

Министерство образования и науки РФ
Федеральное государственное бюджетное образовательное учреждение
Высшего профессионального образования
«Сибирский государтсвенный индустриальный университет»
Кафедра металургии и технологии сварочного производства
Отчет по ознакомительной практике
Выполнил: студент гр. МСП-10
Згрибловская Д.С.
Проверил:
Новокузнецк, 2012г.
Содержание.
1 Общая характеристика металлургического комбината.
2 Доменное производство.
3 Литейное производство.
4 Сталеплавильное производство.
5 Прокатное производство.
6 Сварочное производство.
7 Список использованных источников.
1 Общая характеристика металлургического комбината. На ОАО «НЗРМК им. Н.Е. Крюкова» уделяется большое внимание модернизации производства. Предприятие имеет более 300 единиц оборудования, в число которых входят пять автоматических линий с ЧПУ итальянской фирмы FICEP для сверления отверстий, две автоматические линии с ЧПУ фирмы СВМ (Италия) для производства арочного и прямого профлиста, автоматическая линия с ЧПУ фирмы HILLENG для производства кровельных и стеновых панелей типа «сэндвич», две дробемётные машины фирмы HITSAUS PATILA (Финляндия) для обработки конструкций перед покраской.
Для производства особо сложных и ответственных сварочных работ, в т.ч. для сварки балок высотой от 100 до 3000 мм и длиной до 25 метров, внедрен автоматизированный сварочный центр СаВ 460 шведской фирмы ESAB.
Постоянно в работе десять машин с ЧПУ для газовой и плазменной резки. На ОАО "НЗРМК" внедрены в технологический процесс две автоматические линии 410DGA–3300 фирмы MEBА (Германия) для механической резки сортового металлопроката
Для обеспечения долговечности поставляемых металлоконструкций предприятие выполняет антикоррозийные покрытия по европейским технологиям.
В состав ОАО «Новокузнецкий завод резервуарных металлоконструкций имени Н.Е. Крюкова" входят 5 основных цехов:
Цех рулонируемых резервуарных металлоконструкций (РРМК)
Цех металлоконструкций (ЦМ)
Механический цех (МЦ)
Ремонтно-инструментальный цех (РИЦ)
Цех балок и металлоконструкций (ЦБМК)
а также 6 вспомогательных участков:
Транспортный участок.
Газовый участок.
Ремонтно-строительный участок.
Ремонтно-электроэксплуатационный участок.
Сантехнический участок.
Гараж.
В начале 90-х годов заводом было взято направление на освоение новых видов продукции и техническое перевооружение.
Одновременно с этим была принята Политика завода по качеству.
Чтобы продвинуться дальше, мы обратились к международным стандартам серии ISO 9000 к действующей версии в то время ISO 9001:1987 года.
Внедрение системы качества по ISO 9001 необходимо было для внутренних нужд в первую очередь, чтобы убедиться в способности работать по западным стандартам.
С 1992 года на заводе разработана, задокументирована и поддерживается в рабочем состоянии система менеджмента качества.
С этого времени завод сотрудничает с Промышленным отделом Регистра Ллойда и ежегодно подтверждает соответствие системы качества Промышленной схеме Регистра Ллойда и стандарту ISO 9001 с получением сертификата. Дополнительно к этому в 2000 году система качества одобрена Отделом качества Регистра Ллойда с получением сертификата на три года применительно к «Проектированию и производству стальных сварных конструкций. В этом же году получен сертификат соответствия Системы качества ГОСТ Р ИСО 9001-94 органа по сертификации Госстандарта и Госстроя России – Федерального научно-технического центра сертификации в строительстве.
После выхода ISO 9001:2008, EN ISO 9001:2008, BS EN ISO 9001:2008 и ГОСТ Р ИСО 9001-2008 завод успешно прошел ресертификацию в компании Lloyd's Register Quality Assurance и в ФГУ «Кемеровский центр стандартизации, метрологии и сертификации».
Основной документ системы качества «Руководство по качеству» – в настоящее время в действии шестая его редакция (с 2008 года). Оно является описанием системы качества завода, выполняет функции справочного документа для заказчиков при заключении договоров, подтверждения способности завода выпускать качественную продукцию. Для внутреннего использования является обязательным документом: закрепляет организационную структуру, распределение полномочий и ответственности между руководящими работниками, взаимосвязь структурных подразделений на всех этапах жизненного цикла продукции, представляет собой основу для разработки документов системы качества: стандартов, должностных инструкций.
Первый уровень документов Системы качества - Руководство по качеству, политика и цели завода в области качества. Дирекция и весь коллектив завода берут на себя обязательство неукоснительно следовать принятой Политике.
Второй уровень документов Системы качества – процедуры, у нас это стандарты предприятия, всего их 38. На все стандарты в Руководстве дается ссылка, их выполнение обязательно для подразделений, к чьей деятельности они относятся.
Третий уровень – план качества, рабочие и технологические инструкции, нормативно-техническая документация, которая необходимая для обеспечения эффективного планирования. В системе качества важно, чтобы все места, где проводятся работы, были обеспечены управляемой документацией.
Работа по системе качества начинается с изучения рынка и заканчивается отгрузкой готовой продукции, получением отзыва об удовлетворенности. Все подразделения входят в область действия системы качества.
Работа системы управления совершенствуется и улучшается.
Доменное производство. Доменное производство - производство чугуна восстановительной плавкой железных руд или окускованных железорудных концентратов в доменных печах. Д. п. — отрасль чёрной металлургии.
Историческая справка. Чугун был известен за 4—6 вв. до н. э. Д. п. возникло в результате развития сыродутного процесса — «прямого» получения железа в твёрдом состоянии непосредственно из железной руды путём восстановления её в низких горнах или шахтных печах (домницах) с помощью древесного угля. Первые доменные печи в Европе появились в середине 14 в., а в России — около 1630, вблизи Тулы и Каширы. На Урале первый чугун получен в 1701, а в середине 18 в. благодаря развитию уральской металлургии Россия вышла на 1-е место в мире, которое удерживала до начала 19 в. До середины 18 в. единственное топливо в Д. п. — древесный уголь. В 1735 А. Дерби применил в доменной плавке каменно-угольный кокс.
Основные этапы развития Д. п.: применение паровой воздуходувной машины (И. И. Ползунов, 1766), нагрев дутья (Дж. Нилсон, 1829), изобретение кирпичного воздухонагревателя регенеративного типа (Э. Каупер, 1857). В 1913 в России было выплавлено 4,2 млн. т чугуна и она занимала 5-е место в мире. В 1940 в СССР было выплавлено 15 млн. т чугуна (3-е место в мире), а с 1947 Советский Союз уступал только США. В 1970 СССР вышел на 1-е место в мире. Выплавка чугуна в СССР в 1971 составила 89,3 млн. т. Большую роль в развитии Д. п. в СССР сыграли М. А. Павлов, М. К. Курако, И. П. Бардин. Д. п. в СССР характеризуется применением высокомеханизированных и автоматизированных агрегатов и передовой технологии.
Исходными материалами (шихтой) в Д. п. являются: железная руда, марганцевая руда (См. Марганцевые руды), Агломерат, Окатыши, а также горючее и Флюсы. Широкое применение в шихте доменных печей СССР получил офлюсованный агломерат (свыше 90%), который содержит 50—60% Fe при основности 1,1—1,3; расширяется применение офлюсованных окатышей. Важнейшие свойства железосодержащих шихтовых материалов, определяющие технико-экономические показатели доменной плавки: содержание железа, состав пустой породы, количество вредных примесей, а также гранулометрический состав, прочность и восстановимость. Основным горючим в Д. п. служит каменноугольный Кокс. Получает распространение плавка с заменой части кокса газообразным, жидким или твёрдым топливом, вдуваемым в горн доменной печи. В качестве флюсов используется известняк, иногда доломит.
