

3. Последовательность разработки и содержание проектирующих
подсистем САПР РИ
3.1. Исходные данные
Для любого вида режущего инструмента проектирующие подсистемы разрабатываются в такой последовательности:
- отработка общих методических принципов проектирования;
- описание параметров обрабатываемой детали;
- составление методики расчета параметров конструктивных элементов режущего инструмента;
- отработка схемы по методике расчета;
- определение состава и функции программных модулей;
- разработка программ по расчету параметров инструмента.
Непременным условием создания высокоэффективной системы проектирования является определение правильной информационной структуры инструмента. Для того чтобы САПР РИ могла функционировать в режиме разработки оптимальной конструкции, должны быть раскрыты следующие связи:
- пространственные, определяющие место и последовательность расположения отдельных элементов (например, главной и калибрующей режущей кромок, хвостовика и др.);
- функциональные, определяющие величины параметров (например, параметры конструктивных элементов, обеспечивающие достаточную прочность и жесткость);
- внешние, обусловленные характером и условиями взаимодействия инструмента с обрабатываемой деталью.
Внешние связи определяют формирование исходных данных. Режущий инструмент работает в определенных условиях, характеризуемых режимами резания, применяемыми СОТС, используемым оборудованием и др.
Число внешних факторов достигает нескольких десятков, и поэтому их следует сгруппировать. Можно выделить три группы таких факторов.
Первая группа характеризует обрабатываемую деталь и определяет связи непосредственно между заготовкой и инструментом. К ней относятся:
- химические, физические и механические свойства материала детали;
- шероховатость обрабатываемой поверхности;
- точность обрабатываемой поверхности;
- геометрическая форма обрабатываемой детали;
- метод получения заготовки детали;
- основные размеры и масса детали;
- дополнительные данные.
Вторая группа факторов относится непосредственно к самому инструменту. В нее входят:
- особенности конструкции инструмента;
- основные размеры инструмента;
- материал инструмента;
- необходимость перетачивания;
- особенности термообработки и методы нанесения износостойких покрытий на рабочую поверхность;
- дополнительные данные.
К третьей группе внешних факторов относятся условия эксплуатации режущего инструмента:
- режимы резания;
- характер производства;
- вид СОТС и способ её подвода в зону резания;
- регламентация стойкости инструмента;
- форма и необходимость отвода стружки;
- вид оборудования, на котором предполагается использование инструмента;
- дополнительные данные.
Все перечисленные выше факторы влияют в первую очередь на выбор инструментального материала и назначение геометрических параметров, однако их число в каждом конкретном случае может изменяться.
Содержание проектирующих подсистем зависит от вида проектируемого объекта. На рисунке 3.1 в качестве примера представлены программные модули проектирующей подсистемы САПР РИЦ – зенкер.
