природы колебания могут быть механические, электромеханические, электромагнитные и др. К механическим колебаниям относятся колебания маятника, крыльев самолета, поплавка на воде и струны, изменения плотности и давления воздуха при прохождении акустических волн и т. п. К электромеханическим - колебания мембраны телефона, пьезоэлемента ультразвуковых преобразователей. К электромагнитным - колебания в электрических контурах, волноводах и др.
Все колебательные движения, независимо от их природы, имеют общий признак: положение, к которому стремится колеблющееся тело в процессе колебаний. Это - положение устойчивого равновесия.
В положении равновесия тело может находиться сколь угодно долго - до тех пор, пока внешняя сила не выведет его из равновесия. Для маятника, подвешенного на длинной нити, положением равновесия является самое нижнее положение. Когда тело выводится из положения равновесия, возникает сила, направленная к положению равновесия, которая называется восстанавливающей силой (F на рис. 2.1).
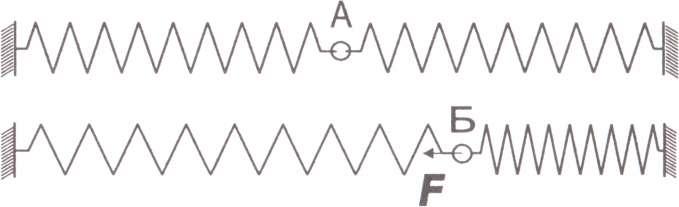
Рис 2.1. Колебания шарика, закрепленного на пружинах: А - положение равновесия;
Б - положение отклоненного шарика; F - восстанавливающая сила
В положении устойчивого равновесия потенциальная энергия колеблющегося тела должна иметь минимальное значение по сравнению с ее значениями в соседних точках.
Однако скорость его движения, а, следовательно, и кинетическая энергия максимальны. Поэтому, проходя через положение равновесия, шарик не останавливается, а по инерции продолжает движение дальше. Но теперь кинетическая энергия расходуется на преодоление сопротивления растягиваемой правой и сжимаемой левой пружин. Тем не менее, движение продолжается, пока кинетическая энергия не станет равной нулю. Этому состоянию соответствует максимальное смещение влево.
Максимальное смещение от положения равновесия называется амплитудой колебаний.
Другими словами, амплитуда определяет размах колебаний.
Таким образом, в крайних положениях состояние шарика характеризуется следующими параметрами: потенциальная энергия максимальна ЕП=ЕПmax, скорость v=0, кинетическая энергия Ек=0. При прохождении положения равновесия Еп=0, v=vmax, ЕК=ЕКmax. В промежуточных положениях скорость и энергия также имеют промежуточные значения.
Колебательные процессы могу быть периодическими и непериодическими.
Периодическими называются такие колебания, при которых каждое значение амплитуды повторяется через одинаковые промежутки времени:
Наименьший промежуток времени, по истечении которого повторяется каждое значение изменяющейся величины, называется периодом колебаний.