

Фрезерные станки с ЧПУ
Привод главного движения во фрезерных станках – вращение шпинделя с инструментом. Привод подач – продольное, поперечное и вертикальное перемещение.
В зависимости от оси вращения шпинделя станки бывают вертикальные и горизонтальные.
Основным показателем фрезерных станков является перемещение стола и его размеры (ширина 100-5000мм; длина 500-16000мм). Частота вращения на фрезерных станках 3,5 тыс об/мин.
При обработке плоскостей используются цилиндрические и торцевые фрезы
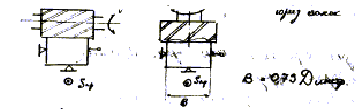
концевая фреза

обработка боковой поверхности, получение уступа, паз.
Для обработки на горизонтальных станках используют дисковые фрезы 3х и 2х сторонние (пазы, уступы различных профилей).
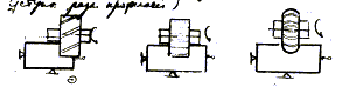
Для получения фасонной поверхности методом копирования режущей кромки инструмента используют фасонные фрезы.
Набор фрез, установленных на оправке (в наборе следует использовать фрезы с отношением диаметров не более 1,5, чтобы их скорости резания были приблизительно одинаковыми)


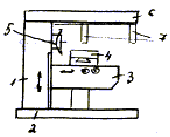
Вертикальный станок с консолью
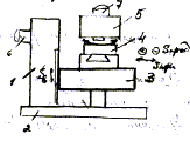
1 – стойка; 2 – основание; 3 – консоль; 4 – стол; 5 – шпиндель; 6 – двигатель главного привода; 7 – привод зажима инструмента для станков с ЧПУ.
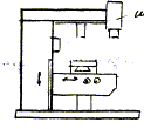
Горизонтальный станок с консолью
6 – хобот; 7 – серьга – для закрепления спец. приспособления с набором фрез (серьга устанавливается в требуемое положение)
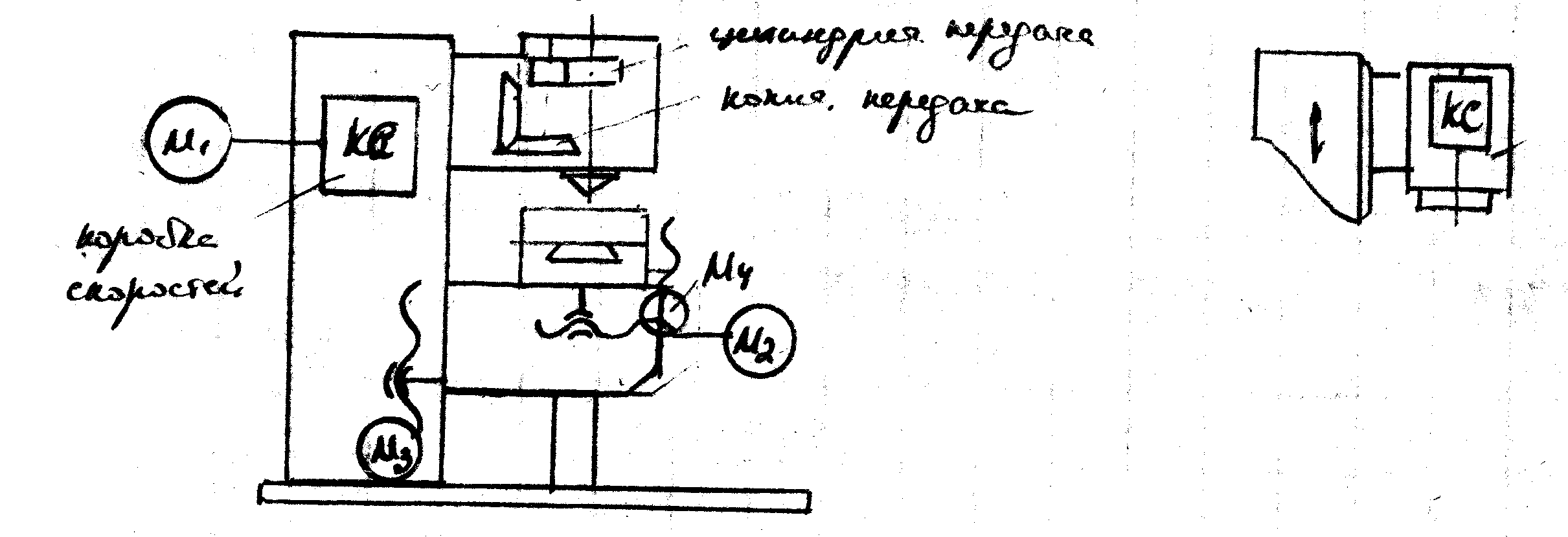
Широкоуниверсальный станок (вертикальный фрезерный станок с ЧПУ)
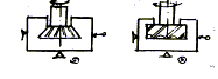
Существуют продольно-фрезерные станки
Двухсторонний станок с максимальным количеством шпинделей.
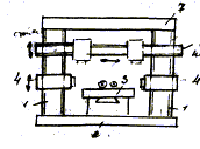
3 – стол; 4 – горизонтальные шпиндельные бабки (м.б. с перемещением, м.б. закреплены); 5 – вертикальные шпиндельные бабки; 6 – поперечина; 7 – траверса (портал).
Существуют барабанно-фрезерные станки.
Фрезерование – высокопроизводительный метод формообразования поверхностей деталей многолезвийным режущим инструментом – фрезами. Для фрезерования характерно непрерывное главное вращательное движение инструмента и поступательное движение подачи заготовки. В некоторых случаях заготовка совершает круговое или винтовое движение подачи.
На карусельно-фрезерных станках применяют в основном торцевые насадные фрезы, которые обрабатывают горизонтальные плоскости.
Барабанно-фрезерный станок отличается от карусельно-фрезерного горизонтальным расположением оси вращения стола-барабана. Заготовки закрепляют в приспособлениях на гранях барабана.
Установленные в верхних головках фрезы и выполняют, как правило, предварительную обработку поверхностей, а две фрезы, установленных в нижних фрезерных головках – окончательную. На барабанно-фрезерных станках применяют торцевые насадные фрезы со вставными резцами, которые обрабатывают вертикальные плоскости.
В станках с ЧПУ коробка скоростей встраивается в стойку, если шпиндельная бабка не перемещается в вертикальном направлении. При отсутствии консоли появляется необходимость в перемещении шпиндельной бабки, и в этом случае коробка скоростей устанавливается внутри шпиндельной бабки. Для обеспечения устойчивости станка в этом случае устанавливают гидроцилиндр в стойке.