

Б.И. Коган Планировочные решения. Компоновка и планированиегибких производственных систем
.pdf20
Возможные варианты размещения стационарных рабочих мест сборки для условий единичного, мелкосерийного и среднесерийного производства показаны на рис.10, а в табл.5 приведены нормы на их размещение.
Рис. 10. Схемы размещения рабочих мест сборки
Таблица 5 Нормы * расстояний, мм, для размещения сборочных мест
(единичное, мелко- и среднесерийное производство) (см. рис. 10)
|
Рабочая зона |
|
Рабочая зона вокруг |
||
|
с одной стороны |
|
объекта |
||
Расстояние |
Габаритные размеры собираемого изделия, |
||||
|
|
|
мм |
|
|
|
до 1250×750 |
до 1250×750 |
до 2500×1000 |
||
1 |
2 |
|
3 |
4 |
|
От проезда до: |
|
|
|
|
|
фронтальной стороны (а) |
1500/1000 |
|
2250/1000 |
2250/1500 |
|
тыльной стороны (б) |
500 |
|
1000/750 |
1000/900 |
|
боковых сторон (в) |
1250/1000 |
|
1000 |
1000 |
|
21
Продолжение табл. 5
1 |
2 |
3 |
4 |
Между сборочными местами |
|
|
|
при взаимном расположении: |
|
|
|
в «затылок» (г) |
1750/1000 |
2750/1000 |
2750/1700 |
тыльными сторонами (д) |
0 |
1500/1000 |
1500/1000 |
боковыми сторонами: |
|
|
|
е |
1500/750 |
1500/750 |
1500/1200 |
е1 |
0 |
1500/750 |
1500/1200 |
фронтальными сторонами (ж) |
2750/2000 |
3500/25000 |
3500/2500 |
От стен и колонн до: |
|
|
|
фронтальной стороны стола (л) |
1500/1300 |
1750/15000 |
1750/15000 |
тыльной стороны стола (м) |
0 |
1000/750 |
1000/900 |
боковой стороны стола (н) |
750 |
750 |
750 |
П р и м е ч а н и е. В нормы не включены площади для складирования деталей и сборочных узлов.
* В знаменателе приведены нормы для серийного производства, если они отличаются от аналогичных норм для единичного и мелкосерийного производства.
Для условий крупносерийного и массового производства характерны варианты конвейерной сборки.
В практике проектирования в основном используют темплетный метод выполнения планировок. Темплеты представляют собой планы рабочих мест и оборудования, выполненные на прозрачной пленке или бумаге в определенном масштабе. Кроме габаритных размеров оборудования, сборочного стола или верстака, на темплете указывают место рабочего, расположение инструментальных тумбочек, столов и другой организационной оснастки, а также места подвода энергоносителей и технологических жидкостей. В ходе планировки их размещают на подготовленном компоновочном плане участка, закрепляя прозрачной клейкой лентой. В этом случае сокращается до минимума доработка планов и уменьшается в 1,5-2 раза трудоемкость планировочных работ по сравнению с трудоемкостью планировки при использовании шаб- лонов-габаритов оборудования.
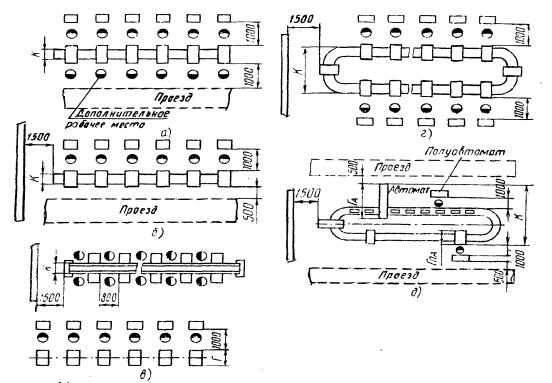
Планировки рабочих мест при использовании сборочных конвейеров и автоматизированных линий, а также нормы их размещения даны на рис. 11.