Основные виды чугуна, выплавляемого в доменных печах: передельный чугун, используемый для производства стали в сталеплавильных агрегатах; литейный, идущий для чугунных отливок; специальные чугуны. Побочные продукты Д. п.: Доменный газ [теплота сгорания 3,6—4,6 Мдж/м3 (850—1100 ккал/м3)] после очистки от пыли используется для нагрева дутья в воздухонагревателях, а также в заводских котельных установках, коксохимических, агломерационных и некоторых др. цехах; доменный шлак находит применение главным образом в промышленности строительных материалов; колошниковая пыль, выносимая из печи и улавливаемая системой газоочистки, содержащая 30—50% Fe, возвращается в шихту доменных печей после её предварительного окускования (главным образом путём агломерации).
Доменный цех (рис. 1) завода с полным металлургическим циклом имеет, как правило, не менее 3 доменных печей с воздухонагревателями и системой газоочистки. Запас шихты (кокса на 6—12 ч, агломерата или руды, а также флюсов на 1—2 суток работы печей) хранится в бункерах эстакады (общей для всех доменных печей). На многих металлургических заводах в состав доменного цеха входит так называемый рудный двор, где хранится основной запас железных руд, укладываемых в штабеля рудными перегружателями. Формирование штабеля и забор из него материалов производятся с учётом усреднения руд. В доменном цехе имеются также машины для разливки чугуна.
Доменная печь (рис. 2) представляет собой шахтную печь круглого сечения; футерована огнеупорной кладкой (верхняя часть шамотным кирпичом, нижняя — преимущественно углеродистыми блоками). Для предотвращения разгара кладки и защиты кожуха печи от высоких температур используют холодильники, в которых циркулирует вода. Кожух печи и колошниковое устройство поддерживаются колоннами, установленными на фундаменте.
Шихта подаётся на колошник печи скипами, реже ленточными конвейерами. Скипы разгружаются в печь через приёмную воронку и Засыпной аппарат, установленный на колошнике. Воздух (дутьё) от воздуходувных машин подаётся в печь через воздухонагреватели (в которых нагревается до 1000—1200°С) и фурменные приборы, установленные по окружности Горна. Через фурмы вводится также дополнительное топливо (природный газ, мазут или угольная пыль).
Продукты плавки выпускаются в чугуновозные и шлаковые ковши через лётки, расположенные в нижней части горна. Образующийся в печи колошниковый газ отводится через газоотводы, расположенные в куполе печи (рис. 3).
Расстояние между осью чугунной лётки и нижней кромкой большого загрузочного конуса в опущенном состоянии называется полезной высотой доменной печи, а соответствующий объём — полезным объёмом доменной печи. Мощные доменные печи в СССР имеют полезный объём 2000—3000 м3 и являются одними из крупнейших в мире. Директивы по 9-му пятилетнему плану предусматривают строительство доменных печей объёмом 5000 м3.
Основные химические процессы в доменной печи — горение топлива и восстановление Fe, Si, Mn и др. элементов. Часть кокса расходуется на процессы восстановления, но основное количество опускается в горн и сгорает вместе с вдуваемым топливом у фурм. Газы с t 1600—2300°С, содержащие 35—45% CO, 1—12% H2 и 45—65% N2, поднимаясь по печи, нагревают опускающуюся шихту, при этом CO и H2 частично окисляются до CO2 и H2O. Газы, выходящие из печи, имеют t 150—300°С.
Горение у фурм. У фурм доменной печи возникают очаги горения, называемые окислительными зонами, в которых вихревое движение газов приводит к циркуляции кусков кокса. Горение кокса развивается на поверхности контакта твёрдой и газообразной фаз. При этом кислород соединяется с углеродом в сложные комплексы СхОу, которые затем распадаются. В упрощённом виде суммарный процесс горения углерода твёрдого топлива у фурм сводится к экзотермической реакции 2C + O2 = 2CO. При вдувании природного газа или мазута, в которых главной составляющей являются углеводороды (например, метан), протекает реакция с выделением CO и H2; при этом поглощается значительная часть тепла, выделяемого при сжигании С, а следовательно, понижается температура горения у фурм. Во избежание этого необходимо повышать температуру дутья и обогащать его кислородом. Положительное влияние вдувания углеводородных топлив — в повышении концентрации водорода в газе и улучшении благодаря этому его восстановительной способности.
Восстановление железа и др. элементов. В доменной печи Cu, As, Р, подобно Fe, восстанавливаясь, почти полностью переходят в чугун. Полностью восстанавливается и Zn, который затем возгоняется, переходит в газы и отлагается в порах кладки, вызывая её разрушение. Те элементы, которые образуют более прочные соединения с кислородом, чем Fe, восстанавливаются частично или совсем не восстанавливаются: V восстанавливается на 75—90%, Mn на 40—75%, Si и Ti в небольших количествах, Al, Mg и Ca не восстанавливаются.
Восстановление поступающих в доменную печь окислов Fe2O3 и Fe3O4 происходит путём последовательного отщепления кислорода по реакциям:
3Fe2O3 + CO (H2) = 2Fe3O4 + CO2 (H2O),
Fe3O4 + CO (H2) = 3FeO + CO2 (H2O).
Закись железа FeO восстанавливается до Fe газами (косвенное восстановление) и углеродом (прямое восстановление).
FeO + CO (H2) = Fe + CO2 (H2O),
FeO + C = Fe + CO.
Высшие окислы марганца MnO2, Mn2O3 и Mn3O4 восстанавливаются газами с выделением тепла. В дальнейшем MnO восстанавливается до Mn только углеродом с затратой тепла примерно в 2 раза большей, чем при восстановлении Fe. Si также восстанавливается только С при высоких температурах по эндотермической реакции:
SiO2 + 2C + Fe = FeSi + 2CO.
Степень восстановления Si и Mn зависит в основном от расхода кокса; на каждый процент повышения содержания Si в чугуне расход кокса увеличивается на 5—7%, что увеличивает количество горячих газов в печи, вызывая перегрев шахты. Обогащение дутья кислородом, обеспечивая высокий нагрев горна, уменьшает количество образующихся газов, а следовательно, и температуру в шахте печи.
Сера в доменном процессе. S вносится в доменную печь в основном коксом и переходит в газы в виде паров (SO2, H2S и др.), но большая часть остаётся в шихте (в виде FeS и CaS); при этом FeS растворяется в чугуне. Для удаления S из чугуна необходимо перевести её в соединения, нерастворимые в чугуне, например в CaS:
FeS + CaO = CaS + FeO.
Это достигается образованием в доменной печи жидкоподвижных шлаков с повышенным содержанием СаО. Восстановительная среда благоприятно влияет на этот процесс, т.к. снижает содержание FeO в шлаке. Степень обессеривания достаточно высока, и только в некоторых случаях чугун дополнительно обессеривается вне доменной печи различными реагентами.
Образование чугуна и шлака. Восстановленное в доменной печи Fe частично науглероживается в твёрдом, а затем в жидком состояниях. Содержание C в чугуне зависит от температуры чугуна и его состава. Шлак состоит из невосстановившихся окислов SiO2, AI2O3 и СаО (90—95%), MgO (2—10%), FeO (0,1—0,4%), MnO (0,3—3%), а также 1,5—2,5% S (главным образом в виде CaS). Для характеристики шлаков пользуются обычно показателем основности CaO/SiO2 или (СаО + MgO)/SiO2. Основность CaO/SiO2 для разных условий плавки колеблется в пределах 0,95—1,35%. При выплавке чугуна на коксе с повышенным содержанием S (донецкий кокс) работают на шлаках с верхним пределом основности и стремятся обеспечить содержание MgO в шлаке 6—8% и более, улучшая его жидкоподвижность.
