

1.4. Изготовление заготовок литых станин
Литые заготовки станин должны обладать высокой износостойкостью и твердостью монолитных направляющих, не допустим отбел чугуна в тонких стенках, приводящий к большим напряжениям, короблениям, трещинам.
Удовлетворение противоречивых требований к массивным направляющим и тонким стенкам отливки станины может быть обеспечено несколькими путями: использованием высококачественных чугунов; использованием специальной технологии литья; уменьшением разницы в толщине направляющих и стенок станины; упрочняющей обработкой направляющих, например закалкой; применением накладных направляющих.
Первый путь связан прежде всего с оптимальным выбором марки чугуна, который обеспечивает высокую твердость чугунных направляющих, хорошую обрабатываемость боковых стенок отливки, малое коробление, и имеет минимальную стоимость.
Для станин широко используют модифицированный чугун. Для получения высококачественных отливок применяют нелегированный чугун оптимизированного состава марок СЧ 20, СЧ 25, СЧ 30. Серый легированный чугун имеет более высокую стоимость, однако позволяет уменьшить металлоемкость станин при требуемой жесткости, повысить размерную точность литья и снизить припуски на обработку, повысить износостойкость монолитных направляющих.
Уменьшить расход дорогостоящих легирующих элементов можно путем поверхностного легирования, при котором пасту с легирующими элементами наносят на поверхность формы в местах направляющих до заливки чугуна, а также послойной заливкой в форму сначала легированного чугуна под направляющие, а затем нелегированного чугуна. Послойная заливка позволяет снизить расход легирующих элементов на 80 %, коробление отливки на 15...20 % и остаточные напряжения на 5...10 % по сравнению с обычной технологией литья.
Массивные станины с монолитными направляющими, как правило, отливают с использованием плоских, ребристых или шиловидных чугунных плит, называемых холодильниками, которые устанавливают в литейную форму в месте расположения направляющих. Холодильники ускоряют охлаждение направляющих, что повышает их твердость, а также предохраняют форму от размыва при заливке чугуна.
Основные этапы изготовления литых заготовок станин показаны на рисунке 1.2.
В тонкостенных отливках станин из серого чугуна в процессе охлаждения могут появиться трещины из-за сопротивления стержней литейной формы усадке отливки особенно при температуре 200...250 °С, когда чугун обладает минимальной прочностью и пластичностью. Вероятность появления трещин можно уменьшить: введением дополнительных продольных ребер в отливку, уменьшением размеров окон в продольных стенках, уменьшением размеров внутренних полостей отливки, увеличением толщины стенок. Однако перечисленные мероприятия увеличивают металлоемкость станин и поэтому они должны быть обоснованы.
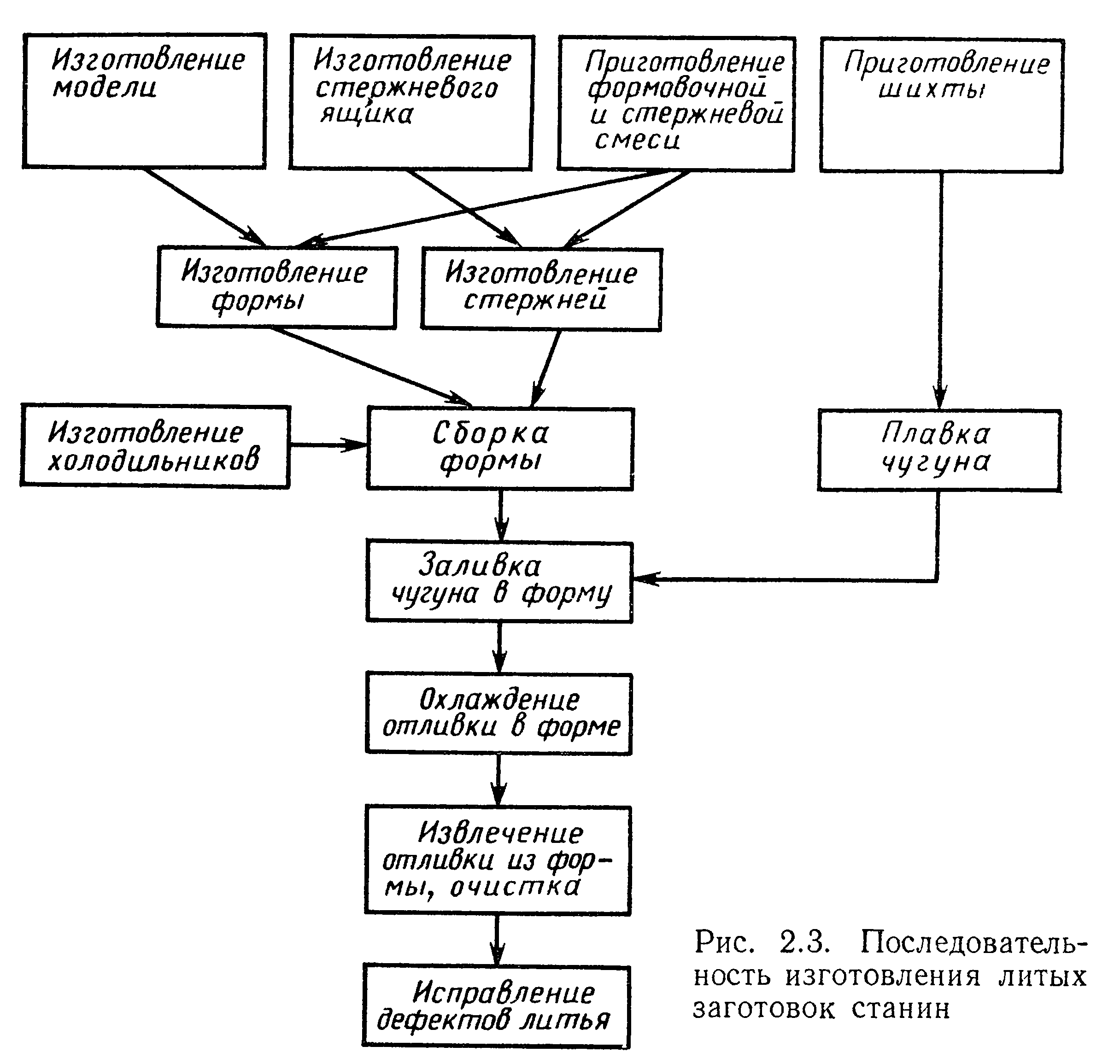

Рисунок 1.2. – Последовательность изготовления литых
заготовок станин
Исправление дефектов чугунного литья (трещин, раковин) в зависимости от характера, размеров и места их положения на заготовке возможно различными способами. Крупные дефекты заваривают газовой или дуговой сваркой чугунными электродами диаметром 14...16 мм с покрытием толщиной 1,5...2,0 мм или порошковой проволокой с предварительным нагревом заготовки до температуры 600...650 °С. При исправлении мелких дефектов литья сварку осуществляют без расплавления основного металла и без нагрева заготовки или с незначительным нагревом до 150...300 °С. Все дефекты литья, открывшиеся после черновой обработки, должны быть исправлены перед старением, а места исправления должны быть зачищены.