Р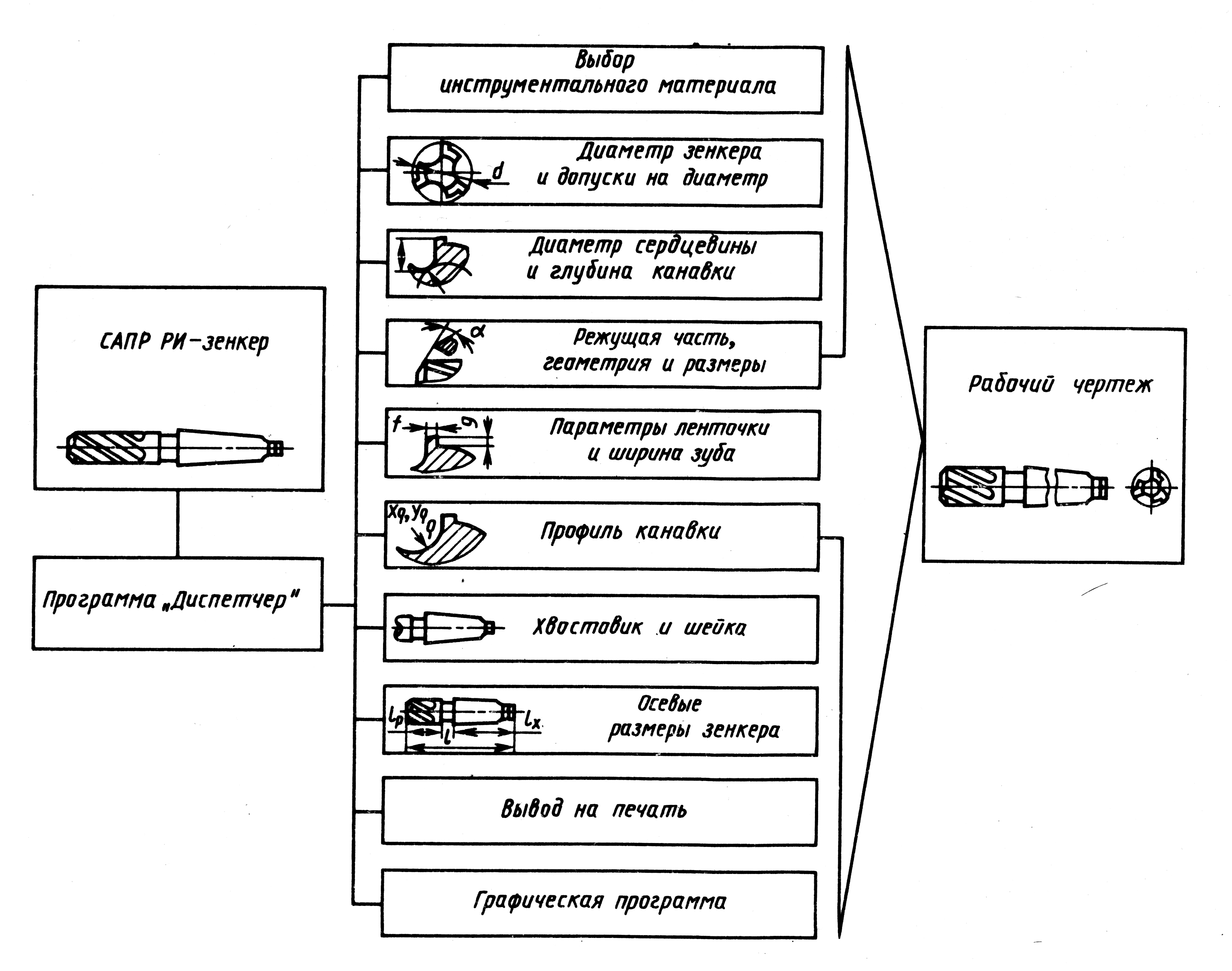 исунок
3.1 – Программные модули подсистемы САПР
РИЦ – зенкер
исунок
3.1 – Программные модули подсистемы САПР
РИЦ – зенкер
Программа «Диспетчер» - основная процедура по вводу исходных данных, диспетчеризация процесса вычислений и вызова процедур.
Программа «Материал» - процедура по выбору марки инструментального материала для зенкера с учетом материала детали и условий производства.
Программа «Диаметр» - процедура по определению диаметра зенкера и допуска на диаметр.
Программа «Геометрия» - процедура по назначению геометрических параметров режущей части зенкера.
Программа «Канавка» - процедура по определению глубины канавки и диаметра сердцевины.
Программа «Ленточка» - процедура по определению параметров ленточки и ширины зуба.
Программа «Профиль» - процедура по определению размеров профиля канавки зенкера.
Программа «Хвостовик» - процедура по выбору хвостовика и назначению размеров на элементы хвостовика и шейки.
Программа «Длина» - процедура по определению размеров зенкера по оси.
Программа «Печать» - процедура по выводу результатов проектирования на печать.
Программа «Графика» - процедура реализации результатов программы «Печать» в виде рабочего чертежа зенкера.
Каждая из этих программ является составным модулем и работает автономно, т. е. может быть исключена из системы и записана известным параметром. Модульный принцип позволяет наращивать структуру программы проектирования режущего инструмента любого типа введением дополнительных модулей. Конечным продуктом машинного проектирования является рабочий чертеж инструмента.
Из приведенных выше программных модулей с точки зрения формализации наибольший интерес представляет программа «Материал». При выборе материала невозможно установить определенные математические зависимости. Решение задачи выбора материала реализуется в форме реляционной БД.
Выявление внешних и внутренних факторов у осевых инструментов позволяет учитывать до 20…30 факторов, влияющих на структуру САПР осевых инструментов, из которых значительная часть влияет на выбор инструментального материала. Но учитывать все факторы нецелесообразно, т. к. усложняется практическое использование САПР РИ из-за увеличения необходимых исходных данных, а также трудно учесть ряд факторов (применение СОТС, нанесение покрытий и др.) из-за отсутствия экспериментальных данных. Поэтому более целесообразно выделить определяющие факторы:
- материал обрабатываемой детали;
- характер предварительной подготовки детали с указанием состояния поверхности заготовки;
- диаметр обрабатываемого отверстия;
- режим резания;
- тип производства;
- вид и степень автоматизации оборудования;
- жесткость системы СПИД;
- особенности технологического процесса получения заготовки инструмента;
- наличие данного инструментального материала.
Указанные факторы являются необходимыми для достаточно обоснованного выбора инструментального материала и частично учитывают другие факторы, на входящие в число этих факторов.