Работа доменной печи начинается с её задувки. При этом горн и заплечики загружаются коксом, а шахта — так называемой задувочной шихтой. В полностью загруженную печь подаётся нагретое дутьё (уменьшенное количество), кокс воспламеняется, и начинается опускание материалов. Первый выпуск чугуна и шлака производится через 12—24 ч, после чего количество дутья и рудная нагрузка (отношение массы руды к массе кокса в подаче) постепенно увеличиваются, и через несколько дней после задувки доменная печь достигает нормальной производительности.
Непрерывная работа (кампания) доменной печи от задувки до выдувки (остановки на капитальный ремонт) продолжается 5—6, а в некоторых случаях 8—10 лет и более, в течение которых печь 1—2 раза останавливается на так называемый средний ремонт для замены изношенной кладки шахты. Выплавка чугуна на мощных печах за одну кампанию достигает 5—8 млн. т чугуна и более.
Управление работой (ходом) доменной печи заключается в регулировании (в соответствии с качеством сырых материалов и видом выплавляемого чугуна) состава шихты, количества, температуры и влажности дутья, а также величины подачи или последовательности загрузки отдельных компонентов шихты и уровня засыпи. Ход доменной печи контролируется измерительными приборами, регистрирующими основные параметры загрузки, дутья, колошникового газа, температуру кладки печи на разных горизонтах.
Получили распространение плавка с вдуванием дополнительных видов топлива, обогащением дутья кислородом и работа с повышенным давлением колошниковых газов. При повышении давления на колошнике уменьшается перепад давлений между низом и верхом доменной печи; это обусловливает более ровный сход шихты, улучшает восстановительную работу газов, уменьшает вынос пыли.
Д.п. характеризуется высокой степенью автоматизации. На современной доменной печи автоматически осуществляются все операции шихтоподачи: набор компонентов шихты с отсевом мелочи, взвешивание, транспортировка на колошник и загрузка в печь по заданной программе. Автоматически поддерживаются оптимальный уровень засыпи и распределение шихтовых материалов на колошнике, давление колошникового газа, расход воды на охлаждение, температура и влажность дутья, а также содержание в нём кислорода и расход природного газа. Автоматизировано переключение воздухонагревателей и управление режимом их нагрева. Автоматические анализаторы обеспечивают непрерывную регистрацию состава колошникового газа и дутья. Внедряются системы автоматического регулирования подачи дутья и природного газа как по общему расходу, так и по отдельным фурмам.
Новые доменные печи оснащаются системами централизованного контроля и управления, которые обеспечивают усреднение показателей приборов и подсчёт комплексных показателей работы печи. Ведутся работы по комплексной автоматизации Д. п., в том числе управления тепловым режимом доменной печи с помощью ЭВМ.
Показатели работы доменной печи зависят главным образом от качества сырых материалов и степени подготовки их к плавке. Основные показатели: суточная производительность доменной печи в т и расход кокса на 1 т чугуна. В СССР производительность доменных печей иногда характеризуется коэффициентом использования полезного объёма (кипо), т. е. отношением полезного объёма в м3 к суточной выплавке передельного чугуна в т. Производительность доменной печи объёмом 3000 м3 — 7000 т чугуна в сутки. В 1970 средний кипо составил 0,597 (в некоторых случаях 0,43—0,45). Расход кокса на единицу выплавляемого чугуна имеет большое экономическое значение вследствие высокой стоимости кокса. Применение дополнительного топлива позволяет уменьшить расход кокса на 8—20% и снизить благодаря этому себестоимость чугуна. В СССР при выплавке передельного чугуна из хорошо подготовленной богатой железом шихты расход кокса 550—600 кг/т, а на некоторых заводах — не более 450—500 кг/т.
Совершенствование Д. п. направлено на улучшение подготовки сырых материалов к плавке, увеличение мощности (объёма) доменных печей, внедрение прогрессивной технологии, автоматического управления ходом доменной печи.
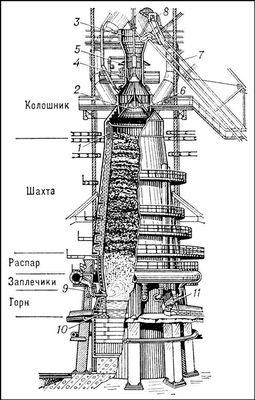
Рисунок 2. Доменная печь: 1 — защитные сегменты колошника; 2 — большой конус; 3 — приёмная воронка; 4 — малый конус; 5 — распределитель шихты; 6 — воронка большого конуса; 7 — наклонный мост; 8 — скип; 9 — воздушная фурма; 10 — чугунная лётка; 11 — шлаковая лётка.
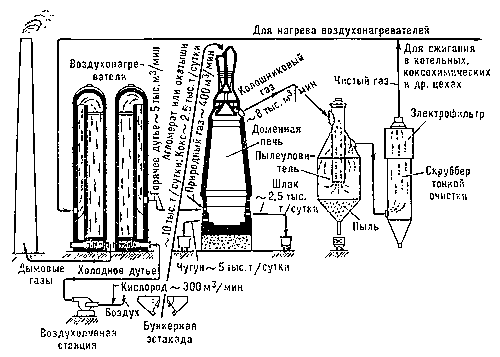
Рис. 3. Работа доменной печи.

Рис. 1. Современный доменный цех: 1 — доменная печь; 2 — чугунная лётка; 3 — чугуновозы; 4 — газоотводы; 5 — литейные дворы; 6 — воздухонагреватели; 7 — дымовая труба; 8 — воздухопроводы холодного и горячего дутья; 9 — пункт управления; 10 — пылеуловитель; 11 — аппараты тонкой газоочистки; 12 — скиповой подъёмник; 13 — бункерная эстакада; 14 — газопроводы грязного и чистого газа; 15 — лифт; 16 — агломерационная фабрика.
Литейное производство.
I Лите́йное произво́дство - одна из отраслей промышленности, продукцией которой являются отливки, получаемые в литейных формах при заполнении их жидким сплавом. Годовой объём производства отливок в мире превышает 80 млн. т, из которых около 25% приходится на СССР (1972). Методами литья изготовляется в среднем около 40% (по массе) заготовок деталей машин, а в некоторых отраслях машиностроения, например в станкостроении, доля литых изделий составляет 80%. Из всех производимых литых заготовок машиностроение потребляет примерно 70%, металлургическая промышленность — 20%, производство санитарно-технического оборудования — 10%. Литые детали используют в металлообрабатывающих станках, двигателях внутреннего сгорания, компрессорах, насосах, электродвигателях, паровых и гидравлических турбинах, прокатных станах, с.-х. машинах, автомобилях, тракторах, локомотивах, вагонах. Значительный объём литых изделий, особенно из цветных сплавов, потребляют авиация, оборонная промышленность, приборостроение. Л. п. поставляет также водопроводные и канализационные трубы, ванны, радиаторы, отопительные котлы, печную арматуру и др. Широкое применение отливок объясняется тем, что их форму легче приблизить к конфигурации готовых изделий, чем форму заготовок, производимых др. способами, например ковкой. Литьём можно получить заготовки различной сложности с небольшими припусками, что уменьшает расход металла, сокращает затраты на механическую обработку и, в конечном счёте, снижает себестоимость изделий. Литьём могут быть изготовлены изделия практически любой массы — от нескольких г до сотен т, со стенками толщиной от десятых долей мм до нескольких м. Основные сплавы, из которых изготовляют отливки: серый, ковкий и легированный чугун (до 75% всех отливок по массе), углеродистые и легированные стали (свыше 20%) и цветные сплавы (медные, алюминиевые, цинковые и магниевые). Область применения литых деталей непрерывно расширяется.
