

Р ис. 31. Схемы прозвучивания стыковых сварных швов
а — прямым лучом, б — прямым и однократно отраженным лучом, в — многократно отраженным лучом, г—по слоям, д— эхо-зеркальным методом («тандем»), е—зеркально теневым методом
Для уменьшения «мертвой зоны» верхнюю часть шва целесообразно прозвучивать искателями с большими углами ввода ультразвука. Этот способ является единственно пригодным для прозвучивания швов толщиной 3,5—10 мм, выполненных односторонней сваркой с проплавлением, дефекты в которых находятся в корне.
Контроль прямым и однократно отраженным лучом (рис. 31,б) осуществляют при перемещении искателя между точками 1—3. Этот способ позволяет осуществлять контроль с одной стороны изделия, а также прозвучивать «мертвую зону». Искатель при прозвучивании прямым и однократно отраженным лучом перемещают до линии, отстоящей от оси шва на расстоянии:
![]()
Контроль многократно отраженным лучом сопровождается большим числом ложных сигналов от валика усиления шва и является наименее помехоустойчивым. Применение этого способа ограничивается случаями, когда не имеется доступа непосредственно ко шву, например стыковое соединение с обеих сторон закрыто приварными накладками (рис. 31, в).
Контроль по слоям обладает наибольшей достоверностью. Он заключается в том, что хотя прозвучивание производят любым из выше перечисленных способов, но эхо-сигналы фиксируют только на определенном рабочем участке развертки (рис. 31, г). Так, если выделить участок развертки Δt1, то при прозвучивании в него будут попадать только дефекты, залегающие в слое а—b, если выделить участок Δt2, то фиксироваться будут эхо-сигиалы, пришедшие из слоя b-с.
Эхо-зеркальный метод контроля («тандем») заключается в одновременном прозвучивании шва двумя искателями, расположенными с одной стороны шва друг за другом и синхронно перемещающимися в разные стороны относительно оси симметрии О1О (рис. 31, д). При таком перемещении искателей сумма расстояний от оси шва Х1+Х2 и время t прихода сигналов, зеркально отраженных от дефектов и внутренней поверхности изделия, постоянны для данной толщины δ шва. Последнее существенно облегчает контроль, так как эхо-сигнал от любого дефекта будет находиться на фиксированном участке развертки, на который можно установить строб-импульс блока АСД и тем самым получить звуковую индикацию дефекта. Искатели могут включаться по раздельной или раздельно-совмещенной схеме. В последнем случае регистрируются дополнительно эхо-сигналы, отраженные обратно к каждому из искателей.
Зеркально-теневой и теневой способы могут быть рекомендованы только для выявления относительно грубых дефектов. Прозвучивание осуществляют двумя искателями, включенными по раздельной схеме. Искатели размещены с обеих сторон шва навстречу друг другу и закреплены с помощью какого-либо приспособления на одном расстоянии X. О наличии дефекта судят по пропаданию сигнала в строб-импульсе (рис. 31, е).
Сварные швы контролируют в основном с обеих сторон шва; с одной (при толщине до 150 мм) или с обеих поверхностей соединения.
Н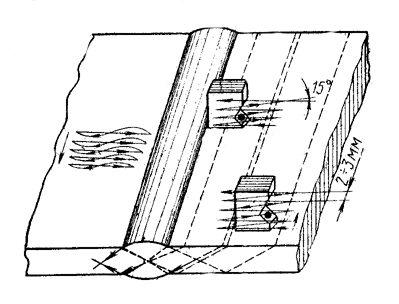 епосредственно
перед контролем подготовленную
поверхность околошовной зоны тщательно
протирают ветошью и покрывают слоем
контактной смазки. Наиболее целесообразно
использовать минеральные масла: автолы,
компрессорные и др.
епосредственно
перед контролем подготовленную
поверхность околошовной зоны тщательно
протирают ветошью и покрывают слоем
контактной смазки. Наиболее целесообразно
использовать минеральные масла: автолы,
компрессорные и др.
Рис. 33. Перемещение искателя в околошовной зоне при поиске дефектов
Поиск дефектов в шве производят на несколько завышенной чувствительности, путем продольно-поперечного перемещения искателя по всей контролируемой зоне сначала с одной, а затем с другой стороны (рис. 33). Шаг продольного перемещения искателя должен быть не более половины диаметра пьезоэлемента. В процессе перемещения наклонный искатель необходимо непрерывно проворачивать вокруг своей оси на ±15° для того, чтобы обнаружить различно ориентированные дефекты. Контакт искателя с поверх ностью контролируемого изделия надо обеспечивать легким нажатием руки на искатель.
При появлении эхо-сигналов от дефекта на рабочем участке развертки зону перемещения искателя сокращают и производят измерение информативных характеристик координат, амплитуды эхо-сигнала, условной высоты, условной протяженности, коэффициента формы Кф и количества дефектов на стандартном участке шва.
Нормы оценки качества каждого типа сварного соединения составляют с учетом особенностей информации, получаемой при ультразвуковом контроле, на основе норм Госгортехнадзора, СНиП и других действующих документов, определяющих качество изделия.