22
Рис. 11. Примеры размещения рабочих мест при конвейерной и автоматизированной сборке и нормы на их размещение при использовании:
а– шагового конвейера; б – вертикально-замкнутого конвейера;
в– подвесного конвейера; г – горизонтально замкнутого конвейера;
д– автоматизированной линии
Размер К на этих схемах определяется конструкцией оборудования.
Темплетный метод можно использовать при разработке планов на ЭВМ. При этом в соответствии с выбранным вариантом расположения, обеспечивающим минимальные мощности грузопотоков на участке, размещают темплеты рабочих мест, заранее введенные в банк данных машины в виде графических файлов.
При планировке поточных линий массового производства сложно размещать оборудование разной производительности. В этом случае на смежных операциях предусматривают разное число станков и обеспечивают распределение потока заготовок. Пример планировки поточной линии с использованием подвесных конвейеров в качестве межоперационного транспорта показан на (рис.12).

23
Рис. 12. Планировка поточной линии при применении подвесных грузонесущих конвейеров:
а, б – варианты крепления конвейеров
В начале линии предусматривается зона 6 шириной 2-3 м для размещения тары с заготовками. Далее размещают два ряда станков по обе стороны двух подвесных конвейеров. Конвейеры оснащают многополочными подвесками или подвесками со штырями, ячейками и другими элементами, что позволяет использовать их также в качестве накопителей. На линии предусмотрены три подвесных конвейера, разбивающие линию на три участка. На первом участке предусмотрена резервная площадь 2. В конце линии размещены моечная машина 4 и контрольные пункты 3. В зоне 5 готовых деталей размещена тара для отправки деталей на сборку. По обе стороны линии предусмотрены стружкоуборочные конвейеры 1.
24
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Назовите основные варианты размещения производственных участков механосборочного производства, их достоинства и недостатки, условия применения.
2.Как определяются общая и производственные площади цеха при укрупненном, детальном проектировании?
3.Назовите основные строительные параметры производственных зданий и факторы, влияющие на их выбор.
4.Какие варианты размещения оборудования возможны на станочных участках и линиях? В каких случаях применяют тот или иной вариант?
5.Как осуществляется выбор оптимального варианта расположения оборудования и рабочих мест на участке?
6.Назовите варианты размещения станочных модулей в ГПС. Когда их применяют?
7.Какие схемы планировок станочных модулей и автоматизированной транспортно-складской системы применяют в ГПС? Назовите их достоинства и недостатки.
8.Как размещают рабочие места и оборудование на участках сбор-
ки?
9.В чем суть темплетного метода выполнения планировок? В зависимости от каких факторов установлены нормы расстояний между оборудованием и ширина проездов? Каковы условия использования этих норм?
Список рекомендуемой литературы
1.Мельников Г.Н. Проектирование механосборочных цехов / Г.Н Мельников, В.П. Вороненко. - М.: Машиностроение, 1990. - 352 с.
2.Солод Г.И. Технология машиностроения и ремонт горных машин / Г.И. Солод, В.И. Мороз, В.И. Русихин. - М.: Недра, 1988. - 421 с.
3.Коган Б.И. Проектирование механосборочных цехов. Ч. 1 и 2. – Кемерово: Кузбас. гос. техн. ун-т, 2001. - 183с
25
Составитель Борис Исаевич Коган
Планировочные решения. Компоновка и планировка гибких производственных систем
Методические указания к практическому занятию по курсу “ Проектирование производственных и ремонтных участков механосборочных
цехов машиностроительных заводов” для студентов специальности 120100 ”Технология машиностроения”
Редактор Е.Л. Наркевич
ИД №06536 от 16.01.02.
Подписано в печать 24.01.02. Формат 60×84 1 /16. Бумага офсетная. Отпечатано на ризографе. Уч.-изд.л.1,5. Тираж 80 экз. Заказ________
ГУ Кузбасский государственный технический университет. 650026, Кемерово, ул. Весенняя, 28.
Типография ГУ Кузбасский государственный технический университет. 650099, Кемерово, ул. Д. Бедного,4”а”.