Историческая справка. Производство литых изделий известно с глубокой древности (2—1-е тысячелетия до н. э.): в Китае, Индии, Вавилоне, Египте, Греции, Риме отливали предметы вооружения, религиозного культа, искусства, домашнего обихода. В 13—14 вв. Византия, Венеция, Генуя, Флоренция славились своими литыми изделиями. В русском государстве в 14—15 вв. отливались бронзовые и чугунные пушки, ядра и колокола (на Урале). В 1479 построена в Москве «пушечная изба» — первый литейный завод. В царствование Ивана IV созданы литейные заводы в Туле, Кашире и др. городах. В 1586 А. Чохов отлил «Царь-пушку» (около 40 т). При Петре I изготовление отливок увеличилось, были созданы литейные заводы на Урале, Юге и Севере государства. В 17 в. чугунные отливки экспортировались за границу. В России созданы замечательные образцы литейного искусства: в 1735 «Царь-колокол» (свыше 200 т) И. Ф. и М. И. Маториными, в 1782 памятник Петру I «Медный всадник» (22 т) Э. Фальконе, в 1816 памятник К. Минину и Д. М. Пожарскому В. П. Екимовым, в 1850 скульптурные группы Аничкова моста в Петербурге П. К. Клодтом и др. Одна из самых крупных отливок в мире — шабот (нижняя часть, воспринимающая удар) парового молота (650 т) изготовлена в 1873 на Пермском заводе. Известно мастерство литейщиков старых русских заводов — Каслинского, Путиловского, Сормовского, Коломенского и др.
Первые попытки научного обоснования некоторых процессов литья сделали в своих работах Р. Реомюр, М. В. Ломоносов и др. учёные. Однако до 19 в. при литье использовали ранее накопленный многовековой опыт мастеров. Лишь в начале 19 в. были заложены теоретические основы литейной технологии, были применены научные методы в решении конкретных производственных задач. Труды Д. Бернулли, Л. Эйлера, М. В. Ломоносова послужили прочной базой для разработки и совершенствования литейной технологии. В работах русских учёных П. П. Аносова, Н. В. Калакуцкого и А. С. Лаврова были впервые научно объяснены процессы кристаллизации, возникновения ликвации и внутренних напряжений в отливках, намечены пути к повышению качества отливок. В 1868 Д. К. Чернов открыл критические точки металлов. Его труды продолжили А. А. Байков, А. М. Бочвар, В. Е. Грум-Гржимайло, позднее Н. С. Курнаков и др. русские учёные. Большое значение для развития Л. п. имели работы Д. И. Менделеева.
В годы Советской власти Л. п. развивалось ускоренными темпами: в 1922 впервые налажено производство отливок из алюминиевых сплавов, в 1929 — из магниевых; с 1926 производилась реконструкция существовавших литейных цехов и строительство новых. Строились и вводились в эксплуатацию литейные цехи с высокой степенью механизации, с выпуском отливок до 100 тыс. т и более в год. Одновременно с перевооружением и механизацией Л. п. в СССР проводилось внедрение новой техники, создавались основы теории рабочих процессов и методы расчётов литейного оборудования. В 20-е гг. начала формироваться советская научная школа, основателями которой являются Н. П. Аксенов, Н. Н. Рубцов, Л. И. Фанталов, Ю. А. Нехендзи и др.
Технология литейного производства. Процесс Л. п. многообразен и подразделяется: по способу заполнения форм — на обычное литьё, Литьё центробежное, Литьё под давлением; по способу изготовления литейных форм — на литьё в разовые формы (служащие лишь для получения одной отливки), литьё в многократно используемые керамические или глиняно-песчаные формы, называется полупостоянными (такие формы с ремонтом выдерживают до 150 заливок), и литьё в многократно используемые, так называемые постоянные металлические формы, например кокили, которые выдерживают до нескольких тыс. заливок При производстве заготовок литьём используют разовые песчаные, оболочковые самотвердеющие формы. Разовые формы изготовляют с помощью модельного комплекта и опоки (рис. 1). Модельный комплект состоит из собственно литейной модели , предназначенной для получения в литейной форме полости будущей отливки, и стержневого ящика для получения литейных стержней, оформляющих внутренние или сложные наружные части отливок. Модели укрепляют на модельных плитах, на которых устанавливают опоки, заполняемые формовочной смесью. Заформованную нижнюю опоку снимают с модельной плиты, переворачивают на 180° и в полость формы вставляют стержень. Затем собирают (спаривают) верхнюю и нижнюю опоки, скрепляют их и заливают жидкий сплав. После затвердевания и охлаждения отливку вместе с литниковой системой извлекают (выбивают) из опоки, отделяют литниковую систему и очищают отливку — получается литая заготовка.
Наиболее распространено в промышленности производство отливок в разовых песчаных формах. Этот способ применяется для изготовления из различных сплавов заготовок любых размеров и конфигурации. Технологический процесс литья в песчаные формы (рис. 2) складывается из ряда последовательных операций: подготовка материалов, приготовление формовочных и стержневых смесей, изготовление форм и стержней, простановка стержней и сборка форм, плавка металла и заливка его в формы, охлаждение металла и выбивка готовой отливки, очистка отливки, термообработка и отделка.
Материалы, применяемые для изготовления разовых литейных форм и стержней, делятся на исходные Формовочные материалы и формовочные смеси; их масса равна в среднем 5—6 т на 1 т годных отливок в год. При изготовлении формовочной смеси используют отработанную формовочную смесь, выбитую из опок, свежие песчано-глинистые или бентонитовые материалы, добавки, улучшающие свойства смеси, и воду. В стержневую смесь обычно входят кварцевый песок, связующие материалы (масло, смола и др.) и добавки. Приготовление смеси производят в определённой последовательности на смесеприготовительном оборудовании; ситах, сушилах, дробилках, мельницах, магнитных сепараторах, смесителях и т. п.
Формы и стержни изготовляют на специальном формовочном оборудовании и станках. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или совместно тем и др. способом. Крупные формы заполняют с помощью Пескомётов, реже для изготовления форм используют пескодувные и пескострельные машины. Формы в опоках, заформованные в стержневых ящиках стержни подвергаются тепловой сушке или химическому твердению, например при литье в самотвердеющие формы. Тепловую сушку осуществляют в литейных сушилах, а сушку стержней производят также в нагретом стержневом ящике. Сборка форм состоит из следующих операций: установка стержней, соединение половин форм, закрепление форм скобами или грузами, устанавливаемыми на верхнюю форму и предотвращающими их раскрытие при заливке сплавом. Иногда на форму устанавливают литниковую чашу, изготовленную из стержневой или формовочной смеси.
Плавят металл в зависимости от вида сплава в печах различного типа и производительности. Наиболее часто литейный чугун выплавляют в вагранках, применяют также электрические плавильные печи (тигельные, электродуговые, индукционные, канального типа и др.). Получение некоторых сплавов из чёрных металлов, например белого чугуна, ведут последовательно в двух печах, например в вагранке и электропечи (т. н. дуплекс-процесс). Заливку форм сплавом осуществляют из заливочных ковшей, в которые периодически поступает сплав из плавильного агрегата. Затвердевшие отливки обычно выбивают на вибрационных решётках или коромыслах. При этом смесь просыпается через решётку и поступает в смесеприготовительное отделение на переработку, а отливки — в очистное отделение. При очистке отливок с них удаляют пригоревшую смесь, отбивают (отрезают) элементы литниковой системы и зачищают заливы сплава и остатки литников. Эти операции проводят в галтовочных барабанах, дробеструйных и дробемётных установках. Крупные отливки очищают гидравлическим способом в специальных камерах. Обрубку и зачистку отливки осуществляют пневматическими зубилами и абразивным инструментом. Отливки из цветных металлов обрабатывают на металлорежущих станках.
Для получения необходимых механических свойств большинство отливок из стали, ковкого чугуна, цветных сплавов подвергают термической обработке . После контроля качества литья и исправления дефектов отливки окрашивают и передают на склад готовой продукции.
Механизация и автоматизация литейного производства. Большинство технологических операций в Л. п. очень трудоёмко, протекает при высокой температуре с выделением газов и кварцесодержащей пыли. Для уменьшения трудоёмкости и создания нормальных санитарно-гигиенических условий труда в литейных цехах применяют различные средства механизации и автоматизации технологических процессов и транспортных операций. Внедрение механизации в Л. п. относится к середине 20 в. Тогда для приготовления формовочных материалов начали использовать бегуны, сита, рыхлители, а для очистки отливок — пескоструйные аппараты. Были созданы простейшие формовочные машины с ручной набивкой форм, позднее стали применять гидравлические прессы. В 20-х гг. появились и быстро распространились пневматические встряхивающие формовочные машины. На каждой технологической операции стремились заменить ручной труд машинным: совершенствовались оборудование для изготовления форм и стержней, устройства для выбивки и очистки отливок, механизировалась транспортировка материалов и готовых отливок, были внедрены конвейеры, разработаны методы поточного производства. Дальнейший рост механизации Л. п. выражается в создании новых усовершенствованных машин, литейных автоматов и автоматических литейных линий, в организации комплексно-автоматизированных участков и цехов. Наиболее трудоёмкие операции при производстве отливок — формовка, изготовление стержней и очистка готовых отливок. На этих участках литейных цехов в наибольшей степени механизированы и частично автоматизированы технологические операции. Особенно эффективно внедрение в Л. п. комплексной механизации и автоматизации. Перспективными являются автоматические линии формовки, сборки и заливки форм сплавом с охлаждением отливок и их выбивкой. Например, на линии системы Бюрер — Фишер (Швейцария) (рис. 3) изготовление форм, заливка их сплавом и выбивка отливок из форм автоматизированы. Успешно работает установка для автоматической заливки форм сплавом на непрерывно движущемся конвейере (рис. 4). Масса жидкого сплава для заполнения форм контролируется электронным аппаратом, учитывающим металлоёмкость определённой формы. Установка снабжена автоматической смесеприготовительной системой, контроль качества формовочной смеси и регулирование смесеприготовления осуществляются автоматическим устройством (системы «Молдабилити-контроллер», Швейцария).
Для финишных операций (очистки и зачистки отливок) применяют проходные барабаны непрерывного действия с дробемётными аппаратами. Крупные отливки очищают в камерах непрерывного действия, вдоль которых отливки передвигаются на замкнутом транспортёре. Созданы автоматические очистные камеры для отливок, имеющих сложные полости. Например, фирмой «Омко-Нангборн» (США — Япония) разработана камера типа «Робот». Каждая такая камера представляет собой независимый механизм для транспортировки отливок, который работает автоматически, выполняя команды, поступающие от так называемых модулей управления, расставленных на монорельсовой транспортной системе. В зоне очистки по заранее заданной программе с оптимальной скоростью вращается подвеска, на которую автоматически навешивается отливка. Двери камеры открываются и закрываются автоматически.
При массовом производстве предварительная (черновая) зачистка отливок (обдирка) осуществляется в литейных цехах. Во время этой операции также подготавливаются базы для механической обработки отливок на автоматических линиях в механических цехах. Заключительные операции могут производиться и на автоматических линиях. На рис. 5 показана автоматическая линия японской фирмы «Норитакэ» для зачистки блоков цилиндров автомобиля. Такая линия позволяет обработать 120 блоков за 1 ч.
Возможности механизации и автоматизации Л. п. особенно возросли после разработки принципиально новых технологических процессов литья, например изготовление оболочковых форм, или Кронинг-процесс (40-е гг., ФРГ), изготовление стержней отверждением в холодных стержневых ящиках (50-е гг., Великобритания), изготовление стержней с отверждением их в горячих стержневых ящиках (60-е гг., Франция). Еще в 40-е гг. в промышленности начали применять метод изготовления отливок высокой точности по выплавляемым моделям. За относительно короткий срок все технологические операции процесса были механизированы. В СССР создано комплексно-автоматизированное производство литья по выплавляемым моделям с выпуском 2500 т мелких отливок в год (рис. 6).

Рис. 1. Основные элементы литейной оснастки при получении отливки в разовой форме: а и б — модельный комплект верхней и нижней полуформы с опокой; в и г — верхняя и нижняя заформованные опоки; д — формовка стержневого ящика; е — литейная форма, подготовленная к заливке; 1 — направляющий штырь; 2 — подмодельная плита; 3 — стол формовочной машины; 4 — стержневой знак; 5 — модель; 6 — головка пескострельной машины; 7 — стержневой ящик; 8 — стержень.

Рис. 2. Основы операции технологического процесса получения отливки в песчаной форме.
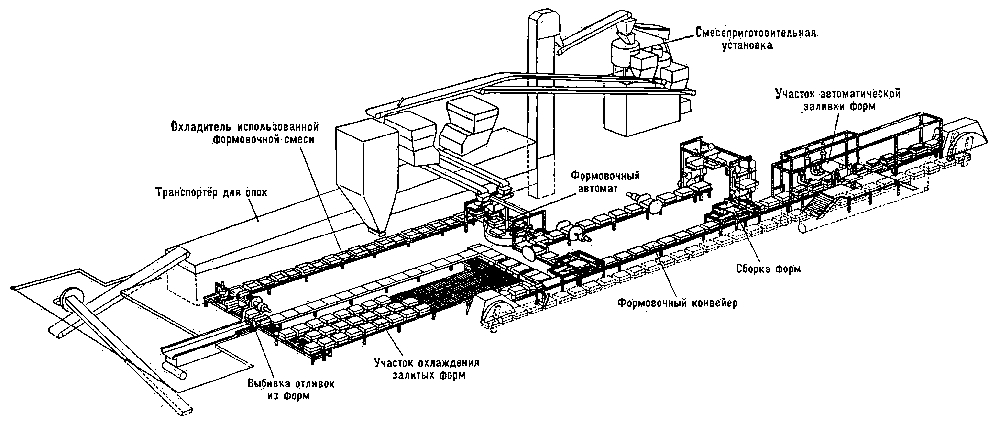
Рис. 3. Автоматическая линия системы Бюрер — Фишер (Швейцария) для изготовления форм, заливки их сплавом и выбивки готовых отливок.

Рис. 4. Установка для автоматической заливки форм на конвейере завода Г. Фишер (Швейцария).

Рис. 5. Автоматическая линия зачистки блока цилиндров со шлифовальными агрегатами (фирма «Норитакэ», Япония).

Рис. 6. Комплексно-автоматизированный цех литья по выплавляемым моделям с годовым выпуском 2500 т отливок в год.
Сталеплавильное производство. Сталеплавильное производство производство стали из чугуна и стального лома в сталеплавильных агрегатах металлургических заводов. С. п. — второе звено в общем производственном цикле чёрной металлургии ; другие главные звенья — получение чугуна в доменных печах и прокатка стальных слитков или заготовок. С. п. включает 2 основных технологических процесса — выплавку и разливку стали.
В современной металлургии важнейшие способы выплавки стали — Кислородно-конвертерный процесс, мартеновский процесс и электросталеплавильный процесс. Соотношение между этими видами С. п. меняется: если в начале 50-х гг. 20 в. в мартеновских печах выплавлялось около 80% производимой в мире стали, то уже к середине 70-х гг. главенствующее положение занял кислородно-конвертерный процесс, на долю которого приходится более половины мировой выплавки стали.
Полученную в сталеплавильном агрегате сталь выпускают в разливочный ковш, а затем либо разливают в металлические формы — изложницы, либо направляют на установки непрерывной разливки стали (машины непрерывного литья); лишь около 2% всей производимой стали идёт на фасонное литьё. В результате затвердевания металла получаются стальные слитки или заготовки, которые в дальнейшем подвергают обработке давлением (прокатке, ковке). Непрерывный способ разливки стали имеет неоспоримые преимущества перед разливкой в изложницы. Однако пока преобладающее количество металла разливается в изложницы. Разливка стали — ответственный этап С. п. Технология и организация разливки в значительной мере определяют качество готового металла и количество отходов при последующем переделе стальных слитков.
В кислородно-конвертерном производстве преобладают конвертеры ёмкостью 100—350 т. Сортамент стали, получаемой этим способом, непрерывно расширяется, причём по качеству кислородно-конвертерная легированная сталь не уступает мартеновской стали и электростали соответствующих марок. Выплавка некоторых низколегированных сталей в кислородных конвертерах считается наиболее целесообразной не только по экономическим причинам, но и с точки зрения качества металла. Так, сталь, предназначенную для холодной деформации (особенно для производства автолиста), на металлургических заводах всего мира выплавляют главным образом в кислородных конвертерах. Осваивается выплавка высоколегированной стали. Главные направления развития кислородно-конвертерного процесса: интенсификация плавки (в первую очередь продувки), повышение стойкости футеровки, применение современных средств контроля и управления с использованием ЭВМ, разработка новых технологических вариантов. Большие перспективы открывает перед кислородно-конвертерным процессом сочетание его с методами внепечного рафинирования металла.
Несмотря на резкое сокращение доли мартеновского металла в общем объёме производства стали, роль мартеновского процесса в чёрной металлургии многих стран ещё достаточно высока. Использование кислорода, природного газа, огнеупоров высокого качества позволяет значительно интенсифицировать мартеновский процесс. Вместе с тем строительство новых мартеновских печей повсеместно прекращено. Перспективной считается перестройка действующих мартеновских печей на высокопроизводительные двухванные печи.
Во 2-й половине 20 в. наблюдается заметное развитие электросталеплавильного производства, обусловленное рядом его преимуществ перед др. способами получения стали. В СССР действуют 200-тдуговые печи; проектируются печи номинальной ёмкостью 400т. В США находится в эксплуатации самая крупная в мире 360-тэлектропечь (1975). Ведутся работы по созданию 500—600-тэлектропечей (с шестью электродами). Важная тенденция электросталеплавильного производства — значительное увеличение удельной мощности электропечей (с 250—300 до 500—600ква/ти более). На металлургических предприятиях некоторых стран внедрён предварительный подогрев шихты, позволяющий сократить продолжительность плавки, снизить расход электроэнергии и электродов. Технико-экономические показатели современных дуговых печей свидетельствуют о целесообразности их использования для выплавки не только легированной, но и рядовой стали. Так, в электросталеплавильных цехах США доля рядового металла достигает 70%, в ФРГ — 50%. Положительное влияние на развитие электрометаллургии стали окажет широкое промышленное освоение способов прямого получения железа , позволяющих производить высококачественное сырьё для электропечей. Использование металлизованной шихты для электроплавки (например, металлизованных окатышей) позволит сократить капитальные вложения на сооружение новых электросталеплавильных цехов и повысить производительность дуговых печей.
Одно из перспективных направлений развития С. п. — повышение качества стали путём внепечного рафинирования. Наибольшее промышленное значение имеют следующие методы: продувка металла в ковше или специальном агрегате инертными газами или окислительными смесями; вакуумная обработка стали; обработка стали синтетическими шлаками.
Примерно в середине 60-х гг. начала интенсивно развиваться т. н. спецэлектрометаллургия, которая включает различные виды рафинирующих переплавов заготовки, полученной в обычных сталеплавильных агрегатах (чаще всего в дуговых или индукционных печах). К ним относятся плавка в дуговых вакуумных печах и в индукционных вакуумных печах, электрошлаковый переплав,электроннолучевая плавка, плазменная плавка. В результате рафинирующего переплава исходный металл эффективно очищается от неметаллических включений и др. нежелательных примесей, повышаются плотность и однородность его структуры, улучшаются многие свойства стали.
В области разливки стали наблюдается постоянное увеличение доли непрерывно-литого металла. В середине 70-х гг. в мире работает свыше 500 машин непрерывного литья (МНЛ) стали. Крупнейшая в мире МНЛ, производительностью 1,9 млн. тстали в год, действует в США (1975). Наиболее широкое распространение получают МНЛ радиального типа. Выход готового продукта на лучших МНЛ мира достигает 96—99%. Как при непрерывном литье, так и при разливке стали в изложницы высокие технико-экономические результаты даёт замена стопорных устройств бесстопорными (шиберными) затворами — надёжными и безопасными в работе, позволяющими точно регулировать скорость разливки металла. Применение экзотермических шлакообразующих смесей позволяет улучшить поверхность получаемых слитков. Благодаря использованию теплоизолирующих и экзотермических прибыльных надставок удаётся значительно сократить потери металла.
К тенденциям С. п., как и чёрной металлургии в целом, следует отнести дальнейшую концентрацию производства, повышение степени непрерывности всего технологического цикла, специализацию отдельных цехов и предприятий, что создаёт благоприятные условия для снижения себестоимости и повышения качества стали, для достижения высокой степени механизации и автоматизации всего металлургического процесса, внедрения электронно-вычислительных машин и автоматизированных систем управления. Большое значение для развития С. п. имеют ведущиеся в ряде стран работы по созданию непрерывного сталеплавильного процесса и агрегата длящего проведения.
Мировое производство стали в 1974 превысило 700 млн. т, причём 136 млн.тбыло выплавлено в СССР. В промышленно развитых странах на душу населения приходится 400—600кгстали (в СССР более 500кг). По некоторым прогнозам, к 2000 мировое производство важнейшего металла современности может достичь 2 млрд.т.
Прокатное производство.
Прокатное производств получение путём прокатки из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных странах прокатке подвергается больше 4/5 выплавляемой стали. П. п. обычно организуется на металлургических заводах (реже на машиностроительных); как правило, особенно в чёрной металлургии, является завершающим звеном цикла К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) — колёса, кольца, оси, свёрла, шары, профили переменного сечения и др. Перечень прокатываемых изделий с указанием размеров называемым сортаментом проката большая часть которого в России стандартизована. Основное количество проката изготовляется из низкоуглеродистой стали, некоторая часть — из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных металлов изготовляются преимущественно прессованием.
Прокатка стали. производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы), которые перерабатываются в готовый прокат обычно в 2 стадии. Сначала слитки нагревают и прокатывают на обжимных станах в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т.п.) производят повторный нагрев и прокатку готовой продукции на специализированных станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шириной 400—2500 мм и толщиной 75—600 мм, называемые Слябами; для сортового металла — заготовки квадратного сечения размером примерно от 60×60 см до 400×400 мм, а для цельнокатаных труб — круглого сечения диаметром 80—350 мм.
При втором способе, применяемом с середины 20 в., прокатка исходной заготовки заменяется непрерывным литьём (разливкой) на специальных машинах. После осмотра и удаления дефектов заготовка, как и при первом способе, поступает на станы для прокатки готовой продукции. Благодаря применению непрерывно-литой заготовки упраздняются слябинги и блюминги, повышается качество проката, устраняются потери на обрезку головной части слитка, доходящие у слитков спокойной стали до 15—20%. Преимущества применения непрерывно-литой заготовки в производстве проката становятся ещё более значительными при совмещении процессов непрерывного литья и прокатки в одном неразрывном потоке. Для этой цели созданы литейно-прокатные агрегаты, в которых слиток на выходе из кристаллизатора не подвергается разрезке, проходит печь, где выравнивается температура по сечению, и затем поступает в валки прокатного стана. Т. о. осуществляется процесс кристаллизации и прокатки бесконечного слитка, т. е. пепрерывное производство проката из жидкого металла. Процесс получил широкое распространение при прокатке цветных металлов; он применяется также для производства стальной заготовки небольших сечений (примерно менее чем 150×150 мм) повышенного качества. Основная трудность в развитии этого процесса состоит в относительно низкой скорости выхода слитка из кристаллизатора (1—6 м/мин), что не позволяет в полной мере использовать производственные возможности непрерывного прокатного стана.
Прокатка листового металла производится из катаных или непрерывно-литых слябов и только листов толщиной свыше 50—100 мм — непосредственно из слитков или кованых слябов. В технологический процесс входят следующие основные операции: подача слябов со склада к нагревательным печам; нагрев; подача по рольгангу к рабочей клети стана и прокатка в несколько проходов (пропусков между валками), причём в первые проходы для получения листов требуемой ширины сляб иногда подаётся в валки поперёк или под углом; правка на роликовых правильных машинах; охлаждение на холодильниках; контроль и разметка; обрезка продольных кромок; обрезка концов, разрезка на листы определённой длины; иногда термическая обработка и покраска; отправка на склад готовой продукции.
Листы толщиной от 4 до 50 мм и плиты толщиной до 350 мм прокатываются на толстолистовых или броневых станах, состоящих из одной или двух рабочих клетей, а листы толщиной от 1,2 до 20 мм — на значительно более производительных непрерывных станах, на которых листы получаются в виде длинных (более 500 м) полос; при выходе из последней клети стана полосы сматываются в рулон. Листы толщиной менее 1,5—3 мм выгоднее прокатывать в холодном состоянии, поэтому дальнейшее уменьшение толщины листа осуществляется обычно на станах холодной прокатки. Для этого рулоны после их получения на непрерывных станах горячей прокатки транспортируются в цех холодной прокатки, где с поверхности металла удаляется окалина (в линии непрерывного травления), затем обрезаются концы и производится стыковка (электрическая контактная сварка) для полной непрерывности дальнейшего процесса. Травленые рулоны разматываются и в несколько проходов обжимаются до требуемой толщины (общее обжатие для низкоуглеродистой стали доходит до 75—90%). Прокатка осуществляется на непрерывных станах, состоящих из 4 или 6 четырёхвалковых клетей, или на одноклетевых реверсивных станах. После холодной прокатки полосу отжигают для устранения наклёпа, затем подвергают дрессировке, правке, резке на листы и упаковке (рис. 1).
Прокатка сортового металла включает следубющие основные операции: нагрев до 1100—1250 °С; подачу нагретой заготовки к рабочим клетям и прокатку в несколько проходов в калибрах, постепенно приближающих сечение исходной заготовки к сечению готового профиля; резку проката на пилах или ножницах на части требуемой длины или сматывание в бунты; охлаждение на холодильниках; правку на роликовых правильных машинах; контроль и отправку на склад готовой продукции.
Число проходов выбирается в зависимости от размеров и формы сечения исходной заготовки и готового профиля и составляет: для рельсов обычно 9, балок 9—13, угловых и других сортовых профилей, например зетообразного (рис. 2), 5—12, проволоки 15—21. Выполнение указанных технологических операций производится на специализированных сортовых прокатных станах, представляющих собой поточную автоматическую систему различных машин.
Прокатка (горячая) труб состоит из 3 основных и нескольких вспомогательных операций. Первая операция (Прошивка) — образование отверстия в заготовке или слитке; в результате получается толстостенная труба, называемая гильзой. Вторая операция (Раскатка) — удлинение прошитой заготовки и уменьшение толщины её стенки примерно до требуемых в готовой трубе размеров. Обе операции осуществляются с одного нагрева, но на различных прокатных станах, установленных рядом и входящих в общую систему машин трубопрокатного агрегата (См. Трубопрокатный агрегат). Первая операция выполняется на прошивных станах винтовой прокатки между бочкообразными или дисковыми валками на короткой оправке, вторая — на различных прокатных станах: непрерывных, пилигримовых, автоматических и трёх-валковых станах винтовой прокатки. Третья операция — калибровка (или Редуцирование) труб после раскатки. Калибровка осуществляется на калибровочных станах, затем трубы охлаждаются, правятся, контролируются и разрезаются на куски определённой длины. Трубы диаметром менее 65—70 мм подвергаются дополнительной горячей прокатке на редукционных станах. С целью уменьшения толщины стенки и диаметра, получения более высоких механических свойств, гладкой поверхности и точных размеров трубы после горячей прокатки подвергаются холодной прокатке на специальных станах, а также волочению.
Прокатка заготовок деталей машин (штучных изделий) находит широкое применение главным образом в производстве различных тел вращения и профилей переменного сечения: вагонных колёс, осей, бандажей, колец для подшипников качения, шаров, зубчатых колёс, винтов, свёрл и т.д. При этом иногда прокатка используется для выполнения лишь одной операции в комбинации с ковкой или штамповкой.
Прокатка цветных металлов. Наибольшее применение получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов.
В технологический процесс прокатки листов из алюминиевых сплавов входят следующие основные операции: предварительнаяалепрокатка плоских непрерывно-литых слитков массой 0,5—5 т с обжатием около 10% для выравнивания их поверхности; правка на роликовых правильных машинах; фрезерование для получения чистой и гладкой поверхности; накладывание с обеих сторон слитка алюминиевых листов; нагрев; горячая прокатка с Плакированием до толщины 4—12 мм с последующим свёртыванием в рулоны; Отжиг и холодная прокатка. После холодной прокатки рулоны разматываются и режутся на листы, которые затем закаливают, травят, прокатывают вторично в холодном состоянии для прогладки или получения наклёпа, травят, разрезают и упаковывают.
В начале 60-х гг. 20 в. был разработан новый процесс прокатки листов из алюминия и его сплавов. Особенность этого процесса состоит в совмещении непрерывного литья с прокаткой. Исходным материалом служит жидкий алюминий, который поступает через распределительную проводку в межвалковое пространство, образованное между двумя горизонтальными валками (рис. 3). Алюминий, соприкасаясь с валками, кристаллизуется, а образующаяся полоса непрерывно выходит из валков стана. Валки могут быть расположены как в вертикальной плоскости, так и в горизонтальной. В первом случае алюминий подводится сбоку, а во втором — снизу. Этим методом успешно изготовляются полосы толщиной 8—12 мм, шириной 1000—1600 мм, которые затем сматывают в рулоны. Применение такой технологии вместо прокатки полосы из крупных слитков даёт большой экономический эффект.
Исходной заготовкой при прокатке листов и лепты из меди и латуни служат плоские слитки массой около 0,5—1 т, толщиной 100—150 мм, которые прокатываются в горячем состоянии до толщины 10—15 мм. Прокатанные листы фрезеруют для удаления поверхностных дефектов и затем подвергают холодной прокатке с промежуточными отжигами при 450—800 °С.
Для производства катанки из алюминиевых и медных сплавов наиболее эффективен способ непрерывного литья, совмещенный с прокаткой на непрерывном стане.
Технический прогресс в области П. п. характеризуется в первую очередь повышением качества прокатываемых изделий, которое обеспечивало бы наиболее эффективное использование металла потребителем. С этой целью прокатываемому изделию придаётся возможно более рациональная форма, способствующая снижению его массы, расширяется производство экономичных профилей проката, повышается точность его размеров, улучшаются прочностные и др. свойства металла, на его поверхность наносятся эффективные защитные покрытия. Одновременно снижается стоимость производственных затрат путём внедрения непрерывных процессов (от жидкого металла до готового проката), повышения скорости прокатки и автоматизации всех технологических процессов.
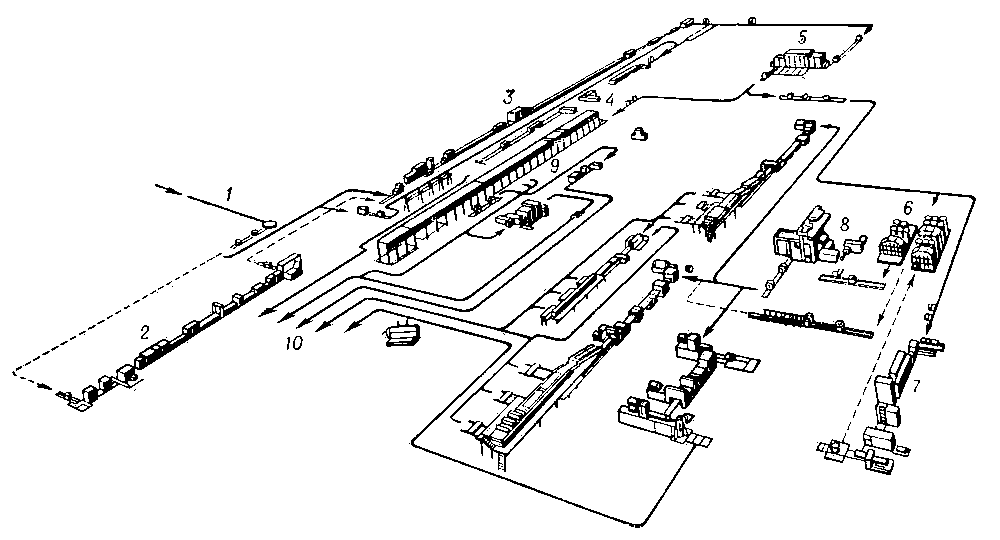
Рис. 1. Технологическая схема цеха холодной прокатки для производства листов: 1 — конвейер горячекатаных рулонов; 2 — агрегат нормализации; 3 — непрерывно-травильный агрегат; 4 — агрегат комбинированной резки; 5 — непрерывный стан холодной прокатки; 6 — термическое отделение; 7 — агрегат нанесения защитного покрытия; 8 — дрессировочный стан; 9 — непрерывно-цинковальный агрегат; 10 — отделение упаковки готовых продуктов.
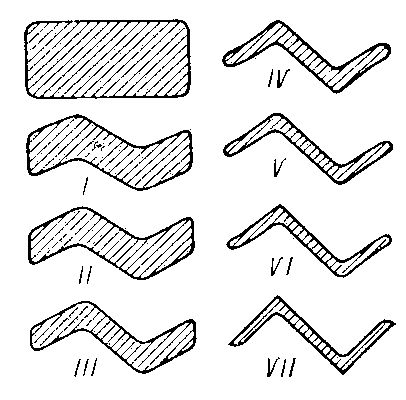
Рис. 2. Схема изменения сечения (калибровка) при прокате зетового профиля.
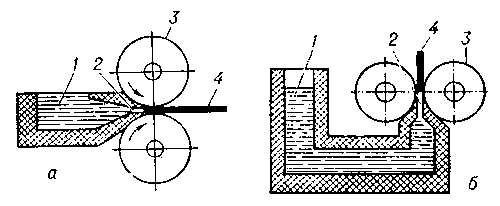
Рис. 3. Схемы способов бесслитковой прокатки полос: а — подача металла сбоку; б — подача металла снизу; 1 — распределительная ванна; 2 — межвалковое пространство (кристаллизатор); 3 — валки; 4 — полоса.
Сварочное производство.
Сваркой получают неразъемные соединения металлов путем их местного нагрева. Этот нагрев может производиться вплоть до расплавления металла свариваемых частей в местах соединения или только до размягчения металла. Первый из этих способов называется сваркой плавлением, а второй — сваркой давлением. Последнее название объясняется тем, что при втором способе необходимо сдавливать соединяемые части.
Виды сварки плавлением: электрическая дуговая (ручная и автоматическая), газовая и термитная. Виды сварки давлением: контактная, которая разделяется на точечную, роликовую и стыковую, газо-прессовая и термитная (некоторые ее разновидности) .
Сваркой ныне получают прочное соединение элементов металлических конструкций любой формы при толщине металла от 0,1 до 250 мм и даже при большей толщине. Но далеко не все металлы свариваются одинаково хорошо.
Из сталей хорошо свариваются углеродистые с содержанием углерода до 0,3°/о и некоторые низколегированные, как например сталь 15Г. Удовлетворительно свариваются углеродистые стали с 0,3—0,42% С, низколегированная сталь 20ХМА и другие, близкие к ней. Хуже свариваются углеродистые стали с 0,42—0,55% С, низколегированные стали ЗОХМА, ЗОХГС и другие, подобные им. Плохо свариваются углеродистые стали с содержанием углерода более 0,55%, низколегированные стали 35ХГС, 40ХС и др. Чем хуже сваривается сталь, тем более тщательно должен быть разработан технологический процесс сварки и тем строже нужно его соблюдать.
Применение сварки способствует значительной экономии металла: сварные конструкции обычно на 10—15% легче клепаных и на 30—40% легче литых; кроме того, сварка очень производительный способ соединения металлов. Вот почему сварка нашла самое широкое распространение во всех областях машиностроения, а также в строительстве.
В Советском Союзе ранее, чем во многих других странах, начали пользоваться сваркой в транспортном машиностроении. В тяжелом машиностроении сваркой изготовляются такие ответственейшие агрегаты, как статоры мощных гидротурбин. Они создаются новейшим отечественным способом — электрошлаковой сваркой.
Различные котлы высокого давления с толщиной стенки до 100 мм также изготовляются сваркой. В настоящее время вы¬
пускаются цельносварными резервуары для хранения различ-ных жидкостей и газов, в том числе резервуары емкостью до 10 тыс. ж3.
Сварка строительных конструкций сыграла и играет значи-тельную роль при строительстве многих крупнейших предприя-тий нашей социалистической индустрии. Цельносварными изго-товляются строительные фермы, колонны, подкрановые балки. При сооружении многих заводов до 70% всех строительных ме-таллоконструкций были сварными. Важное место занимает свар¬ка в монтаже различных зданий из сборного бетона и железобе¬тона. Огромное значение имеет сварка в строительстве газопро¬водов большой протяженности.
Успешно применяют сварку при строительстве мостов. Авто-дорожный мост через Днепр в Киеве — цельносварной.
Важное место занимает сварка в ремонтном деле как выгод-ный и производительный способ восстановления деталей машин и режущего инструмента.
Рис. 244. Схема ручной дуговой сварки
В развитии сварки в России большие заслуги имеют советские ученые и инженеры, рабочие-новаторы. Они разработали раз-личные виды оборудования, экономичные технологические про¬цессы, высокопроизводительные способы сварки разных ме-таллов.